

Методология идентификации физических уравнений и решение технологических задач формования некомпактных материалов
Екатеринбург, Россия
Научно-технический прогресс неразрывно связан с появлением новых способов получения материалов и изделий с заданными или новыми свойствами, с созданием и внедрением прогрессивных ресурсосберегающих технологий и новой техники. Основной стадией, предшествующей разработке новых технологических процессов и машин, является математическое моделирование. Заметим, что реальные металлические материалы обладают неоднородной структурой. При математическом моделировании процессов изготовления и эксплуатации материалов и изделий с заданными или новыми свойствами, разработке основ технологий их производства, традиционных подходов механики сплошной среды, в частности с привлечением гипотезы об однородности деформируемой среды, во многих случаях оказывается недостаточно. В этом случае необходимо использовать подходы механики структурно-неоднородных сред. Особенно это относится к процессам деформации пористых материалов, поскольку необходимо учитывать как неоднородность структуры материала, так и ее изменение при деформировании.
В настоящее время существует ряд работ, в которых рассмотрены и обобщены основные положения, используемые при решении задач механики гетерогенных материалов, построены замкнутые системы уравнений движения смесей при заданных физико-химических свойствах структурных составляющих. Однако проблема количественного описания многообразия процессов деформирования гетерогенных сред, не может считаться окончательно решенной.
Во многих случаях при исследовании процессов деформирования структурно-неоднородных материалов могут быть использованы модели сред с регулярной структурой. К материалам с упорядоченным расположением элементов можно отнести пористые материалы, представляющие собой типичную микронеоднородную среду. Получение заготовок и изделий непосредственно из порошкового сырья позволит отказаться от энерго - и трудоемких операций передела, интенсифицировать производства и снизить себестоимость продукции. Применение динамического формования позволяет отказаться от использования крупногабаритного и дорогостоящего оборудования, повысить производительность, получать заготовки с улучшенными или новыми свойствами.
Для ввода физических уравнений некомпактных материалов первоначально использовалась дискретно-континуальная теория сыпучей среды, в частности подходы, используемые в механике грунтов. Затем стали применяться более сложные теории, в том числе феноменологическая и структурно-феноменологическая. В рамках первого подхода используют континуальные представления, согласно которым деформируемый материал может быть представлен как пластически сжимаемый изотропный, удовлетворяющий известной системе уравнений теории течения. При этом реологические характеристики материала определяются экспериментально. Дальнейшее развитие исследований в области пластического течения некомпактных материалов связано с применением механики структурно-неоднородных сред и структурно-феноменологического подхода. Характеристики среды в данном случае могут быть получены из анализа элементов структуры.
В рамках указанного подхода рассмотрена модель пластически сжимаемой пористой среды при условии текучести цилиндрического типа и связанные с этим условием определяющие соотношения, обеспечивающие независимые механизмы сдвига и уплотнения пористой массы. Модель была введена в работах .
При создании и идентификации математической модели структурно-неоднородного материала возникает задача выявления периодичности его структуры, масштабной инвариантности, пространственной частоты повторяемости элементов и др. Для анализа структур материалов использован метод вейвлетного анализа. Вейвлет-преобразование обеспечивает двумерную развертку исследуемого одномерного сигнала, частота и координата рассматриваются как независимые переменные. Появляется возможность анализа сигнала одновременно в физическом (пространство, время) и частотном пространствах.
Исследована периодичность структуры брикетов и прутков, полученных из железных порошков при различных условиях предшествующей выдавливанию термомеханической обработки исходного сырья. Выбраны прутки из четырех типов порошков, близких по фракционному составу и форме частиц, но различающихся по наличию примесей и малых добавок легирующих элементов. На рис. 1-2 приведены микрофотографии поперечных сечений исследуемых структур прутков и результаты вейвлет-преобразования вдоль выбранных направлений (белые линии на рисунках). Оси абсцисс соответствуют пространственные координаты, оси ординат - частотные характеристики.
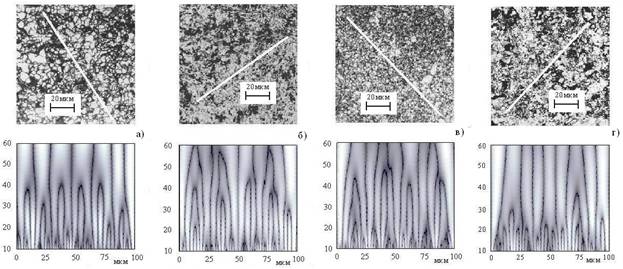 Рис.1. Микроструктура прутка из полупродукта углеродистого со спеканием а), полупродукта углеродистого без спекания б), карбонильного железа в), ванадийсодержащего порошка г) и результат вейвлет-преобразования.
Рис.1. Микроструктура прутка из полупродукта углеродистого со спеканием а), полупродукта углеродистого без спекания б), карбонильного железа в), ванадийсодержащего порошка г) и результат вейвлет-преобразования.
Для всех исследованных прутков выявлена повторяемость элементов 6-7 размеров зерна, для прутка из ванадийсодержащего порошка 4-5 размеров зерна, что соответствует размерам представительного объема поликристалла. Разброс в размерах повторяющихся элементов связан с операциями термомеханической обработки (пруток из ванадийсодержащего порошка получали непосредственно выдавливанием). Выявлена повторяемость элементов 2-4 размера зерна, что соответствует среднему размеру областей сжатия и растяжения в поликристаллах. Таким образом, с помощью процедуры вейвлетного анализа выявлено наличие периодичности структур реальных пористых материалов.
На основании вышеизложенного физическая модель пластически сжимаемого тела рассматривается как детерминированная система в рамках механики структурно-неоднородных сред. Примем следующие допущения:
- размеры пор во много раз превышают молекулярно-кинетические размеры кристаллической решетки жесткого каркаса, и во много раз меньше расстояний, на которых макрохарактеристики среды существенно меняются;
- смесь монодисперсная, поры присутствуют в каждом элементарном объёме в виде включений некоторого усредненного размера;
- эффекты, связанные с пульсацией, вращением и поступательным движением пор отсутствуют, как и переход массы из газовой фазы в твердую и обратно.
- структурные элементы однородны и прочно соединены на границах раздела фаз, структурные свойства являются кусочно-постоянными функциями пространственных координат;
- взаимное расположение элементов структуры полагается заданным и постоянным в процессе деформирования и разрушения среды;
- среда обладает свойством макроскопической однородности.
Предполагается, что рассматриваемое тело имеет некоторую регулярную структуру. Оно может быть представлено плотной упаковкой макрообъёмов, характерные размеры которых намного меньше характерных размеров тела, но намного больше характерных размеров структурных элементов. Считаем, что макрохарактеристики с достаточной точностью совпадают с усреднёнными по элементу объёма микрохарактеристиками.
Модель пластически сжимаемой среды представляет собой конгломерат статистически однородных плотно упакованных частиц изометрической формы, на границах локализуются несплошности. Укладка частиц образует регулярные структуры - решетки, подобные кристаллографическим, в узлах которых располагаются дефекты - поры, заполненные газовой фазой. При пластическом сжатии плотно уложенных частиц, изначально имевших точечные контакты между собой, происходит их течение в свободное пространство. Точечные контакты развиваются в контактные поверхности, форма частиц приближается к многогранной, поры уменьшаются, принимая при малой пористости сферическую форму. Для введенной модели пористого тела необходимо определить нагрузки развитого пластического течения, формоизменение и изменение объема пор. В силу статистической однородности для ввода физических уравнений достаточно решить задачу для характерной ячейки.
Полагаем, что каждая ячейка пластически сжимаемой среды обладает кусочно-однородными свойствами и состоит из тетраэдров, образующих жесткопластический каркас и занимающих объем ![]() (
(![]() - объем поры). Для рассматриваемой ячейки внутри
- объем поры). Для рассматриваемой ячейки внутри ![]() связь между компонентами тензоров-девиаторов напряжений
связь между компонентами тензоров-девиаторов напряжений ![]() и скоростей деформации
и скоростей деформации ![]() определим в виде:
определим в виде:
![]() , (1)
, (1)
где  ;
; ![]() - предел текучести материала каркаса,
- предел текучести материала каркаса, ![]() .
.
Все тетраэдры представляют собой жесткие тела и могут смещаться относительно друг друга за счет скольжения по своим граням, на которых действуют нормальные и касательные напряжения. Расчеты выполнены для случая равномерного объемного сжатия пористой ячейки в поле среднего нормального напряжения и для деформации чистого сдвига по плоскостям, максимально ослабленным дефектами (порами).
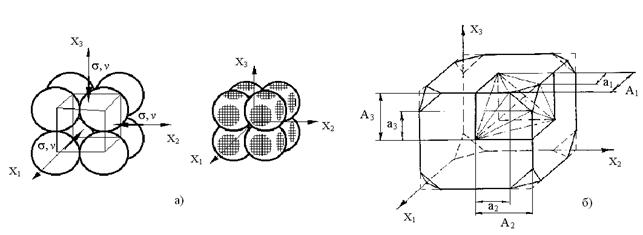 Схема укладки частиц для моделирования пористого тела и конечно-элементная дискретизация ячейки показаны на рис. 2.
Схема укладки частиц для моделирования пористого тела и конечно-элементная дискретизация ячейки показаны на рис. 2.
Рис. 2. Схема укладки частиц для моделирования пористого тела (а) и конечно-элементная дискретизация ячейки (б).
В результате для пределов текучести на сжатие ![]() и сдвиг
и сдвиг ![]() некомпактного материала имеем:
некомпактного материала имеем:
![]() ,
, ![]() , (2)
, (2)
где ![]() - параметры, характеризующие геометрию пор,
- параметры, характеризующие геометрию пор, ![]() - давление в порах,
- давление в порах, ![]() - первый и второй инварианты тензора напряжений,
- первый и второй инварианты тензора напряжений, ![]() - пористость.
- пористость.
Рассмотрена различная геометрия пор и ее эволюция в процессе деформирования. Рассмотрены ячейки кубической формы со сферическими и многогранными порами, а также поры цилиндрической и эллиптической формы в зависимости от параметра ![]() , характеризующего отношение высоты цилиндра к его радиусу либо большей полуоси эллипсоида к меньшей. В результате получено:
, характеризующего отношение высоты цилиндра к его радиусу либо большей полуоси эллипсоида к меньшей. В результате получено:  (нижняя граница соответствует высокой пористости),
(нижняя граница соответствует высокой пористости), ![]() . Для пор многогранной изометрической формы
. Для пор многогранной изометрической формы  , нижняя граница соответствует октаэдрическим порам, при этом
, нижняя граница соответствует октаэдрическим порам, при этом ![]() . С увеличением числа граней форма поры приближается к сферической, тогда
. С увеличением числа граней форма поры приближается к сферической, тогда ![]() ;
; ![]() . Для пор отличной от указанных формы имеем:
. Для пор отличной от указанных формы имеем:
для эллиптических пор:
 ,
,
для цилиндрических пор:
 .
.
Пусть ![]() - величина пористости, при которой поры становятся сферическими. Для учета изменения формы пор в процессе деформирования необходимо установить связь
- величина пористости, при которой поры становятся сферическими. Для учета изменения формы пор в процессе деформирования необходимо установить связь  . Зададим ее в виде:
. Зададим ее в виде:
![]() , (3)
, (3)
где ![]() соответствует соотношению размеров пор в начальный момент времени.
соответствует соотношению размеров пор в начальный момент времени.
Для описания закономерностей пластического деформирования пористых материалов необходимо в общем случае задавать структурные параметры характерного элемента объёма для трёх главных плоскостей. В главных осях уравнение (1) примет вид:

где ![]() ;
;  .
.
Для проверки адекватности модели решена задача прессования порошка в цилиндрической пресс-форме методом верхней оценки. Полагаем, что при ![]() поры приобретают сферическую форму. Начальная форма пор выбиралась сферической, эллиптической
поры приобретают сферическую форму. Начальная форма пор выбиралась сферической, эллиптической ![]() , цилиндрической
, цилиндрической ![]() и октаэдрической. Результаты представлены на рис. 3. Также приведены результаты расчета и данные эксперимента по прессованию брикетов из титановой губки. Отметим, что все кривые имеют качественно схожий характер. Наименьшее давление необходимо при прессовании материала с порами эллиптической формы, наибольшее - с порами изначально октаэдрической формы. Разница в давлениях, необходимых для прессования материалов с порами эллиптической и октаэдрической формы достигает 25% при
и октаэдрической. Результаты представлены на рис. 3. Также приведены результаты расчета и данные эксперимента по прессованию брикетов из титановой губки. Отметим, что все кривые имеют качественно схожий характер. Наименьшее давление необходимо при прессовании материала с порами эллиптической формы, наибольшее - с порами изначально октаэдрической формы. Разница в давлениях, необходимых для прессования материалов с порами эллиптической и октаэдрической формы достигает 25% при ![]() и 7-8% при
и 7-8% при ![]() .
.
Результаты, представленные на рис. 3, свидетельствуют об адекватности предложенной модели пористого тела реальным процессам и важности учета формоизменения пор в процессе деформирования. При сложном напряженном состоянии зависимость энергосиловых параметров процесса от соотношения формы и размеров частиц и пор будет более выраженной. Существенное влияние может оказать учет сил трения.
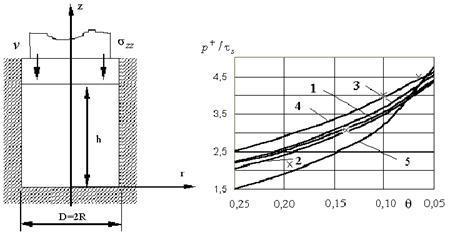
Рис. 3. Схема прессования (а) и зависимость давления ![]() от пористости для пор различной исходной формы (б).
от пористости для пор различной исходной формы (б).
1 - сферическая; 2 - эллиптическая; 3 - цилиндрическая;
4 - октаэдрическая; 5 - расчет ; ´ - эксперимент.
Зависимости, связывающие форму пор и пластические модули пористого материала с текущей пористостью, использованы при математическом моделировании процессов экструзии и динамического прессования, являющихся одними из основных и широко используемых способов обработки давлением некомпактных металлических материалов.
Далее рассматривается применение введенной модели пористого материала к решению задач прямого выдавливания некомпактного материала в плоской и осесимметричной постановке с использованием разрывных полей скоростей. При этом учтено, что скорость диссипации мощности зависит в данном случае не только от скачка касательной компоненты вектора скорости, но и от скачка его нормальной компоненты, а также скачков инвариантов тензора напряжений: величины гидростатического давления и интенсивности касательных напряжений, являющиеся функциями текущей пористости.
При условии текучести цилиндрического типа для скорости диссипации мощности ![]() на поверхности разрыва получаем:
на поверхности разрыва получаем:
![]() ,
,
где ![]() - первый инвариант тензора скорости деформации,
- первый инвариант тензора скорости деформации, ![]() - нормальная скорость перемещения поверхности разрыва в рассматриваемой точке,
- нормальная скорость перемещения поверхности разрыва в рассматриваемой точке, ![]() - полный внешний приток добавочной удельной энергии,
- полный внешний приток добавочной удельной энергии, ![]() - начальная плотность,
- начальная плотность, ![]() .
.
Таким образом, выражение для скорости диссипации мощности получено через инварианты тензоров напряжений и скоростей деформации в форме, не зависящей от вида связи пластических модулей материала с текущей пористостью.
Рассмотренные ниже решения задач данного раздела получены методом верхней оценки. Метод позволяет получить конкретный результат (усилие выдавливания, остаточную пористость) без существенных потерь в точности и с минимальными вычислительными затратами. Одновременно полученное решение может быть использовано для выявления характерных особенностей соответствующего процесса. Решение задачи прямого выдавливания пористой заготовки получено с использованием схемы с двумя жесткими блоками, последовательно расположенными перпендикулярно направлению движения.
Полагаем, что пластические деформации сосредоточены на линиях разрыва OA, OB, АС и СВ, являющихся границами раздела зон "1", "2", "3" и "4", движущихся как жесткие тела.
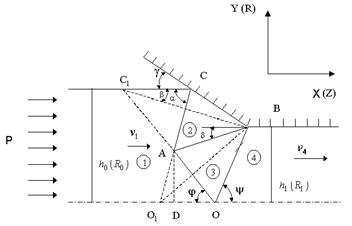 Учтем трение заготовки о стенки матрицы. Примем, что заготовка контактирует с матрицей в зоне “1” на участке длиной
Учтем трение заготовки о стенки матрицы. Примем, что заготовка контактирует с матрицей в зоне “1” на участке длиной ![]() , в зоне “4” на участке длиной
, в зоне “4” на участке длиной ![]() .
.
Рис. 4. Расчетная схема процесса
выдавливания.
 Трение зададим безразмерным параметром
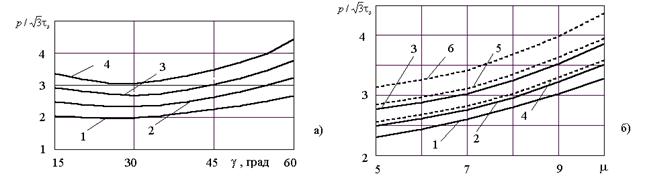
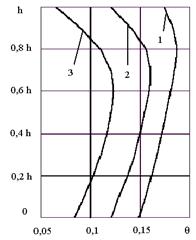
Трение зададим безразмерным параметром ![]() . На рис. 5 приведены результаты расчета давления
. На рис. 5 приведены результаты расчета давления  при
при ![]() и
и  (рис. 5а) и при достижении пористости
(рис. 5а) и при достижении пористости ![]() (рис. 5б) при
(рис. 5б) при ![]() .
.
Рис. 5. Графики для оценки усилия выдавливания через коническую матрицу.
а: 1 - ![]() ; 2 -
; 2 - ![]() ; 3 -
; 3 - ![]() ; 4 -
; 4 - ![]() ;
;
б: 1,4 - ![]() ; 2,5 -
; 2,5 - ![]() ; 3,6 -
; 3,6 - ![]() ;
;
1,2,3 - ![]() ; 4,5,6 -
; 4,5,6 - ![]() .
.
Графики на рис. 5 позволяют оценить давление и определить оптимальное значение угла конусности (с точки зрения достижения минимума давления) в достаточно широком диапазоне изменения условий деформирования.
Важной задачей также является обеспечение возможно более однородной деформации материала. Известно, что механические свойства материалов (особенно пористых, композитов) существенно зависят от степени и характера деформации тела. Неоднородная деформация различных областей заготовки или изделия ведет к разбросу свойств и накоплению остаточных напряжений, а в ряде случаев и к появлению трещин. При этом разброс эксплуатационных свойств материала и зависимость прочностных и иных характеристик от координаты точки тела ведет к снижению качества получаемой продукции, а если изделие используется как заготовка для последующей обработки - к увеличению отходов.
На рис. 6 показано положение очага деформации при выдавливании для различных значений угла ![]() и вытяжки
и вытяжки ![]() (штриховыми линиями показан контур CAOB, см. рис. 4). Видим, что независимо от условий деформирования (начальная пористость, угол конусности, величина вытяжки, трение) уплотнение материала происходит до входа в формующую часть матрицы, что соответствует экспериментальным данным и с соавторами.
(штриховыми линиями показан контур CAOB, см. рис. 4). Видим, что независимо от условий деформирования (начальная пористость, угол конусности, величина вытяжки, трение) уплотнение материала происходит до входа в формующую часть матрицы, что соответствует экспериментальным данным и с соавторами.
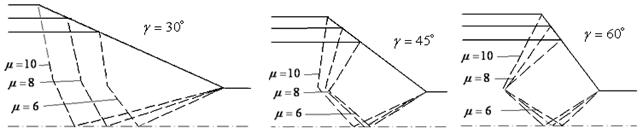 Рис. 6. Положение очага деформации при различных
Рис. 6. Положение очага деформации при различных ![]() и
и ![]() .
.
Также схема с двумя жесткими блоками позволяет раздельно оценить деформации в зоне вблизи оси прессования и в зоне, прилегающей к формующей части матрицы. Расчеты выполнены при ![]() ,
, ![]() и различной начальной пористости. Показано, что форма очага деформации существенно зависит от угла конусности и слабо от вытяжки. В результате получено, что оптимальное с точки зрения достижения возможно более однородной деформации значение угла конусности в зависимости от вытяжки составляет
и различной начальной пористости. Показано, что форма очага деформации существенно зависит от угла конусности и слабо от вытяжки. В результате получено, что оптимальное с точки зрения достижения возможно более однородной деформации значение угла конусности в зависимости от вытяжки составляет  , что хорошо согласуется с результатами расчетов процесса выдавливания с точки зрения минимизации величины давления.
, что хорошо согласуется с результатами расчетов процесса выдавливания с точки зрения минимизации величины давления.
Построена математическая модель процесса динамического прессования заготовок из некомпактного металлического сырья в закрытой пресс-форме. Введем допущения:
1. в исходном состоянии среда однородна, имеет постоянную плотность;
2. пластические деформации локализованы на фронте ударной волны, за и перед фронтом волны среда ведет себя как твердое тело;
3. время протекания процесса считаем малым, термодинамические эффекты связанными с внешними потоками тепла можно не учитывать.
Схема процесса представлена на рис. 7.
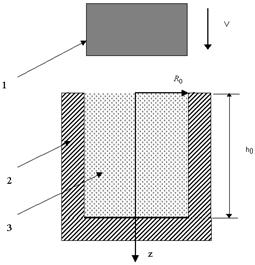
Рис. 7. Схема ударного прессования.
1 - ударник; 2 - контейнер; 3 - порошок.
Координаты точек, принадлежащих ударной волне, являются функциями времени. Обозначим их  . Запишем соотношения на ударной волне:
. Запишем соотношения на ударной волне:
 , Закон движения инструмента имеет вид:
, Закон движения инструмента имеет вид:
![]() , (4)
, (4)
где ![]() - масса инструмента,
- масса инструмента, ![]() - ускорение.
- ускорение.
Обозначив ![]() - плотность компакта,
- плотность компакта, ![]() ,
,  (индекс ″0″ относится к недеформированному состоянию) получаем выражение для массовой скорости:
(индекс ″0″ относится к недеформированному состоянию) получаем выражение для массовой скорости:
![]() .
.
Положив ![]() , определим
, определим ![]() - время распространения пластической ударной волны по частицам среды,
- время распространения пластической ударной волны по частицам среды,  . Обозначив
. Обозначив  , имеем:
, имеем:
![]() ,
, ![]() ,
, ![]() ,
,
где ![]() .
.
Плотность при прохождении ударной волны определяется по формуле:
 .
.
В рамках модели можно учесть массовую скорость и изменение плотности на отраженной волне, трение и неравномерную начальную плотность.
 Достоверность модели проверена сравнением данных расчёта с результатами натурных испытаний. рассмотрено прессование порошка при
Достоверность модели проверена сравнением данных расчёта с результатами натурных испытаний. рассмотрено прессование порошка при ![]() и
и ![]() . с соавторами исследовал уплотнение брикетов при
. с соавторами исследовал уплотнение брикетов при  и
и  . Из рис. 8 видим удовлетворительное количественное и качественное совпадение данных расчета и эксперимента.
. Из рис. 8 видим удовлетворительное количественное и качественное совпадение данных расчета и эксперимента.
Рис. 8. Сравнение результатов расчета и эксперимента.
Кривые 1,2 – данные (а) и (б).
1 - эксперимент; 2 – расчет; 3 – расчет автора.
Характер изменения средней остаточной пористости заготовки в зависимости от отношения текущей ![]() и начальной
и начальной ![]() массовой скорости инструмента для различных значений
массовой скорости инструмента для различных значений ![]() и конечной пористости
и конечной пористости ![]() показан на рис. 9.
показан на рис. 9.
Видим, что независимо от начальной скорости все кривые носят качественно схожий характер. До значения пористости ![]() зависимость близка к линейной, затем отношение
зависимость близка к линейной, затем отношение ![]() начинает резко уменьшаться. Очевидно, это связано с тем, что при малой пористости сопротивление пористого материала необратимому сжатию резко возрастает.
начинает резко уменьшаться. Очевидно, это связано с тем, что при малой пористости сопротивление пористого материала необратимому сжатию резко возрастает.
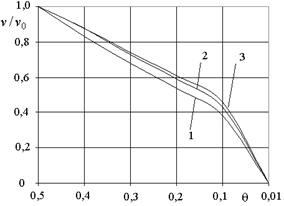
Рис. 9. Зависимость остаточной пористости заготовки от отношения текущей и начальной скорости инструмента.
1 -  ; 2 -
; 2 -  ;
;
3 -  .
.
Распределение пористости по высоте заготовки существенно зависит от начальной скорости и массы инструмента. Если прессование производится массивным ударником и начальная скорость мала, плотность по высоте распределяется почти равномерно.
 Если рабочим инструментом является тонкая пластина, при прохождении ударной волны плотность меняется неравномерно, затем ударная волна отражается от донной части контейнера, происходит уплотнение нижних слоев заготовки. Интенсивность отраженной волны при этом резко затухает, она, как правило, не достигает зоны контакта с инструментом. С увеличением начальной скорости инструмента зона с минимальной остаточной пористостью из области контакта заготовки с донной частью “смещается” в область контакта с инструментом, поскольку возрастает уплотнение в зоне контакта. Указанный результат наглядно иллюстрируют зависимости, представленные на рис. 10.
Если рабочим инструментом является тонкая пластина, при прохождении ударной волны плотность меняется неравномерно, затем ударная волна отражается от донной части контейнера, происходит уплотнение нижних слоев заготовки. Интенсивность отраженной волны при этом резко затухает, она, как правило, не достигает зоны контакта с инструментом. С увеличением начальной скорости инструмента зона с минимальной остаточной пористостью из области контакта заготовки с донной частью “смещается” в область контакта с инструментом, поскольку возрастает уплотнение в зоне контакта. Указанный результат наглядно иллюстрируют зависимости, представленные на рис. 10.
Рис. 10. Распределение остаточной пористости по высоте заготовки. 1 -  ; 2 -
; 2 -  ; 3 -
; 3 -  .
.
Далее рассмотрим процесс ударного выдавливания заготовки. На первом этапе исследований для определения закономерностей протекания процесса считаем материал несжимаемым. Необходимо определить минимальную начальную скорость инструмента, при которой возможно осуществить процесс. Расчетная схема показана на рис. 11.
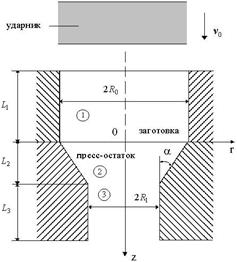
Рис. 11. Схема процесса ударного выдавливания.
В области "2" деформируемые частицы при выдавливании пресс-остатка сжимаются в направлении координат ![]() и растягиваются вдоль оси
и растягиваются вдоль оси ![]() . В областях "1" и "3" материал движется вдоль оси
. В областях "1" и "3" материал движется вдоль оси ![]() как твердое тело. Используя формулу (4) для давления на контакте заготовки с инструментом после преобразования получаем:
как твердое тело. Используя формулу (4) для давления на контакте заготовки с инструментом после преобразования получаем:
 , (5)
, (5)
где  ,
, ![]() ,
, ![]() ,
,  ,
,  ,
,  .
.
Формула (5) позволяет определить скорость ![]() такую, что в момент достижения ударником границы зон "1" и "2"
такую, что в момент достижения ударником границы зон "1" и "2" ![]() .
.
Выполнены расчеты минимально необходимой скорости ударника при ![]() ,
,  ,
,  ,
,  ,
,  ,
,  и различных значениях безразмерного параметра, характеризующего трение
и различных значениях безразмерного параметра, характеризующего трение  . Минимальное значение необходимой начальной скорости ударника существенно зависит от трения. Ре
. Минимальное значение необходимой начальной скорости ударника существенно зависит от трения. Ре зультаты расчета для порошка ПЖ4М2 при
зультаты расчета для порошка ПЖ4М2 при ![]() представлены на рис. 12.
представлены на рис. 12.
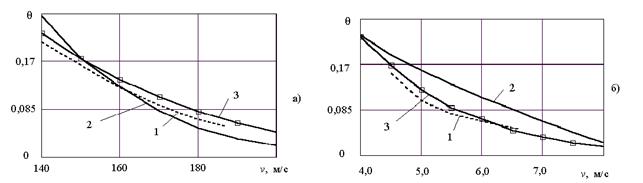
Рис. 12. Зависимости необходимой для выдавливания прутка из порошка ПЖ4М2 начальной скорости инструмента при ![]() .
.
а)  ; б)
; б)  ; в)
; в)  .
.
Видим, что независимо от отношения масс инструмента и заготовки, с увеличением трения оптимальное значение угла (при котором скорость минимальна), меняется от ![]() при
при ![]() до
до ![]() при
при ![]() . Указанный результат соответствует данным, согласно которым при квазистатическом выдавливании минимальное давление и наиболее однородная деформация частиц материала в зоне вблизи оси прессования и зоне, прилегающей к формующей части матрицы в зависимости от
. Указанный результат соответствует данным, согласно которым при квазистатическом выдавливании минимальное давление и наиболее однородная деформация частиц материала в зоне вблизи оси прессования и зоне, прилегающей к формующей части матрицы в зависимости от ![]() достигаются при угле конусности
достигаются при угле конусности ![]() .
.
Указанная зависимость угла конусности от трения обусловлена перераспределением потерь на деформацию и трение (при одной и той же вытяжке длина участка, где учитывается трение, уменьшается с ростом угла ![]() ) таким образом, чтобы сумма их была минимальна. От вытяжки положение оптимума по скорости практически не зависит.
) таким образом, чтобы сумма их была минимальна. От вытяжки положение оптимума по скорости практически не зависит.
Полученные результаты, касающиеся методики расчета энергосиловых параметров и характерных особенностей процесса ударного выдавливания могут быть применены как к макрооднородным металлическим материалам, так и к композитам. В последнем случае при расчетах необходимо использовать эффективные значения плотности и предела текучести материала.
Рассмотрим процесс ударного выдавливания с учетом пластической сжимаемости материала. Она базируется на следующих допущениях:
1. скорость ударной волны гораздо больше скорости инструмента (время уплотнения значительно меньше времени, необходимого для выдавливания);
2. по аналогии с решениями для квазистатических задач изменение плотности происходит до входа заготовки в конусную часть матрицы.
Тогда для оценки энергосиловых параметров процесса можно принять следующую схему решения. На первом этапе заготовка в области "1" уплотняется до плотности пресс-остатка или близкой к ней, так что в последующем разницей в плотностях можно пренебречь. Затем начинается выдавливание при постоянной плотности. Расчеты выполнены для тех же значений параметров, что и при выдавливании несжимаемого материала. На рис. 13 приведены графики изменения скорости инструмента в зависимости от пористости пресс-остатка для стадии прессования в замкнутом объеме.
Для компьютерного моделирования процессов динамического прессования некомпактных материалов разработана программа DSPressing. Она позволяет выполнить расчет с одновременным замедленным просмотром процесса распространения ударной волны, графически отображает изменение во времени основных параметров процесса (скорость волны, изменение плотности на ее фронте). Интерфейс программы позволяет быстро задавать и менять исходные данные процесса (начальную плотность порошка, начальную скорость и массу инструмента, коэффициент трения).
 Рис. 13. Зависимость скорости инструмента от пористости при
Рис. 13. Зависимость скорости инструмента от пористости при
прессовании в замкнутом объеме порошка ПЖ4М2 для  .
.
а) ![]() ; б)
; б) ![]() ; в)
; в) ![]() .
.
разработка методологии идентификации параметров, связывающих изменение пределов текучести некомпактного материала на сжатие и сдвиг с текущей пористостью;
- разработка способа и устройства для определения свойств некомпактных материалов при комбинированной нагрузке;
- проектирование основных узлов установки для определения параметров, связывающих пределы текучести некомпактного материала с величиной пористости.
Описанные решения задач прессования заготовок и изделий из порошкового сырья, основанные на аналитических зависимостях, позволяют выявить характерные особенности процесса, определить усилие прессования без существенных потерь в точности, что подтверждается экспериментальными данными. Однако область применения таких решений, как правило, ограничивается деталями простой геометрии, поскольку в этом случае практически невозможно учесть неравномерность уплотнения материала в произвольно выбранных областях деталей сложной формы. Этот недостаток позволяет устранить применение современных программных комплексов, таких, как Ansys, Abaqus и другие, позволяющих с высокой степенью точности определять напряженное состояние в произвольной области деформируемой заготовки, характер и картину течения материала, рассчитывать потребные технологические усилия. Указанные программные комплексы в настоящее время широко применяются для моделирования процессов деформирования некомпактных материалов. Однако их применение требует идентификации определяющих соотношений деформируемого материала. Формулировка таких уравнений осуществляется путем нахождения входящих в них внутренних переменных, количество которых может быть достаточно большим. При этом достоверность полученных результатов расчета непосредственно зависит как от принятой модели среды, так и методов ее идентификации.
Наиболее широко используемыми при моделировании процессов формования некомпактных материалов в современных программных комплексах являются модели Porous metal plasticity [12], Cam-Clay [13], Modified Drucker-Prager cap [12,14-16]. Указанные модели относятся к феноменологическим.
Modified Drucker-Prager cap model (DPC модель) - одна из наиболее популярных и часто применяемых при компьютерном моделировании процессов прессования некомпактных материалов [12,17]. Модель позволяет одновременно описывать как процессы уплотнения структурно-неоднородных материалов, так и их разрушение. При этом результаты расчетов хорошо согласуются с экспериментальными данными [18]. Для DPC модели предельная поверхность в плоскости ![]() представляет собой прямую, поверхность текучести - дугу эллипса.
представляет собой прямую, поверхность текучести - дугу эллипса.
Рассмотрен процесс прессования роторного кольца из порошкового материала с помощью программного комплекса Abaqus (учебная версия). Использована DPC модель [18], представленная на рис. 14. В плоскости ![]() она состоит из трех участков АБ, ВГ и БВ. Предельная поверхность описывается уравнением (6), поверхность текучести - уравнением (7). Поскольку на стыке участков, описываемых уравнениями (6)-(7) возникает угловая точка, вводится промежуточный (сглаживающий) участок, описываемый уравнением (8), что упрощает применение модели при численном моделировании [19]. Имеем:
она состоит из трех участков АБ, ВГ и БВ. Предельная поверхность описывается уравнением (6), поверхность текучести - уравнением (7). Поскольку на стыке участков, описываемых уравнениями (6)-(7) возникает угловая точка, вводится промежуточный (сглаживающий) участок, описываемый уравнением (8), что упрощает применение модели при численном моделировании [19]. Имеем:
![]() , (6)
, (6)
 , (7)
, (7)
 , (8)
, (8)
где ![]() - предельное сопротивление срезу или сцепление материала,
- предельное сопротивление срезу или сцепление материала, ![]() - угол трения материала, т. е. угол наклона образующей предельной поверхности в плоскости
- угол трения материала, т. е. угол наклона образующей предельной поверхности в плоскости ![]() к гидростатической оси. Функции состояния материала
к гидростатической оси. Функции состояния материала ![]() ,
, ![]() и
и ![]() могут быть выражены по формулам:
могут быть выражены по формулам: ![]() ,
, ![]() ,
, ![]() . Здесь
. Здесь ![]() - предел текучести на всестороннее сжатие,
- предел текучести на всестороннее сжатие, ![]() и
и ![]() - эмпирические коэффициенты.
- эмпирические коэффициенты.
Рис. 14. Геометрическая интерпретация DPC модели в плоскости ![]() и схема экспериментов по ее идентификации.
и схема экспериментов по ее идентификации.
На эллиптическом участке ВГ выполняется ассоциированный закон течения, следовательно, функция текучести и пластический потенциал совпадают. На коническом АБ и переходном БВ участках действует неассоциированный закон течения, пластический потенциал ![]() описывается уравнением:
описывается уравнением:
 .
.
Поверхность АБ переходит в участок БВ, соединяющий его с поверхностью пластического упрочнения ВГ. Принимается допущение о том, что пластический потенциал на участке БВ равен пластическому потенциалу на участке АБ. Сектору ВГ в пространстве главных напряжений соответствует эллипсоид вращения, ось симметрии которого также совпадает с гидростатической осью. Пластический потенциал ![]() равен:
равен:
 ,
,
где ![]() – параметр материала, определяющий форму эллиптической поверхности.
– параметр материала, определяющий форму эллиптической поверхности.
Видим, что изменение объема деформируемого пористого тела имеет место только при получении телом деформации, превышающей упругую деформацию, а предельное состояние тела можно интерпретировать как предшествующее разрушению. Поэтому оба вида деформации - пластическое течение и хрупкое разрушение, можно интерпретировать как состояние пластического разрушения. В течение всего цикла прессования в любой фиксированный момент приращение нагрузки вызывает увеличение пластической деформации и изменение плотности порошкового материала.
Закон пластического течения можно представить в виде
 ,
,
где ![]() – пластический потенциал на соответствующем участке поверхности текучести,
– пластический потенциал на соответствующем участке поверхности текучести, ![]() – некоторый малый скалярный множитель.
– некоторый малый скалярный множитель.
Для идентификации параметров DPC модели необходимо провести три эксперимента. Два определяют предельную поверхность АБ: это может одноосное растяжение либо сжатие, чистый сдвиг, а также "бразильский" тест (Brazilian test), позволяющий определить предельную поверхность в результате экспериментов по осевому и радиальному сжатию цилиндрических образцов. Последний способ наиболее часто используют для определения прочности хрупких материалов, в частности - неспеченных порошковых заготовок [20]. Для идентификации участка текучести необходимо выполнить эксперимент по трехосному сжатию или по одноосному сжатию цилиндрического образца в закрытой пресс-форме. Процедура идентификации параметров DPC модели описана в [21]. Схема экспериментов по "бразильскому" тесту показана на рис. 15.
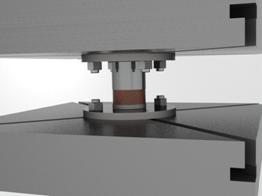

Рис. 15. Схема экспериментов по "бразильскому" тесту.
а) радиальное сжатие; б) осевое сжатие.
В момент пластического разрушения заготовки - возникновения и начала роста центральной трещины, фиксируется соответствующее усилие пресса и степень деформации заготовки. На основании полученных данных определяются интенсивность касательных напряжений и гидростатическое давление, которые выражаются уравнениями:
а) радиальное сжатие:
 ;
;  ,
,
б) осевое сжатие:
 ,
,  ,
,
где ![]() - усилие к моменту начала разрушения образца,
- усилие к моменту начала разрушения образца, ![]() - диаметр и толщина образца.
- диаметр и толщина образца.
На первом этапе осуществлено решение тестовой задачи прессования пористой заготовки в закрытой пресс-форме. Прессованию подвергали цилиндр высотой 10 мм и диаметром 10 мм (рис. 16). Использована равномерная сетка четырехузловых конечных элементов CAX4R. Общее количество конечных элементов - 144. Автоматическая перестройка сетки конечных элементов обеспечивается функцией ALE Adaptive Mesh.
Рис. 16. Схема прессования
Пластические свойства материала приняты в соответствии с работой [15] и приведенные в таблицах 1-2 (![]() - объемная пластическая деформация,
- объемная пластическая деформация, ![]() - предел текучести на сдвиг). Параметры материала в упругой области: модуль Юнга
- предел текучести на сдвиг). Параметры материала в упругой области: модуль Юнга  , коэффициент Пуассона
, коэффициент Пуассона ![]() , начальная плотность
, начальная плотность ![]() .
.
|
Параметр |
Значение |
|
|
0.46 кПа |
|
|
29,3 |
|
|
0,558 |
|
|
0,02 |
|
|
0,0005 |
Таблица 1 Таблица 2
|
|
|
|
0,50 |
0 |
|
5,90 |
0,26 |
|
12,51 |
0,32 |
|
19,58 |
0,37 |
|
29,02 |
0,41 |
|
56,64 |
0,48 |
|
97,93 |
0,55 |
|
145,84 |
0,62 |
|
227,72 |
0,64 |
|
239,28 |
0,65 |
Результаты расчета для различных значений коэффициента трения ![]() представлены на рис. 17. Видим, что плотность падает по высоте брикета в направлении прессования по мере уменьшения его усилия из-за потерь на преодоление внешнего трения. В сечении брикета плотность также изменяется: в сечении со стороны прессующего пуансона плотность увеличивается от центра к периферии, а в противоположном сечении – наоборот, причем неравномерность распределения плотности увеличивается с ростом коэффициента трения. Указанный результат согласуется с картиной распределения плотности, представленной в работе [22].
представлены на рис. 17. Видим, что плотность падает по высоте брикета в направлении прессования по мере уменьшения его усилия из-за потерь на преодоление внешнего трения. В сечении брикета плотность также изменяется: в сечении со стороны прессующего пуансона плотность увеличивается от центра к периферии, а в противоположном сечении – наоборот, причем неравномерность распределения плотности увеличивается с ростом коэффициента трения. Указанный результат согласуется с картиной распределения плотности, представленной в работе [22].
Рис. 17. Результаты расчета прессования цилиндрической заготовки.
б) исходная конечно-элементная сетка; б) ![]() ; в)
; в) 
Далее было осуществлено компьютерное моделирование процесса прессования роторного кольца, изготавливаемого из порошка меди и предназначенного для электродвигателей переменного тока. Процесс изготовления роторного кольца состоит из следующих основных этапов: прессование заготовки из порошка до достижения относительной плотности (плотности прессовки, отнесенной к плотности компактного материала) порядка 0,75 (определяется параметрами оборудования), ее спекание при температуре °С (по мере прохождения по зонам печи), калибровка заготовки (финишное прессование).
Исследована начальная стадия изготовления кольца - прессование заготовки до достижения относительной плотности 0,75. На данной стадии процесса необходимо обеспечить возможно более равномерное распределение плотности (остаточной пористости) по высоте заготовки.
При прессовании порошковых материалов в жестких матрицах рекомендуют диапазон содержания стеарата цинка в пределах 0,5-1% (по массе) [22]. Добавка в порошок стеарата цинка способствует его большему уплотнению за счет снижения трения заготовки о стенки пресс-формы а также внутреннего (межчастичного) трения. Также добавка смазки в порошок уменьшает давление выпрессовки, снижая вероятность появления трещин в процессе выпрессовки. Обусловлено это тем обстоятельством, что применение смазок при прессовании уменьшает величину упругого последействия, которая непосредственно и определяет давление, необходимое для выпрессовки [22]. При этом следует отметить, что наличие в порошке стеарата цинка приводит к некоторому снижению прочностных свойств прессовки.
Идентификация поверхности текучести выполнена по трем типам экспериментов (бразильский тест, трехосное сжатие, см. рис.14) для образцов из медного порошка ПМС-1, по их результатам определены параметры ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() в уравнениях (6)-(8). Для подготовки образцов использован контейнер диаметром 10мм, для испытаний - пресс усилием 10тс. Начальное отношение высоты заготовки к ее радиусу - 2,0.
в уравнениях (6)-(8). Для подготовки образцов использован контейнер диаметром 10мм, для испытаний - пресс усилием 10тс. Начальное отношение высоты заготовки к ее радиусу - 2,0.
Идентификация параметров DPC модели выполнена на образцах с различным содержанием стеарата цинка ![]() в диапазоне 0,3-1,0%. Получены следующие значения (приведены данные при содержании стеарата цинка 0,5%):
в диапазоне 0,3-1,0%. Получены следующие значения (приведены данные при содержании стеарата цинка 0,5%): ![]() ,
, ![]() ,
,  ,
,  ,
, ![]() , начальная плотность
, начальная плотность  , модуль Юнга
, модуль Юнга  , коэффициент Пуассона
, коэффициент Пуассона ![]() (при данной начальной плотности). Заметим, что указанные значения хорошо коррелируются с данными работы [23], полученными на медном порошке с аналогичным размером и формой частиц.
(при данной начальной плотности). Заметим, что указанные значения хорошо коррелируются с данными работы [23], полученными на медном порошке с аналогичным размером и формой частиц.
Расчеты выполнены при содержании стеарата цинка в диапазоне 0,3-1,0%. Величину коэффициента трения заготовки о стенки матрицы выбирали следующим образом. Осуществили компьютерное моделирование сжатия образцов в закрытой пресс-форме и, используя результаты соответствующих опытов по идентификации DPC модели, получили значения коэффициента трения исходя из процента содержания стеарата цинка, а также данных работы [22], показывающих характер изменения коэффициента трения в зависимости от давления прессования.
Общий вид кольца представлен на рис. 18. Результаты компьютерного моделирования показаны на рис. 19-20 (на рис. 19 показан фрагмент кольца). Для расчетов использованы 980 конечных элементов C3D8R.
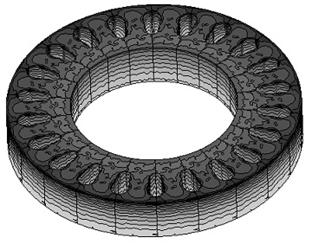
Рис. 18. Кольцо роторное.
Рис. 19. Максимальная и минимальная плотность материала кольца при различном содержании стеарата цинка.
а) 0,3%; б) 0,5%; в) 0,8%
Видим, что при изменении содержания стеарата цинка от 0,3% до 0,7-1,0% давление прессования ![]() снижается на 15-20%, а неравномерность распределения относительной плотности (отношение минимальной плотности к максимальной) на 10%. Заметим, что увеличение содержания стеарата цинка свыше 0,7% практически не меняет давление прессования (см. рис. 20а).
снижается на 15-20%, а неравномерность распределения относительной плотности (отношение минимальной плотности к максимальной) на 10%. Заметим, что увеличение содержания стеарата цинка свыше 0,7% практически не меняет давление прессования (см. рис. 20а).
Рис. 20. Зависимость давления прессования (а) и отношения минимальной плотности к максимальной от содержания стеарата цинка.
Что касается величины давления выпрессовки, согласно экспериментальным данным работы [24], полученным на восстановленном медном порошке, давление выпрессовки плавно снижается при изменении содержания стеарата цинка от 0% до 0,5%, а при дальнейшем увеличении содержания стеарата цинка (до 1%) практически не меняется.
Таким образом, содержание стеарата цинка в пределах 0,5-0,7% можно считать оптимальным при производстве как заготовок роторных колец, так и других аналогичных изделий из порошковой меди.
Литература
1. , , Поляков вейвлетного анализа для идентификации структурно-неоднородных деформируемых материалов. // Прикладная механика и техническая физика, 2001. - №2. - с.199-207.
2. , Поляков пластически сжимаемого материала и ее применение к исследованию процесса прессования пористой заготовки. // Прикладная механика и техническая физика, 2002. - №3. - с.140-151.
3. , , О пластическом сжатии пористого тела. // Изв. Академии Наук. Механика твердого тела, 2003. - №1. - с.123-134.
4. , Мокроусова моделирование процесса динамического прессования порошкового материала. // КШП ОМД, 2004. - №2. - с.20-22,27-30.
5. Поляков выдавливание прутковой заготовки через коническую матрицу. // Изв. ВУЗов. Цветная металлургия, 2004. - №4. - с.50-54.
6. О схеме жестких блоков в задаче выдавливания пористой заготовки. // Изв. ВУЗов. Цветная металлургия, 2004. - №5. – с.27-34.
7. , , Поляков периодичности структуры проволочных заготовок из порошков на основе железа методом вейвлетного анализа. // Металлы, 2005. - №1. - с.104-108.
8. О модели пористого материала, учитывающей геометрию пор. // Изв. ВУЗов. Цветная металлургия, 2005. - №4. - с.35-40.
9. Об исследовании иерархической структуры материала с помощью процедуры вейвлетного анализа. // Изв. ВУЗов. Черная металлургия, 2006. - №7. - с.40-44.
10. Поляков параметры процесса ударного выдавливания некомпактной проволочной заготовки. // Изв. ВУЗов. Цветная металлургия, 2007. - №2. - с.52-58.
11. Поляков неоднородности деформаций при выдавливании пористого материала. // Изв. ВУЗов. Цветная металлургия, 2008. - №2. - с.44-48.
12. I. C. Sinka. Modelling Powder Compaction. // KONA Powder and Particle Journal, 2007. - No.24. - pp.93-103.
13. Schofield A., and C. P. Wroth. Critical State Soil Mechanics. McGraw-Hill, New York, 19p.
14. Han L. H., Elliott J. A., Bentham A. C., Mills A., Amidon G. E., Hancock B. C. A modified Drucker-Prager Cap model for die compaction simulation of pharmaceutical powders. // International Journal of Solids and Structures, 2008. - vol.45. - №10. - pp..
15. Michrafy A., Ringenbacher D., Tchoreloff P. Modeling the compaction behavior of powders: application to pharmaceutical powders. // Powder Technology, 2002. - vol.127. - №3. - pp.257-266.
16. Chtourou H., Guillot M., Gakwaya A. Modeling of the metal powder compaction process using the cap model. Part II. Numerical implementation and practical applications. // International Journal of Solids Structures, 2002. - vol.39. - №4. - pp..
17. DiMaggio F. L., Sandler I. S. Material Model for Granular Soils. // Journal of the Engineering Mechanics Division, Proceedings of the American Society of Civil Engineers, 1971. - vol.97. – pp.935-950.
18. C.-Y. Wu, O. *****ddy, A. C. Bentham, B. C. Hancock, S. M. Best, J. A. Elliot. Modeling the mechanical behavior of pharmaceutical powders during compaction. // Powder Technology, 2005. - vol.152. - №1-3. - pp.107-117.
19. S. Dolarevic, A. Ibrahimbegovic. A modified three-surface elasto-plastic cap model and its numerical implementation. // Computers & Structures, 2007. - vol.85. - pp.419-430.
20. J. R.C. Proveti, G. Michot. The Brazilian test: a tool for measuring the toughness of a material and its brittle to ductile transition. // International Journal of Fracture, 2006. - vol.139. - №3-4. - pp.455-460.
21. Doremus P., 2008, Chapter 10: Calibration of Compaction Models, Series: Engineering Materials and Processes, Eds. P. R. Brewin, O. Coube, P. Doremus and J. H. Tweed, Springer, pp.151-163.
22. , Либенсон металлургия. М.: Металлургия, 19с.
23. Park S.-J., Han H. N., Oh K. H., Lee D. N. Model for compaction of metal powders. // International Journal of Mechanical Science, 1999. - vol.41. - pp.121-141.
15. Попивненко минимально-достаточного содержания стеарата цинка при прессовании монопорошков железа и меди, получаемых на Украине. // Удосконалення процесів та обладнання обробки тиском у металургії та машинобудуванні: Зб. наук. пр. – Краматорськ: ДДМАh2004. – 063.pdf.
