
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Теоретическое определение
частоты вращения гильз цилиндров автомобильных двигателей при центробежном индукционном напекании
порошковых твердых сплавов
, кандидат технических наук, доцент Сах ГУ
доцент Сах ГУ
Научным Советом АН России по трению и смазкам и Комитетом по проблемам износостойкости и трения ВСНТО большое внимание уделяется вопросам технического прогресса и улучшения качества выпускаемой продукции. Составной частью общей программы является повышение надежности послеремонтного ресурса отремонтированной техники и снижение простоев машин из-за низкого качества их ремонта. Особенно часто простои автотомобильной техники происходят из-за неисправностей двигателя, на который приходится около 70% всех неисправностей автомобиля /1/. Направление двигателей в ремонт в основном происходит из-за неисправностей цилиндро-поршневой группы, проявляющейся в наличии стуков, уменьшении компрессии в цилиндрах, увеличении прорыва в картер газов, повышении расхода (угара) масла. Поэтому моторесурс двигателей в значительной степени зависит от срока службы цилиндро-поршневой группы и в частности от срока службы гильз цилиндров, т. е. гильзы цилиндров являются деталями, лимитирующими ресурс двигателя. На заводах технического сервиса гильзы цилиндров восстанавливаются посредством растачивания и хонингования под ремонтный размер. Но как показывают исследования износостойкость таких гильз в 2...3 раза ниже износостойкости новых гильз, а ресурс двигателей не достигает и 60% от ресурса новых. Поэтому актуальной является задача повышения износостойкости гильз цилиндров при ее восстановлении. Перспективной технологией одновременного восстановления и упрочнения гильз цилиндров является технология центробежного индукционного напекания гильз порошковым сплавом. В данной статье рассматривается задача теоретического обоснования оптимальной частоты вращения гильз цилиндров при центробежном индукционном напекании порошковых твердых сплавов на примере напекания гильз цилиндров двигателей ЗИЛ-130 и ЗМЗ-53. Суть метода заключается в том, что во вращающуюся гильзу засыпают металлический порошок, который под действием центробежных сил равномерно распределяется по внутренней поверхности. Затем внутрь гильзы вводится индуктор токов высокой частоты, под действием которого порошковый слой спекается и припекается к зеркалу гильзы цилиндра. Процессы напекания порошковых сплавов идут при температурах 0,75…0,90 от температуры плавления - Тпл материала гильзы цилиндра. Учитывая совместное действие на гильзу цилиндров центробежных сил, высокой температуры, давление порошка, силовое воздействие приспособления и другие факторы, определение оптимальной частоты вращения гильзы для получения качественного порошкового покрытия является актуальной задачей.
Интервал частот вращения, при которых возможно вести процесс центробежного напекания порошковых покрытий на внутреннюю поверхность гильз цилиндров ограничен: с одной стороны, минимальной скоростью вращения, необходимой для получения силы, удерживающей частички порошка на вращающей внутренней поверхности гильзы цилиндра, а с другой стороны, частотой вращения, при которой произойдет разрушение гильзы цилиндра от центробежных сил и давления порошка.
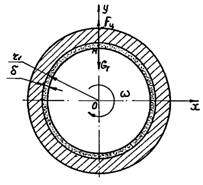
Нижний предел частоты вращения гильзы цилиндра можно определить из условия равенства силы тяжести и центробежной силы для частичек порошка в момент нахождения их в верхней точке, вращающейся вокруг горизонтальной оси гильзы цилиндра (рис. 1)
Рис. 1. Схема для расчета давления порошка на внутреннюю стенку гильзы
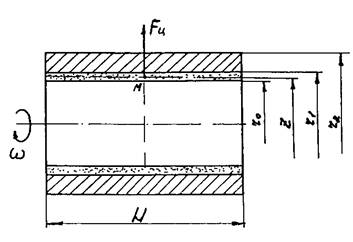
Рис. 2. Схема для расчета давления порошка на внутреннюю стенку гильзы
Fц = Gт (1)
где Fц - центробежная сила, Н;
Gт - сила тяжести, Н
или mw2(r1 - d) = mg (2.)
где m - масса частички порошка, кг;
w - угловая скорость вращения, с-1 ;
r1 - радиус внутренней поверхности гильзы цилиндра, м;
d - толщина засыпки порошкового слоя, м.
Учитывая, что n =![]() уравнение (2) запишется в виде
уравнение (2) запишется в виде
![]() или
или  (3)
(3)
где n - частота вращения гильзы, мин-1.
Нижний предел частоты вращения гильз цилиндров ЗМЗ-53 и ЗИЛ-130 при толщине засыпки порошкового слоя d = 6 10 -3м должен быть больше: для гильз цилиндров ЗМЗ-53 n > 146мин -1, для ЗИЛ-130 n > 138 мин-1.
Верхний предел частоты вращения гильзы при напекании определяем из условия, что в момент разрушения гильзы напряжения, вызванные центробежной силой и давлением порошка så на стенку гильзы будут равны пределу прочности материала гильзы sВ(t) при температуре напекания.
så = sВ(t) (4)
Для простоты расчетов примем, что гильза имеет постоянную толщину по длине образующей, осевые напряжения отсутствуют, разрушение происходит по меридиальному сечению на участке напекания порошкового покрытия.
Для определения напряжений, вызванных давлением порошка, на стенку гильзы при ее вращении с угловой скоростью w, рассмотрим гильзу с напеченным покрытием, пористость покрытия которого равна нулю, а расстояние от оси вращения до свободной поверхности порошкового слоя равно ro (рис.2). Давление порошка на внутреннюю поверхность гильзы радиусом r1, обусловленное действием центробежных сил определим из условия
![]() (5)
(5)
где р - давление порошка на стенку гильзы, Па;
Fц - центробежная сила, Н;
А - площадь напекаемой внутренней поверхности гильзы, м2. Центробежная сила, вызванная вращением порошкового слоя, равна
FЦ = m (6)
(6)
m - масса порошкового слоя, кг;
V - объем порошкового слоя, м3;
Z - радиус вращения центра тяжести порошкового слоя, м;
gп - объемный вес порошка (плотность покрытия), кг/м3;
Разделив найденную силу на площадь, согласно (5) и выразив координату
центра тяжести Z порошкового слоя через ![]() находим, что величина давления равна
находим, что величина давления равна
![]() (7)
(7)
Вращающуюся гильзу цилиндров с порошковым слоем можно рассматривать как цилиндр, подвергнутый внутреннему давлению. На рис.3а изображено поперечное сечение гильзы цилиндра с наружным радиусом r2
и внутренним r1, которая подвергнута внутреннему давлению р.
Рассмотрим очень узкое кольцо материала радиусом r внутри стенки
цилиндра. Толщину кольца обозначим dr. Пусть АВ (рис.3б) изображает небольшую часть этого кольца, соответствующую центральному углу dq.
Размер выделенного элемента, перпендикулярный к плоскости чертежа, возьмем равным единице.
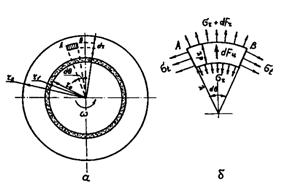
Рис.3. Схема для расчета напряжений
Рис.4. Схема перемещений из условия совместимости деформаций
Пусть sr и sr +dsr будут напряжения, действующие по внутренней и наружной поверхностям элемента АВ, а st - напряжения по его боковым граням. На
элемент АВ действуют в плоскости чертежа две силы st dr. 1 составляющие
между собой угол dq, и радиальная сила, равная
(sr + dsr)(r + dr) dq 1 - sr., r dq.1.
Эта сила направлена в сторону наружной поверхности. Уравнение равновесия этих сил выражается уравнением
[(sr + dsr)(r + d r) - sr r ] dq = st dr dq, (8)
пренебрегая малыми высшего порядка, получаем
sr dr + dsr r = st dr отсюда, ![]() (9)
(9)
Для нахождения двух неизвестных составим дополнительные уравнения из условия совместности деформаций. Деформация цилиндра будет заключаться в его удлинении и в радиальном перемещении всех точек его поперечных сечений. Обозначим радиальное перемещение точек внутренней поверхности рассматриваемого элемента u (рис.4). Точки наружной поверхности переместятся по радиусу на другую величину u + du. To есть толщина dr выделенного элемента изменится на du и относительное удлинение материала в радиальном направлении будет 
В направлении напряжений бt относительное удлинение et будет равно относительному удлинению дуги, или равно относительному удлинению радиуса r, то есть ![]()
Так как et и er определяются одной и той же функцией u, то они связаны условием совместности. Дифференцируем et по r:
![]()
 (10)
(10)
Учитывая, что
![]()
 ý (11)
ý (11)
где m - коэффициент Пуассона;
E – модуль продольной упругости материала, Па;
и заменяя в уравнении (10) er и et согласно (11) получим второе уравнение, связывающее бt и 6r
![]()
или
 (12)
(12)
Подставив в это уравнение значение разности бr - бt из (9) находим
 или
или
![]() (13)
(13)
Для совместного решения уравнения (9) и (13) продифференцируем первое по r и поставим в него значение ![]() из второго;
из второго;
получим:
![]()
отсюда дифференциальное уравнение задачи: (14)
![]()
Интеграл этого уравнения будет /2/
 (15)
(15)
Постоянные интегрирования А и В определяются из граничных условий

![]()
![]() (16)
(16)
Знак минус в правой части уравнения (16) поставлен потому,
что положительным sr считаются растягивающие напряжения. Из условий (16) по уравнению (15) получаем:
A=
![]()
![]() (17)
(17)
Пользуясь этими значениями, напряжения, возникающие в гильзе цилиндра от действия порошкового покрытия, равны
 ý (18)
ý (18)
С учетом (7) уравнения (18) запишутся:
 ý (19)
ý (19)
Кроме давления напекаемого порошкового слоя на гильзу действует
центробежная сила, которая вызывает значительные напряжения в гильзе. Для их определения составим условия равновесия элемента АВ (рис. 3б) с учетом центробежной силы, которая для выделенного элемента равна :
dFц = (20)
(20)
где gг - объемный вес материала гильзы (плотность), кг/м3. Уравнение равновесия для выделенного элемента с учетом силы инерции будет
![]() (21)
(21)
Для определения напряжений необходимо еще одно уравнение, связывающее бr и 6t. Поэтому воспользуемся уравнением (12) (условие совместности деформаций), т. е.
Подставляя в это уравнение значения разности бr-бt из (21), находим
 (22)
(22)
дифференцируя уравнение (21) no r и подставляя вместо ![]() его значение из формулы (22), получаем линейное дифференциальное уравнение
его значение из формулы (22), получаем линейное дифференциальное уравнение
или
Интегрируя это уравнение, находим
 (23)
(23)
Из (22) и (2З) следует, что
![]() (24)
(24)
В формулах (23) и (24) постоянные интегрирования определяем из граничных условий. Напряжение бr должно быть равно нулю при r=r1 и r=r2
Эти условия при подстановке их в (23) и решению приводят к :
![]()
 (25)
(25)
Подставляя выражения А и В в (2З) и (24), получаем значения напряжений от действия центробежной силы
 ý (26)
ý (26)
Суммарные напряжения, действующие на гильзу от давления порошкового слоя и центробежной силы, будут равны сумме соответствующих уравнений (19) и (26) и запишутся
 ý (27)
ý (27)
На рис.5 представлены эпюры распределения напряжений в стенке гильзы от давления порошкового слоя (а), действия центробежных сил на саму гильзу (б) и суммарные напряжения от действия двух факторов (в). Видно, что максимальные напряжения испытывает внутренняя поверхность гильзы цилиндров. Суммарные напряжения положительны и достигают максимального значения на отрезке от внутренней поверхности гильзы r = r1 и до значения радиуса r = Ör1/r2. Суммарные напряжения бtå при всех значениях положительны и наибольшей величины достигают у внутренней поверхности гильзы при r = r1.
Сравнивая суммарные максимальные напряжения бrå и stå
убеждаемся, что stå всегда больше бrå.
Учитывая, что гильзы цилиндров находятся в сложном напряженном состоянии, проверку на прочность следует вести по теориям прочности для сложного напряженного состояния. Как по теории хрупкого разрушения (теория наибольших нормальных напряжений), так и по теории вязкого разрушения (теория наибольших касательных напряжений и теория потенциальной энергии формоизменения) условие прочности запишется в виде
stå £sв(t ) (28)
или
 (29)
(29)
Рис. 5.Схема распределения напряжений в стенке гильзы
Обозначая значение в фигурных скобках через L можно записать:
![]() (30)
(30)
где sв(t) временное сопротивление, Па.
Учитывая, что ![]() , максимальную частоту вращения гильзы
, максимальную частоту вращения гильзы
определяем из соотношения (30)
![]() (31)
(31)
Временное сопротивление при разрыве sB(t)зависит от температуры. Для его определения в области температур ((0,7-1,0) Тпл.) рекомендует формулу/32 /
 (32)
(32)
где sB(t) - временное сопротивление при температуре в 0C МПа;
![]() - временное сопротивление при температуре 0,95Тпл и скорости растяжения 40...50 мм/мин, МПа;
- временное сопротивление при температуре 0,95Тпл и скорости растяжения 40...50 мм/мин, МПа;
Тпл - температура плавления сплава в 0С
a - температурный коэффициент;
t - температура нагрева сплава при испытании, 0С.
В работах указывается, что временное сопротивление чистых металлов, двухфазных и многофазных систем, твердых растворов при температуре
t » 0,95Тпл имеет значение 4...6 МПа. Величина коэффициента a составляет 0,008...0,012. Учитывая, что процесс центробежного индукционного напекания рекомендуется вести в интервале температур 0,75...0,90Тпл порошкового материала, можно оценить величину временного сопротивления материала гильзы при температуре напекания. При ведении процесса напекания на верхнем значении температуры, что составляет I423K для твердосплавных покрытий типа ПГ-CP, значении sв(t) и коэффициента a=0,0085 временное сопротивление материала гильзы согласно формулы (34) будет равно sв(t) » 10,6МПа.
Для нахождения верхнего предела частоты вращения гильзы цилиндра двигателя ЗИЛ-130 зададимся следующими значениями: плотность материала гильзы цилиндра, gг = 7000 кг/м3; плотность порошкового материала при нулевой пористости gп = 7900 кг/м3; внутренний радиус гильзы, r1 = 0,05 м; наружный радиус гильзы, r2 = 0,055 м; толщина напекаемого слоя d = 0,002 м, или радиус свободной поверхности r0= 0,048 м;
коэффициент Пуассона m при высоких температурах рекомендуется принимать m = 0,5 .
С учетом заданных значений верхний предел частоты вращения гильзы ЗИЛ-130 согласно (31) будет n £ 5255 мин -1 . Значит допустимый интервал частот вращения гильзы цилиндра ЗИЛ-130, определенный по формулам (30) и (31) лежит в пределах 138 мин -1£ n £ 5255 мин -1
Оптимальная частота вращения гильзы при центробежном напекании лежит в этом интервале частот и может быть найдена по допустимой деформации гильзы цилиндра, которая не должна превышать припуска межремонтного размера на механическую обработку гильзы цилиндра, который составляет для гильз цилиндров двигателей ЗМЗ-53 и ЗИЛ-130 величину Dd = 0,5.10-3 м.
Оптимальную частоту вращения гильзы цилиндра находим по формуле (31) куда вместо sв(t) подставляем значение допустимого напряжения [s] .
Согласно исследованиям реологическое уравнение для серого чугуна в интервале температур I223...I473 К, связывающие напряжения s с деформацией, имеет вид /4/
б= 154,4 .e 1,
где s - напряжение, возникающее в сером чугуне, МПа;
e - относительная деформация равная
r1- размер гильзы после деформации, м;
Уравнение (33) можно записать в виде
б= 154,4  (34)
(34)
Задаваясь величиной деформации Δr1, можно находить допустимые напряжения, возникающие в гильзе цилиндра. Уравнение (31) с учетом и (34) запишется
 (35)
(35)
Учитывая, что Dr1 £ 0,25.10-3 м и не должно превышать этих значений, и что напекание целесообразно вести на верхних пределах частот вращения, деформацию гильзы цилиндра ограничим значениями (0,7...1,0) Dr1, что составит (0,175….0,–3м.
С учетом этих значений оптимальная частота вращения гильзы цилиндра ЗИЛ-130 согласно (35) будет находиться в пределах
680 мин –1 £ n £ 900 мин –1 для гильзы цилиндров ЗМЗ – 53 и
750 мин-1£ n £ 1000 мин-1.
Согласно экспериментальным данным, центробежное индукционное напекание целесообразнее вести с частотой вращения для гильз цилиндров ЗИЛ-мин –1 £ n £ 800 мин –1, гильз цилиндров ЗИЛ-53 с частотой
800 мин-1 £ n £ 900мин-1. При этом деформация гильз составляет
(0,18…0,20)×10-3 м.
Экспериментальные данные хорошо согласуются с теоретическими.
Предложенная формула (35) позволяет определить частоту вращения гильз цилиндров в интервале температур напекания порошковых твердых сплавов, задаваясь остаточной деформацией и величиной напекаемого порошкового покрытия.
Литература:
1. К вопросу восстановления и повышения износостойкости гильз цилиндров ЗМЗ-53 и ЗИЛ - 130 твердосплавными порошковыми покрытиями. Тезисы докладов респ. научно-технич. конференции. Проблема конструирования и технологии производства сельскохозяйственных машин. Кировоград,1987. С.45-48.
2. Феодосьев материалов. М.: Наука, 19с.
3. Губкин деформация металлов Т.2.(Физико-химическая теория пластичности). Металлургиздат,1960.-416 с.
4. Илямов гильз цилиндров ДВС центробежным индукционным напеканием порошкового твердого сплава. Сб. научн. тр. МИИСП,1987, вып.6. Ремонт машин и технология металлов, т. ХIV. -С. 52-55.
