


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
КАРАЧАЕВО-ЧЕРКЕССКАЯ ГОСУДАРСТВЕННАЯ ТЕХНОЛОГИЧЕСКАЯ АКАДЕМИЯ
КАФЕДРА «НАДЕЖНОСТЬ И ТЕХНИЧЕСКИЙ СЕРВИС МАШИН»
Технология сельскохозяйственного
машиностроения
Программа, методические указания и темы контрольных работ студентам
специальности 110304 «Технология обслуживания и ремонт машин в АПК» заочной формы обучения
Черкесск - 2008
Методические указания составлены в соответствии с примерной и рабочей программой учебной дисциплины «Технология сельскохозяйственного машиностроения».
Обсуждены на заседании кафедры «Надежность и технический сервис машин» протокол от 24.01.2008 года
Утверждены методической комиссией Аграрного института протокол от 30.01.2008 года
Публикуется по решению учебно-методического совета Карачаево-Черкесской Государственной Технологической Академии протокол № 5 от 31.01.2008 года.
Составители: доцент
ст. преподаватель
Рецензенты: проф.
доцент
Редактор: доцент
Содержание
Введение…………………………………………………………………………4
1. Тематический план…………………………………………………………...5
2. Программа…………………………………………………………………….6
3. Методические указания к выполнению контрольной работы…………….13
4. Список литературы…………………………………………………………..23
Приложение А…………………………………………………………………..24
Приложение Б…………………………………………………………………...27
Введение
Технология машиностроения — наука о производстве машин — изучает технологические процессы, применяемые на машиностроительных предприятиях при изготовлении машин требуемого качества, в установленном программой количестве и при наименьшей себестоимости.
Технология машиностроения рассматривает методы разработки и построения рациональных технологических процессов, выбор способа получения заготовки, подбор технологического оборудования, инструмента и приспособлений, назначение режимов резания и установление технически обоснованных норм времени.
Все эти данные фиксируются в технологической документации, используемой при организации и планировании производства. Использование на производстве разработанной технологической документации повышает технологическую дисциплину, обеспечивая заданное качество изделий при высокой эффективности производства.
Технология машиностроения базируется на результатах научных исследований и прогрессивном опыте машиностроительных заводов.
1. ТЕМАТИЧЕСКИЙ ПЛАН
№ п/п | Наименование темы | |
Введение |
| |
1 | Технологическое оборудование (металлорежущие станки) в маши-ностроении и его возможности |
|
2 | Технологическая подготовка производства: основные понятия и определения |
|
3 | Базирование и базы в машиностроении |
|
4 | Точность механической обработки и ее оценка статистическими методами |
|
5 | Качество обработанной поверхности | |
6 | Проектирование технологических процессов механической обработки и основы технического нормирования |
|
7 | Оценка технологичности конструкций деталей и машин | |
8 | Проектирование технологической оснастки |
|
9 | Обработка деталей класса «круглые стержни» |
|
10 | Обработка деталей классов «полые цилиндры» и «диски» |
|
11 | Обработка шлицевых деталей | |
12 | Обработка зубчатых колес | |
13 | Обработка червяков и червячных колес | |
14 | Обработка деталей класса «корпусные детали» |
|
15 | Изготовление типовых деталей двигателей |
|
16 | Изготовление деталей рабочих органов и трансмиссий сельско-хозяйственных машин |
|
17 | Основные понятия о технологических процессах сборки |
|
18 | Сборка типовых соединений | |
19 | Сборка сельскохозяйственных машин |
2. Программа
Введение
Тема 1. Технологическое оборудование (металлорежущие станки) в машиностроении и его возможности
Классификация и нумерация станков. Основные и вспомогательные движения в металлорежущих станках. Понятие о кинематических цепях и схемах станков. Основные требования, предъявляемые к электродвигателям станков. Назначение станков токарной группы и их разновидности. Основные узлы и кинематическая схема токарно-винторезного станка (1К62, 1К20, 1В62, 1А62). Анализ кинематических цепей станка.
Сверлильные и расточные станки. Разновидности сверлильных станков и работы, выполняемые на них. Вертикально-сверлильный станок, назначение и взаимодействие его основных узлов. Кинематическая схема вертикально-сверлильного станка (2А135, 2С132, 2А150). Радиально-сверлильные станки и их разновидности. Основные узлы. Понятие о многошпиндельных сверлильных станках. Приспособления к сверлильным станкам. Кондукторы и патроны. Горизонтально-расточные станки, их назначение, область применения и работы, выполняемые на них.
Координатно-расточные станки. Станки для тонкой расточки отверстий и область их применения. Применение расточных станков в ремонтном производстве. Фрезерные станки. Разновидности фрезерных станков и работы, выполняемые на них. Горизонтально-фрезерные станки. Кинематическая схема станка (6Р81, 6Н81). Вертикально-фрезерные станки.
Продольно-фрезерные, карусельно-фрезерные, копировально-фрезерные, шпоночно-фрезерные и другие станки. Назначение и типы делительных головок и их настройка на непосредственное, простое и сложное деление, фрезерование винтовых канавок.
Строгальные и долбежные станки. Разновидности и область применения строгальных станков. Работы, выполняемые на них. Конструкция и кинематическая схема поперечно-строгального станка. Продольно-строгальные станки. Конструкция и кинематическая схема долбежного станка.
Протяжные станки. Разновидности, назначение и область применения протяжных станков. Конструкция и гидравлическая схема горизонтально-протяжного станка. Устройство и работа основных узлов. Вертикально-протяжные станки.
Шлифовальные и доводочные станки. Назначение и разновидности шлифовальных станков. Конструкция и гидравлическая схема круглошлифовального станка (3130, 3150).
Зубообрабатывающие станки. Разновидности и назначение зубообрабатывающих станков. Конструкция и кинематическая схема зубофрезерного станка (532, 5К32).
Резьбообрабатывающие станки. Разновидности станков: резьбонарезные, болтонарезные, резьбофрезерные и резьбонакатные.
Станки с программным управлением и промышленные роботы. Исторические этапы автоматизации производственных процессов. Понятие о гибких производственных системах. Общие сведения о станках с программным управлением (ПУ).
Эксплуатация и ремонт станков. Система технического обслуживания и ремонта станков. Проверка металлорежущих станков на точность. Транспортирование и монтаж станков. Электрозащита рабочего места станочника. Модернизация станков.
Тема 2. Технологическая подготовка производства: основные понятия и определения
Изделия машиностроительного производства. Элементы изделий. Производственный состав машиностроительного предприятия. Производственный и технологический процессы. Элементы технологического процесса: технологическая операция, технологический и вспомогательный переходы, рабочий и вспомогательный ход, установ, позиция, прием. Средства технологического оснащения машиностроительного производства: технологическое оборудование, оснастка, рабочее место. Наладка и подналадка.
Объем производства и его влияние на технологический процесс. Типы производства: единичный, серийный и массовый; их характерные особенности. Коэффициент закрепления операции. Поточный и не поточный методы работы в машиностроении. Поточные производства при серийном и массовом выпуске изделий. Синхронизация операции. Единая система технологической подготовки производства.
Технологические характеристики заготовительных процессов. Виды заготовок и их характеристика. Заготовки из пластмасс и специальных материалов. Выбор вида заготовки. Подготовка заготовок к механической обработке. Припуски на обработку. Припуски общие и операционные. Методы определения припусков на обработку. Нормативные припуски на отливки, поковки, штамповки, заготовки из проката. Схемы расположения припусков. Припуски на черновую, чистовую и отделочную обработку. Зависимость припусков от методов получения заготовок, вида производства, размеров, конфигурации деталей и т. п. Мероприятия по снижению массы заготовок. Проектирование заготовок.
Тема 3. Базирование и базы в машиностроении
Общие понятия о базировании. Виды установок деталей. Понятие о базах. Классификация баз. Правило шести точек. Основные рекомендации по выбору баз. Погрешности базирования. Принципы постоянства и совмещения баз. Основные виды базирующих поверхностей, схемы базирования. Условные обозначения.
Тема 4. Точность механической обработки и ее оценка статистическими методами
Понятие о точности в машиностроении. Виды отклонений, характеризующих точность. Обеспечение точности обработки заготовки по методу пробных ходов и по методу автоматического получения размеров на настроенных станках. Систематические погрешности обработки. Погрешности, возникающие вследствие неточности, износа и деформации станков. Погрешности, связанные с неточностью и износом режущего инструмента. Расчет износа режущего инструмента. Погрешности, обусловленные упругими тепловыми деформациями заготовки, станков и инструментов. Зависимость погрешности обработки от размеров детали, влияние точности измерительных приборов и методов измерений.
Влияние жесткости технологической системы на формирование погрешностей обработки. Методы повышения жёсткости технологической системы. Понятие о технологической наследственности. Общее (суммарное) рассеяние размеров заготовок и общая погрешность обработки. Экономическая и достижимая точность обработки. Изменение затрат на обработку в зависимости от точности.
Тема 5. Качество обработанной поверхности
Понятие о качестве обработанной поверхности (шероховатость поверхности, волнистость поверхности, физико-механические свойства поверхностного слоя). Влияние качества обработанной поверхности деталей на долговечность работы машин и механизмов. Параметры шероховатости обработанной поверхности. Условные обозначения шероховатости поверхности.
Влияние способов обработки и режимов резания на шероховатость и физико-механические свойства поверхностного слоя. Способы определения шероховатости поверхности. Взаимосвязь точности и шероховатости поверхности. Повышение качества поверхности технологическими методами (обкатывание роликами и шариками, наклеп дробью, алмазное выглаживание). Финишная антифрикционная безабразивная обработка (ФАБО) деталей. Выбор метода окончательной обработки поверхности и контроль качества обработанной поверхности.
Тема 6. Проектирование технологических процессов механической обработки и основы технического нормирования
Методы построения технологических процессов. Построение технологических процессов по методу концентрации и дифференциации операций. Применение этих методов на заводах сельскохозяйственного машиностроения. Конструктивно-технологическая классификация деталей. Типизация технологических процессов и групповые наладки станков.
Разработка маршрутной технологии. Разработка операционной технологии.
Технологическая документация и ее оформление. Понятие, о единой системе технологической документации (ЕСТД). Назначение, форма и содержание технологических документов. Значение документации для повышения технологической дисциплины на производстве.
Технико-экономические показатели технологического процесса (технологическая себестоимость, трудоемкость изготовления, коэффициент использования станка по основному технологическому времени, коэффициент загрузки оборудования по времени, коэффициент использования материала и др.). Техническая норма времени и ее составляющие элементы. Определение элементов штучного времени. Штучное и штучно-калькуляционное время. Норма выработки. Методы определения нормы времени.
Пути повышения производительности механической обработки в результате применения скоростных и поточных методов обработки металлов, многостаночного обслуживания, агрегатных станков, многоместных приспособлений и автоматических линий.
Тема 7. Оценка технологичности конструкций деталей и машин
Понятие, о технологичности изделий (производственной, эксплуатационной и ремонтной). Количественные и качественные показатели оценки производственной технологичности: трудоемкость изготовления изделия, удельная материалоемкость (металлоемкость, энергоемкость) изделия, коэффициент унификации конструктивных элементов и др.
Основные показатели производственной технологичности конструкции машины: простота конструкции, минимальное количество деталей, удобство сборки и разборки, высокая степень стандартизации и унификации деталей, сборочных единиц и др.
Основные показатели производственной технологичности конструкций детали: простота изготовления, целесообразный способ получения заготовок, рациональная точность обработки и шероховатость поверхности, снижение трудоемкости механической обработки.
Методы расчета базовых показателей при оценке технологичности изделий. Оценочные методы определения комплексного показателя технологичности изделий. Отработка изделия на технологичность.
Тема 8. Проектирование технологической оснастки
Назначение и классификация станочных приспособлений. Установочные элементы (опоры) приспособлений. Элементы для установки и ориентирования инструмента. Зажимные элементы и механизмы приспособлений. Применение пневматического и гидравлического привода в приспособлениях. Вспомогательные элементы и корпуса приспособлений. Приспособления для токарных, сверлильных, фрезерных и шлифовальных станков.
Тема 9. Обработка деталей класса «круглые стержни»
Классификация деталей класса "круглые стержни". Материалы, применяемые для изготовления валов сельскохозяйственных машин. Технические требования по точности и шероховатости поверхности.
Подготовка заготовок к обработке. Правка прутков. Резка заготовок. Подрезка, торцов, центровка валов. Обработка валов на токарных (многорезцовых, револьверных) станках. Обработка конструктивных элементов валов (криволинейные, и конические поверхности, шпоночные канавки, резьбы и др.). Изготовление эксцентричных и коленчатых валов.
Тема 10. Обработка деталей классов «полые цилиндры» и «диски»
Классификация деталей класса "полые цилиндры". Материалы, применяемые для изготовления втулок с.-х. машин. Технические требования по точности и шероховатости поверхности. Заготовки для втулок. Схемы обработки втулок.
Типовая технология обработки втулок. Контроль втулок. Классификация деталей класса "диски". Материалы, применяемые для изготовления шкивов и маховиков. Типовая технология обработки шкивов и маховиков. Статическая балансировка маховиков.
Тема 11. Обработка шлицевых деталей
Преимущества шлицевых соединений. Виды центрирования. Обработка шлицевых деталей при центрировании по наружному, внутреннему диаметрам и по боковым поверхностям. Методы образования шлицев на валах и во втулках при различных типах производства. Преимущества центрирования по наружному диаметру. Контроль шлицевых деталей.
Тема 12. Обработка зубчатых колес
Материалы, применяемые для изготовления зубчатых колес. Технические требования на зубчатые колеса. Заготовки зубчатых колес. Обработка заготовок. Нарезание цилиндрических зубчатых колес дисковой, пальцевой„ червячной фрезами, долбяком, долбежными головками. Накатка зубьев. Типовые методы обработки зубьев цилиндрических колес с внутренними и наружными зубьями. Методы окончательной обработки зубчатых колес.
Тема 13. Обработка червяков и червячных колес
Материалы для изготовления червяков и червячных колес. Технические требования на червяки и червячные колеса. Разновидности червяков. Обработка червяков. Нарезание цилиндрических червяков различных типов (резцами, дисковой фрезой, «вихревым» способом). Окончательная обработка червяков. Обработка червячных колес. Нарезание червячных колес дисковой модульной фрезой, червячной фрезой, с радиальной и тангенциальной подачами и "летучим" резцом. Окончательная обработка червячных колес червяк.
Тема 14. Обработка деталей класса «корпусные детали»
Классификация деталей класса "корпусные детали". Материалы для корпусных деталей с.-х. машин. Технические требования на корпусные детали. Выбор технологических и измерительных баз. Обработка плоских поверхностей фрезерованием, строганием, протягиванием.
Тема 15. Изготовление типовых деталей двигателей
Изготовление блоков, головок и гильз цилиндров; шатунов; коленчатых и распределительных валов; поршней; поршневых колец; клапанов.
Тема 16. Изготовление деталей рабочих органов и трансмиссий сельскохозяйственных машин
Характеристика деталей рабочих органов и трансмиссий с.-х. машин. Изготовление зубьев и штифтов молотильных аппаратов комбайнов, дисков рабочих органов с.-х. машин, лемехов, отвалов, полевых досок и лап культиваторов.
Тема 17. Основные понятия о технологических процессах сборки
Понятие о процессах сборки машин. Исходные данные для проектирования. Классификация соединений деталей. Стадии сборочного процесса. Структура технологического процесса сборки. Организационные формы сборки. Технологические схемы, и их построение. Последовательная и параллельная сборка. Поточная сборка. Темп сборки. Сборочные приспособления. Пути снижения трудоемкости сборочных работ.
Тема 18. Сборка типовых соединений
Виды соединений и технология их сборки. Сборка подвижных и неподвижных соединений. Сборка типовых элементов сборочных единиц. Сборка подшипниковых узлов. Сборка зубчатых и червячных передач. Сборка цепных передач. Сборка клиноременных передач. Сборка прокладочных соединений. Балансировка деталей, узлов, агрегатов. Механизация и автоматизация сборочных работ.
Тема 19. Сборка сельскохозяйственных машин
Сборка с.-х. орудий. Сборка двигателей. Конструктивные и технологические особенности рам и кузовов. Изготовление элементов конструкции рам, кузовов, сборка каркаса. Окраска машин. Схема технологического процесса общей сборки машин. Обкатка и испытание машин и агрегатов. Средства технологического оснащения и, показатели механизации и автоматизации технологических процессов.
Лабораторные занятия
Наименование тем, их содержание и объем в часах
Темачасов). Технологическое оборудование (металлорежущие станки) в машиностроении и его возможности.
Конструкция токарно-винторезного станка 16К25. Конструкция горизонтально-фрезерного станка 6Р81. Конструкция радиально-сверлильного станка 2К52. Конструкция и принцип работы кривошипно-механического пресса. Настройка токарно-винторезного станка 16К25 на нарезание резьбы.
Темачаса). Точность механической обработки и ее оценка статистическими методами
Проверка токарно-винторезного станка 16К25 на точность. Определение жесткости токарно-винторезного станка. Определение погрешности обрабатываемой детали при точении в патроне.
Темачаса). Качество обработанной поверхности
Влияние параметров резания на шероховатость обработанной поверхности.
Темачаса). Проектирование технологических процессов механической обработки и основы технического нормирования
Составление схем технологических процессов изготовления типовых деталей (валы, зубчатые колеса, корпусные детали). Определение норм времени при работе на металлорежущих станках.
3. Методические указания к выполнению контрольной работы
3.1. Задание
Разработать технологический процесс (ТП) механической обработки ступенчатого вала. Вариант задания определяется исходя из последних двух цифр учебного шифра студента. Например, учебный шифр студента – 02152. В таблице 1 находим на пересечении столбца 5 и строки 2 цифру 68 – это номер варианта по таблице 6. Геометрические размеры и шероховатость обрабатываемых поверхностей деталей определяются по приложениям А и Б.
Таблица 1
Варианты заданий
Последняя цифра шифра | Предпоследняя цифра шифра | |||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 0 | |
1 | 1 | 2 | 3 | 57 | 58 | 6 | 7 | 62 | 63 | 10 |
2 | 11 | 12 | 13 | 67 | 68 | 16 | 17 | 72 | 73 | 20 |
3 | 21 | 22 | 23 | 24 | 25 | 26 | 27 | 28 | 81 | 83 |
4 | 31 | 8 | 9 | 91 | 92 | 36 | 37 | 38 | 90 | 86 |
5 | 41 | 18 | 19 | 85 | 87 | 46 | 47 | 48 | 49 | 50 |
6 | 51 | 52 | 53 | 54 | 55 | 56 | 84 | 95 | 59 | 60 |
7 | 61 | 82 | 39 | 64 | 65 | 66 | 100 | 99 | 69 | 70 |
8 | 71 | 96 | 98 | 74 | 75 | 76 | 77 | 78 | 79 | 80 |
9 | 32 | 33 | 94 | 93 | 29 | 30 | 34 | 35 | 4 | 5 |
0 | 42 | 43 | 97 | 88 | 89 | 40 | 44 | 45 | 14 | 15 |
При выполнении работы необходимо:
- определить размеры заготовки;
- выбрать соответствующую модель токарно-винторезного станка (в контрольной работе приводятся параметры станка, который нужно знать при разработке ТП изготовления данной детали);
- выбрать приспособление, режущий и измерительный инструмент. Привести характеристики указанных средств технологического оснащения;
- определить последовательность обработки поверхностей детали и последовательность действия рабочего обеспечивающего непосредственно выполнение основной технологической работы (приемы, связанные с установкой, креплением, выверкой, раскреплением и снятием детали, приемы измерения детали). Привести последовательность обработки и действия рабочего в хронологической последовательности; определить технологические режимы обработки:
t – глубину резания, мм;
S – подачу, мм/об;
V – скорость резания, м/мин;
Тшт – определить штучное операционное время изготовления детали, мин.
3.2. Определение размеров заготовки
Детали изготавливаются в условиях мелкосерийного производства. В этом случае заготовкой служит стальной круглый прокат. Диаметр и длина заготовки определяется с учетом наибольшего диаметра детали, ее длины и припусков на ее обработку.
Таблица 2
Сортамент стального круглого проката
Диаметр, мм | Масса 1 п. м., кг | Диаметр, мм | Масса 1 п. м., кг | Диаметр, мм | Масса 1 п. м., кг |
1 | 2 | 3 | 4 | 5 | 6 |
12 | 0,895 | 34 | 7,13 | 56 | 19,30 |
13 | 1,04 | 36 | 7,99 | 58 | 20,70 |
14 | 1,21 | 38 | 8,90 | 60 | 22,20 |
15 | 1,39 | 40 | 9,87 | 65 | 26,00 |
17 | 1,78 | 42 | 10,90 | 70 | 30,20 |
20 | 2,47 | 44 | 11,90 | 75 | 34,70 |
22 | 2,98 | 46 | 13,00 | 80 | 39,50 |
25 | 3,85 | 48 | 14,20 | 85 | 44,50 |
27 | 4,50 | 50 | 15,40 | 90 | 49,50 |
30 | 5,55 | 52 | 16,70 | 95 | 55,60 |
32 | 6,31 | 54 | 18,00 | 100 | 61,70 |
Расчетные размеры заготовки определяются по формулам:
![]() =
=![]() + zo; (1)
+ zo; (1)
где ![]() - расчетный диаметр заготовки, мм;
- расчетный диаметр заготовки, мм;
![]() - наибольший диаметр вала, мм;
- наибольший диаметр вала, мм;
zo - общий припуск на диаметр заготовки из проката, мм
![]() =
=![]() +2 zo (2)
+2 zo (2)
![]() - расчетная длина заготовки, мм;
- расчетная длина заготовки, мм;
![]() - наибольшая длина заготовки, мм;
- наибольшая длина заготовки, мм;
2 zo - общий припуск на подрезание торцов, мм.
Величина промежуточных припусков на обработку деталей определяется по таблицам 3 и 4.
Для определения общего припуска обработки поверхностей детали, необходимо определить последовательность их обработки. Последовательность обработки определяется с учетом требований к шероховатости поверхностей. Таблица 4 [1].
При этом следует учесть, что чистовому точению предшествует получистовое, а получистовому – черновое.
Промежуточные припуски на обработку наружных цилиндрических поверхностей определятся по таблице 3, а при обработке торцов – по таблице 4.
Таблица 3
Промежуточные припуски на обработку наружных цилиндрических поверхностей в мм.
Номинальный диаметр, мм | Вид обработки, (точение) | Длина заготовки мм | |||||
до 25 | 25-63 | 63-100 | 100-160 | 160-250 | 250-400 | ||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
10-18 | Черновое | 3,0 | 3,0 | 3,0 | 3,5 | 3,5 | 3,5 |
Получистовое | 1,2 | 1,2 | 1,2 | 1,5 | 1,5 | 1,5 | |
Чистовое | 0,3 | 0,3 | 0,3 | 0,3 | 0,3 | 0,4 | |
18-30 | Черновое | 3,5 | 3,5 | 3,5 | 3,5 | 3,5 | 3,5 |
Получистовое | 1,5 | 1,5 | 1,5 | 1,5 | 1,5 | 1,5 | |
Чистовое | 0,3 | 0,3 | 0,3 | 0,3 | 0,4 | 0,4 | |
30-50 | Черновое | 4,0 | 4,0 | 4,0 | 4,5 | 4,5 | 4,5 |
Получистовое | 1,5 | 1,5 | 1,5 | 1,5 | 1,5 | 2,0 | |
Чистовое | 0,4 | 0,4 | 0,4 | 0,4 | 0,4 | 0,4 | |
50-80 | Черновое | 4,0 | 4,0 | 4,0 | 4,5 | 4,5 | 4,5 |
Получистовое | 1,5 | 1,5 | 1,5 | 1,5 | 1,5 | 2,0 | |
Чистовое | 0,4 | 0,4 | 0,4 | 0,4 | 0,4 | 0,5 |
Таблица 4
Припуски на подрезание торцов, в мм
Диаметр заготовки, мм | Длина заготовки, мм | ||||
до 18 | 18-50 | 50-120 | 120-260 | 260-500 | |
до 30 | 0,4 | 0,5 | 0,7 | 0,8 | 1,0 |
30-50 | 0,5 | 0,5 | 0,7 | 0,8 | 1,0 |
50-120 | 0,6 | 0,7 | 0,8 | 1,0 | 1,2 |
3.3. Разработка технологического маршрута обработки детали
Перед разработкой маршрута следует определить последовательность обработки поверхностей детали, которая обусловлена требованиями к их шероховатости, таблица 4 [1].
Рекомендуется разделить технологический процесс (ТП) изготовления детали на три технологических перехода:
- на первом переходе необходимо произвести черновую подрезку торцов заготовки и их зацентровку, тем самым создаются базы для обработки детали на последующих основных переходах;
- на втором переходе рекомендуется выполнить черновую обработку поверхности всей детали;
- на третьем переходе – получистовую и чистовую.
После определения маршрута обработки детали выбирается оборудование (станок), определяется метод установки и закрепления заготовки, а также выбираются приспособления, режущий и мерительный инструменты.
Длину заготовки можно принять равной длине детали плюс припуски на подрезку торцов. Диаметр заготовки определяется как ближайший большой из сортамента стального круглого проката (таблица 2).
3.4. Выбор и описание оборудования
В данной работе рекомендуется использовать универсальные токарно-винторезные станки, технические характеристики которых приводятся в справочной литературе [2]. Модель станка выбирают с учетом габаритных размеров заготовки. При этом внутренний диаметр шпинделя станка должен быть больше диаметра круглого проката заготовки.
3.5. Выбор и описание режущего инструмента
Выбор режущего инструмента следует начинать с определения марки материала его режущей части по справочной литературе [2]. Рекомендуемое сечение державки 16х20, угол φ 45º для чернового прохода и угол φ 90º для получистового и чистового прохода с уступом. Материал режущей части Т15К6 или Р6М5.
3.6. Выбор измерительных средств
Конкретное средство измерений и условий его применения выбирают сравнением допустимой и предельной погрешности измерения. Результаты измерений признаются достоверными, если предельная погрешность не превышает установленную величину допустимой погрешности измерения. Допустимая погрешность измерения составляет приблизительно 30% от величины допуска на измеряемый размер. Погрешности измерения различными инструментами приводятся в таблице 5.
3.7. Определение режимов резания (таблица 6)
Режимы резания устанавливаются в следующем порядке:
- определяют глубину резания t, мм; для черновой обработки t max= 8-10 мм для получистовой обработки t =0,5-2 мм, для чистового точения t= 0,1- 0,4 мм
- выбирают подачу S, мм/об;
- определяют с учетом выбранного периода стойкости инструмента (принимаем Т=60 мин) скорость резания V, м/мин.
Скорость резания также как мощность определяется аналитическим путем. Их приблизительные значения можно определить по таблицам, что допустимо в данной контрольной работе.
Зацентровку деталей следует производить при скорости резания 12-25 м/мин и подачей 0,03 мм/об. Время на перемещение пиноли задней бабки можно принять равным времени перемещения суппорта станка, мин. (табл. 8).
3.10. Определение трудоемкости технологической операции
Норма времени может устанавливаться на любой объем работы: отдельную операцию, группу операций, законченный комплект работ и т. д. Структуру штучного времени можно представить формулой:
![]() =
=![]() (
(![]() +
+![]() +
+![]() +
+![]() +
+![]() ) (3)
) (3)
где ![]() – число одновременно обрабатываемых деталей;
– число одновременно обрабатываемых деталей;
![]() – основное (машинное время) – часть времени затрачиваемое на количественное (качественное) изменение предметов труда;
– основное (машинное время) – часть времени затрачиваемое на количественное (качественное) изменение предметов труда;
![]() – вспомогательное время, т. е. часть времени на осуществление действий, создающих возможность выполнения основной работы;
– вспомогательное время, т. е. часть времени на осуществление действий, создающих возможность выполнения основной работы;
![]() и
и ![]() – время соответственно технического и организационного обслуживания рабочего времени;
– время соответственно технического и организационного обслуживания рабочего времени;
![]() – время на отдых и личные потребности.
– время на отдых и личные потребности.
Выполняя контрольную работу, при определении ![]() можно воспользоваться упрощенной формулой. Отдельные категории затрат рабочего времени объединяются и формула упрощается:
можно воспользоваться упрощенной формулой. Отдельные категории затрат рабочего времени объединяются и формула упрощается:
![]() =
=![]() *
*![]() (1+
(1+![]() ) (4)
) (4)
где ![]() - оперативное время;
- оперативное время; ![]() =
=![]() +
+![]()
![]() - суммарное время на обслуживание рабочего места, отдых и личные потребности в % оперативного времени. При работе на токарных станках – для единичного и мелкосерийного производства К= 6% [3]
- суммарное время на обслуживание рабочего места, отдых и личные потребности в % оперативного времени. При работе на токарных станках – для единичного и мелкосерийного производства К= 6% [3]
После определения содержания переходов, выбора оборудования, инструментов и режимов резания, нормы времени определяются в такой последовательности:
- на основании выбранных режимов по каждому переходу вычисляется ![]() ;
;
- по содержанию каждого перехода устанавливается необходимый комплекс вспомогательной работы и определяется вспомогательное время ![]() с учетом возможных и целесообразных совмещений и перекрытий.
с учетом возможных и целесообразных совмещений и перекрытий.
Таблица 5.
Предельные погрешности измерения различными измерительными инструментами
Измерительный инструмент | Условия измерения | Предельные погрешности измерения (±), мкм для диапазонов размеров, мм | ||||||||
Наименование | Виды контакта и установки инструмента | 0-25 | 25-50 | 50-75 | 75-100 | 100-125 | 125-150 | 150-175 | 175-200 | 200-250 |
Штангенциркули с отчетом по нониусу 0,05 мм | – | 80 | 80 | 90 | 90 | 100 | 100 | 100 | 100 | 100 |
Штангенциркули с отчетом по нониусу 0,10 мм | – | 150 | 150 | 160 | 170 | 170 | 190 | 190 | 200 | 200 |
Микрометры гладкие, при настройке на нуль по установочной мере | Все виды контактов, микрометр находится в руках | 5,5 | 7,5 | 9,5 | 12 | 14 | 16 | 18 | 22 | 25 |
Таблица 6
Режимы резания при точении конструкционных сталей
Глубина резания t, мм | Подача, S мм/об | Скорость резания, м/мин | |||||||
Т15К10 | Р6М5 | ||||||||
φ = 45º | φ = 90º | φ = 45º | φ = 90º | ||||||
V, м/мин | Np, кВт. | V, м/мин | Np, кВт. | V, м/мин | Np, кВт. | V, м/мин | Np, кВт. | ||
1,0 | 0,15 0,30 0,50 | 203 175 167 | 1,0 1,5 2,4 | 164 141 147 | 0,7 1,1 2,0 | 120 90 65 | 0,8 1,1 1,1 | 79 59 43 | 0,6 0,8 0,8 |
1,5 | 0,15 0,30 0,50 | 190 164 138 | 1,5 2,2 2,7 | 153 133 111 | 1,1 1,6 2,0 | 110 81 58 | 1,2 1,5 1,5 | 72 53 38 | 0,85 1,0 1,1 |
2,0 | 0,20 0,30 0,50 | 173 159 133 | 2,2 2,8 3,6 | 139 128 107 | 1,6 2,0 2,6 | 91 76 55 | 1,6 1,8 1,9 | 60 50 36 | 1,1 1,3 1,3 |
3,0 | 0,20 0,30 0,50 | 162 149 125 | 3,2 4,0 5,1 | 131 120 101 | 2,3 2,9 3,7 | 83 69 49 | 2,2 2,4 2,6 | 54 45 32 | 1,6 1,7 1,8 |
4,0 | 0,30 0,50 1,0 | 143 120 92 | 5,2 6,5 8,7 | 115 97 74 | 3,7 4,7 6,3 | 64 45 36 | 3,0 3,1 4,5 | 42 30 18,5 | 2,1 2,3 2,4 |
6,0 | 0,30 0,50 1,0 | 134 112 86 | 6,4 9,3 12,4 | 108 91 48 | 5,3 6,7 8,9 | 58 42 26 | 4,2 4,3 4,5 | 38 27 11 | 3,0 3,1 3,2 |
8,0 | 0,40 0,30 1,5 | 116 96 68 | 10,7 14,0 18,5 | 86 78 49 | 7,7 10,0 15,0 | 45 31 18,7 | 5,3 5,6 6,0 | 30 20 12,4 | 3,8 3,95 4,3 |
В данной контрольной работе следует разделить вспомогательное время на две части: время ![]() на установку и снятие детали (время, связанное с выполнением всей операции) и время, связанное с переходом
на установку и снятие детали (время, связанное с выполнением всей операции) и время, связанное с переходом ![]() ; а основное время
; а основное время ![]() - определяется по каждому переходу. Тогда последние две категории затрат рабочего времени составят оперативное время на переход. Отсюда для упрощенного нормирования можно установить полную норму на отдельный переход (неполное штучное время):
- определяется по каждому переходу. Тогда последние две категории затрат рабочего времени составят оперативное время на переход. Отсюда для упрощенного нормирования можно установить полную норму на отдельный переход (неполное штучное время):
![]() =(
=(![]() +
+![]() )*(1+
)*(1+![]() ) (5)
) (5)
В этом случае штучное время операции будет равно:
![]() =
=![]() +
+ (6)
(6)
где ![]() = 1, 2, 3…
= 1, 2, 3…![]()
![]() - число переходов в операции
- число переходов в операции
Определение основного времени
![]() =
=![]() (7)
(7)
где ![]() - условная длина обработки;
- условная длина обработки;
![]() - число проходов
- число проходов
![]() - частота вращения детали об/мин;
- частота вращения детали об/мин;
![]() - подача резца, мм/об;
- подача резца, мм/об;
Условная длина обработки определяется по формуле:
![]() =
=![]() +
+![]() +
+![]() (8)
(8)
где ![]() - размер обрабатываемой поверхности детали в направлении
- размер обрабатываемой поверхности детали в направлении
подачи, мм;
![]() - выход (перебег) инструмента (0,52 - 5), мм;
- выход (перебег) инструмента (0,52 - 5), мм;
![]() - величина врезания инструмента, мм;
- величина врезания инструмента, мм;
![]() =
=![]() *
*![]() (9)
(9)
где ![]() - глубина резания, мм;
- глубина резания, мм;
![]() - главный угол в плане (угол между проекцией главной режущей кромки резца на основную плоскость и направлением его подачи), град.
- главный угол в плане (угол между проекцией главной режущей кромки резца на основную плоскость и направлением его подачи), град.
частота вращения детали определяется по формуле:
 (10)
(10)
Определение вспомогательного времени
Вспомогательное время определяется по содержанию каждого перехода по таблицам, 7, 8, 9, 10 извлеченными из общемашиностроительных нормативов.
Таблица 7
Вспомогательное время на установку и снятие детали, мин.
№№ ПП | Способ установки детали | Условия выполнения работы | Масса детали, кг | |||||||
0,25 | 0,5 | 1 | 3 | 5 | 8 | 12 | 20 | |||
1. | В центрах | Без надевания хомутика | 0,16 | 0,17 | 0,18 | 0,20 | 0,24 | 0,26 | 0,29 | 0,34 |
2. | В центрах | С надеванием хомутика | 0,24 | 0,25 | 0,27 | 0,30 | 0,34 | 0,40 | 0,48 | 0,60 |
3. | В центрах с ведущим передним центром | 0,17 | 0,18 | 0,19 | 0,22 | 0,26 | – | – | – | |
4. | В самоцентри-рующем патроне | С креплением ключом, без выверки | 0,16 | 0,17 | 0,18 | 0,19 | 0,22 | 0,26 | 0,32 | 0,39 |
Окончание таблицы 7
5. | В самоцентри-рующем патроне | С креплением ключом. С выверкой по мелу | 0,37 | 0,39 | 0,41 | 0,44 | 0,52 | 0,60 | 0,70 | 0,85 |
6. | В патроне с пневматическим зажимом | 0,10 | 0,11 | 0,12 | 0,13 | 0,14 | 0,16 | 0,19 | 0,24 |
Примечание: Время на переустановку детали принимать равным времени на установку и снятие детали.
Таблица 8
Время на проход при продольной и поперечной обточке, мин.
№№ ПП | Наименование приемов | Высота центров станка в мм | |||
125 | 200 | 300 | 500 | ||
1. | Установка резца на стружку по лимбу с точностью 0,2 мм | 0,15 | 0,17 | 0,20 | 0,28 |
2. | Установка резца по упору или лимбу грубо | 0,13 | 0,15 | 0,18 | 0,24 |
3. | Со взятием одной пробной стружки (JT10-JT11) | 0,37 | 0,40 | 0,46 | 0,57 |
4. | Со взятием двух пробных стружек (JT8-JT9) | 0,78 | 0,81 | 0,89 | 1,05 |
5. | Перемещение суппорта, ручное на расстоянии до 500 мм 1000 мм | 0,02 0,06 | 0,02 0,08 | 0,03 0,12 | 0,06 0,18 |
6. | Изменить частоту вращения шпинделя Изменить величину или направление подачи Сменить резец поворотом резцовой головки | 0,07 0,05 0,07 | 0,07 0,05 0,07 | 0,08 0,06 0,07 | 0,08 0,06 0,08 |
7. | Закрыть или открыть щиток ограждения от стружки Включить или выключить вращение шпинделя | 0,02 0,02 | 0,02 0,02 | 0,03 0,02 | 0,03 0,02 |
При обработке поверхностей JT1-JT9 рекомендуется 100% контроль размеров. При более грубой обработке 60%.
Оперативное время перехода на снятие фасок можно определить по таблице 10.
Таблица 9
Вспомогательное время на контрольные промеры, мин.
№№ ПП | Измерительный инструмент | Точность измерения | Измеряемый диаметр, мм | Измеряемая длина, мм | |||||
50 | 100 | 200 | 300 | 500 | 1000 | ||||
1. | Линейка, метр | 0,06 | 0,07 | 0,08 | 0,09 | 0,10 | 0,13 | ||
2. | Штангенциркуль | 0,05-0,1 | 50 | 0,12 | 0,15 | 0,18 | 0,20 | 0,24 | 0,28 |
3. | Микрометр | 0,01 | 100 | 0,22 | 0,22 | 0,23 | 0,28 | 0,33 | 0,37 |
Таблица 10
Оперативное время на снятие фасок, мин.
Ширина фаски, мм | Диаметр обрабатываемой поверхности | |||||||
50 | 100 | 200 | 300 | 400 | 500 | 600 | 800 | |
2 | 0,14 | 0,18 | 0,20 | 0,20 | 0,20 | 0,30 | 0,30 | 0,40 |
3 | 0,16 | 0,20 | 0,30 | 0,30 | 0,30 | 0,40 | 0,40 | 0,40 |
Список литературы
1. Справочник технолога-машиностроителя т 1/под. ред. и
– М.: Машиностроение, 1986. – 656 с.
2. Справочник технолога-машиностроителя т 2/под. ред. и
– М.: Машиностроение, 1986. – 496 с.
3. Зуев машиностроения – СПб.: Издательство «Лань»,
2003. – 496 с.
Приложение А
Варианты заданий
№ вариан- тов | Диаметр детали, мм | Линейные размеры, мм | Марка стали | ||||
d1 | d2 | d3 | l1 | L | l3 | ||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
1 | 14js8 | 18d11 | 12 | 44 | 136 | 50 | 45 |
2 | 16 | 20js8 | 14b12 | 46 | 140 | 52 | 08 |
3 | 18d11 | 22 | 16ls8 | 50 | 140 | 60 | 10 |
4 | 18e8 | 24b12 | 16 | 54 | 160 | 70 | 15 |
5 | 20b12 | 26e8 | 20 | 58 | 160 | 78 | 20 |
6 | 22 | 30d11 | 22e8 | 62 | 180 | 86 | 25 |
7 | 24js9 | 32 | 22b12 | 64 | 180 | 92 | 30 |
8 | 26d11 | 34js7 | 22 | 66 | 200 | 100 | 35 |
9 | 28 | 36d11 | 24js7 | 72 | 200 | 106 | 40 |
10 | 30d9 | 38b12 | 24 | 54 | 240 | 114 | 45 |
11 | 32b12 | 40d9 | 26 | 76 | 240 | 116 | 50 |
12 | 34js7 | 42 | 26b11 | 80 | 260 | 120 | 55 |
13 | 36 | 44d11 | 26d9 | 82 | 260 | 126 | 60 |
14 | 40d11 | 48js7 | 30 | 88 | 280 | 132 | 70 |
15 | 38b12 | 46 | 30js7 | 84 | 280 | 128 | 65 |
16 | 42e8 | 50d11 | 34 | 90 | 300 | 128 | 75 |
17 | 44 | 52e8 | 34e8 | 92 | 300 | 140 | 80 |
18 | 46b12 | 54 | 34e8 | 99 | 320 | 146 | 85 |
19 | 48js7 | 56b12 | 38 | 98 | 320 | 150 | 45 |
20 | 52 | 60d11 | 40js7 | 92 | 360 | 154 | 85 |
21 | 50b12 | 58 | 38js7 | 100 | 340 | 158 | 80 |
22 | 54d9 | 62b12 | 40 | 102 | 360 | 160 | 75 |
23 | 58 | 66d9 | 46b11 | 110 | 380 | 166 | 70 |
24 | 56d11 | 64 | 40d9 | 108 | 380 | 168 | 65 |
25 | 60js8 | 68b12 | 46 | 112 | 400 | 172 | 60 |
26 | 62 | 70js7 | 46d11 | 114 | 420 | 178 | 55 |
27 | 64b12 | 72 | 50js7 | 118 | 420 | 180 | 50 |
28 | 66e8 | 74d11 | 50 | 120 | 460 | 186 | 45 |
29 | 68 | 76e8 | 50b12 | 124 | 460 | 190 | 40 |
30 | 70d11 | 78 | 50e8 | 128 | 480 | 196 | 35 |
31 | 72js7 | 80d11 | 54 | 132 | 480 | 200 | 30 |
32 | 15b12 | 20js7 | 14 | 45 | 150 | 54 | 45 |
33 | 17d11 | 22 | 15js7 | 50 | 155 | 56 | 08 |
34 | 14b12 | 18 | 12d9 | 44 | 136 | 50 | 45 |
35 | 16d9 | 20b12 | 14 | 46 | 140 | 52 | 08 |
36 | 18js7 | 22 | 16d11 | 50 | 140 | 61 | 10 |
Продолжение таблицы 6
№ | d1 | d2 | d3 | l1 | L | l3 | марка стали |
37 | 18d11 | 24js8 | 16 | 54 | 160 | 70 | 15 |
38 | 20b12 | 26 | 20js8 | 58 | 169 | 77 | 20 |
39 | 22e8 | 30b12 | 22 | 62 | 180 | 85 | 25 |
40 | 24 | 32e8 | 22b12 | 64 | 180 | 92 | 30 |
41 | 26d11 | 34 | 22e8 | 66 | 200 | 99 | 35 |
42 | 28js9 | 36d11 | 24 | 72 | 200 | 105 | 40 |
43 | 30b12 | 38js9 | 24 | 54 | 240 | 113 | 45 |
44 | 32 | 40b12 | 26js9 | 80 | 260 | 121 | 55 |
45 | 34d9 | 42d11 | 26 | 80 | 260 | 121 | 55 |
46 | 36 | 44d9 | 26b12 | 82 | 260 | 125 | 60 |
47 | 40b12 | 48 | 30d9 | 88 | 280 | 133 | 70 |
48 | 68js7 | 46d11 | 30 | 84 | 280 | 129 | 65 |
49 | 42 | 50js8 | 34d11 | 90 | 300 | 127 | 75 |
50 | 44b12 | 52 | 34js8 | 92 | 300 | 141 | 80 |
51 | 46e8 | 54b12 | 34 | 94 | 320 | 145 | 85 |
52 | 48 | 56e87 | 38d11 | 99 | 320 | 149 | 45 |
53 | 52d11 | 60 | 40e8 | 92 | 360 | 153 | 85 |
54 | 50js9 | 58b12 | 38 | 100 | 340 | 157 | 80 |
55 | 54b12 | 62js9 | 40 | 102 | 360 | 161 | 75 |
56 | 58d11 | 66 | 46js9 | 110 | 380 | 166 | 70 |
57 | 56d9 | 64b12 | 40 | 108 | 308 | 169 | 65 |
58 | 60b12 | 68d9 | 46 | 112 | 400 | 173 | 60 |
59 | 62 | 70d11 | 46js9 | 114 | 420 | 177 | 55 |
60 | 70js8 | 62d11 | 46 | 118 | 420 | 177 | 55 |
61 | 72 | 64js8 | 50b12 | 118 | 420 | 181 | 50 |
62 | 74b12 | 66 | 50js8 | 120 | 460 | 185 | 45 |
63 | 76e8 | 68d11 | 50 | 124 | 460 | 190 | 40 |
64 | 78 | 70e8 | 50d11 | 128 | 480 | 195 | 35 |
65 | 80b12 | 72 | 54e8 | 132 | 480 | 199 | 30 |
66 | 20js9 | 15b12 | 14 | 45 | 150 | 54 | 45 |
67 | 22d11 | 17js9 | 15 | 50 | 155 | 55 | 08 |
68 | 52 | 46d11 | 32js9 | 90 | 300 | 128 | 75 |
69 | 58d9 | 48b12 | 38 | 100 | 320 | 150 | 45 |
70 | 64 | 58d9 | 46d9 | 110 | 380 | 160 | 70 |
71 | 66d11 | 68 | 46d9 | 100 | 380 | 165 | 65 |
72 | 18js8 | 14b12 | 12 | 46 | 136 | 50 | 45 |
73 | 20 | 16js8 | 14b12 | 44 | 140 | 52 | 08 |
74 | 22d11 | 18b12 | 16 | 50 | 140 | 60 | 10 |
Окончание таблицы 6
№ | d1 | d2 | d3 | l1 | L | l3 | марка стали |
75 | 24 | 18js8 | 16b12 | 54 | 160 | 70 | 15 |
76 | 26b12 | 20e9 | 20 | 58 | 160 | 78 | 20 |
77 | 30e8 | 22 | 22d11 | 62 | 180 | 86 | 25 |
78 | 32js8 | 24d11 | 22 | 64 | 180 | 92 | 30 |
79 | 34 | 26js8 | 22b12 | 66 | 200 | 100 | 35 |
80 | 36d11 | 28 | 24js8 | 72 | 200 | 106 | 40 |
81 | 38 | 30b12 | 24e8 | 54 | 240 | 114 | 45 |
82 | 40b12 | 32e8 | 26 | 76 | 240 | 116 | 50 |
83 | 42e8 | 34 | 26d11 | 80 | 260 | 120 | 55 |
84 | 44js9 | 36d11 | 26 | 82 | 260 | 126 | 60 |
85 | 48 | 40js9 | 30b12 | 88 | 280 | 132 | 70 |
86 | 46b12 | 38 | 30js9 | 84 | 280 | 128 | 65 |
87 | 50d9 | 42d11 | 34 | 90 | 300 | 128 | 75 |
88 | 52 | 44d9 | 34d11 | 92 | 300 | 140 | 80 |
89 | 54d11 | 46 | 34d9 | 94 | 320 | 146 | 85 |
90 | 56js8 | 48b12 | 38 | 98 | 320 | 150 | 45 |
91 | 60 | 52js8 | 40b12 | 92 | 360 | 154 | 85 |
92 | 58d11 | 50 | 38js8 | 100 | 340 | 158 | 80 |
93 | 62e8 | 54d11 | 40 | 102 | 360 | 160 | 75 |
94 | 66 | 58e8 | 46b12 | 110 | 380 | 166 | 70 |
95 | 64b12 | 56 | 40e8 | 108 | 380 | 168 | 65 |
96 | 68js9 | 60d11 | 46 | 112 | 400 | 172 | 60 |
97 | 70 | 62js9 | 46d11 | 114 | 420 | 178 | 55 |
98 | 72 | 64b12 | 50js9 | 118 | 420 | 180 | 50 |
99 | 74d9 | 66 | 50b12 | 120 | 460 | 186 | 45 |
100 | 76d11 | 68d9 | 50 | 124 | 460 | 190 | 40 |
Приложение Б
Эскиз детали
![]()
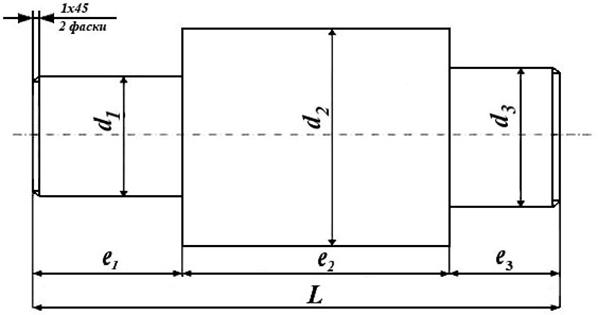
1. Неуказанные предельные отклонения диаметров по h14
2. Отклонения линейных размеров ±![]()
![]()
![]() 3. Шероховатость поверхностей IT8–IT9 - ; IT11-IT12 -
3. Шероховатость поверхностей IT8–IT9 - ; IT11-IT12 -
