


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Федеральное государственное образовательное учреждение
среднего профессионального образования
«Ульяновский электромеханический колледж»
УТВЕРЖДАЮ
Зам. директора по УР
_______
«____»________ 2009
М Е Т О Д И Ч Е С К И Е У К А З А Н И Я
по выполнению лабораторных работ
по дисциплине «Метрология, стандартизация и сертификация»
для студентов специальностей 150410
Для всех форм обучения
Согласовано: Разработал
Председатель ПЦК 150410 преподаватель:
___________ ________
«___»______________ 2009 «___»__________2009
Ульяновск 2009
Методические указания разработаны в соответствии с рабочей программой учебной дисциплины «Метрология, стандартизация и сертификация» для специальностей 151001 «Технология машиностроения», 150410 «Производство изделий на автоматических роторных и роторно-конвейерных линиях».
В методических указаниях приведены теоретические сведения по назначению и применению измерительных средств, а также рекомендации по выполнению лабораторных работ.
В результате выполнения лабораторных работ студент должен получить практический навык использования средств измерений, применяемых в машиностроении.
Методические указания предназначены для студентов машиностроительных специальностей колледжа, изучающих дисциплину «Метрология, стандартизация и сертификация».
Лабораторная работа № 1
Тема «Концевые плоскопараллельные меры длины»
1 Цель работы:
1.1 Ознакомиться с набором концевых плоскопараллельных мер длины.
1.2 Научиться рассчитывать и собирать блоки концевых мер длины.
2 Задание
2.1 Рассчитать блок плиток для контроля износа калибра-скобы.
2.2 Графически изобразить блок плиток.
3 Теоретические сведения
Концевые меры длины – это однозначные меры, размер которых образован противоположными измерительными поверхностями. В машиностроении наибольшее распространение получили плоскопараллельные концевые меры длины (КМД) или плитки.
Особенность КМД заключается в том, что их противоположные измерительные грани расположены на исключительно точном расстоянии и имеют высокую плоскостность и обладают весьма малой шероховатостью. Эти свойства обеспечивают одинаковое для данной меры расстояние между измерительными поверхностями в любом месте, т. е. длины перпендикуляров (рабочий размер плитки), опущенных из любой точки одной измерительной поверхности на другую, одинаковы у данной меры (рисунок 1).
Рабочим размером плиток является их срединная длина, равная высоте перпендикуляра АВ, опущенного из середины верхней измерительной плоскости на плоскость Q, к которой плитка притерта своей противоположной измерительной плоскостью. Таким образом, номинальное значение измерительного размера плиток L = АВ.
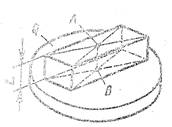
Рисунок 1 – Плитка из набора КМД
Конструкция всех КМД практически одинакова – это пластины с двумя противоположными плоскопараллельными измерительными поверхностями. КМД выпускаются размерами от 0,1 до 1000 мм:
- от 0,1 до 100 мм изготовляют цельными;
- свыше 100 мм – с двумя отверстиями для соединения стяжками.
Материалом для изготовления КМД служат стали и твердые сплавы. Износостойкость концевых твердосплавных мер в десятки раз выше износостойкости стальных мер.
Точность плиток определяется точностью изготовления (значением допуска) и точностью аттестации (предельной погрешностью определения действительных размеров плиток при аттестации). Плитки подразделяют:
- по точности изготовления на четыре класса (в порядке убывания точности) 0, 1, 2, 3; для мер, находящихся в эксплуатации, устанавливают дополнительные классы 4 и 5;
- по точности аттестации на пять разрядов (в порядке убывания точности 1, 2, 3, 4, 5).
Концевые меры поставляются в специальных футлярах в виде наборов. Выпускают наборы из 116, 87, 42 и менее плиток с разными измерительными размерами.

Рисунок 2 – Набор плиток
Аттестация плиток по разрядам способствует повышению точности измерений. Плитки наивысшей точности имеются в лабораториях Федерального агентства по техническому регулированию и метрологии РФ. На заводах в зависимости от точности выпускаемых изделий имеются плитки от 2 или 3 до 5 разрядов.
Плоскопараллельные концевые меры длины являются основным средством обеспечения единства мер в машиностроении. Они служат для передачи линейного размера от эталона до изделий в производстве и обеспечивают хранение единицы длины на предприятиях. Применяются для градуировки измерительных приборов и инструментов, а также для точных измерений, разметочных работ, наладки станков.
Для получения заданных размеров из плиток составляют блоки путем взаимной притирки нескольких плиток (рекомендуется не более четырех). Например, на рисунке 3 показан блок из четырех плиток, образующий размер 17,105 мм. Крайние две тонкие плитки предохраняют от повреждения внешние измерительные плоскости блока. Для измерения высоты или глубины пазов, наружных размеров, выполнения разметки и в других случаях плитки используют с различными приспособлениями (державки, боковины, центры и пр.)
Процесс притирки показан на рисунке 4. Хорошая притираемость плиток объясняется силами молекулярного сцепления, возникающими благодаря высокой чистоте обработки и покрытию измерительных плоскостей тончайшей (не более 0,2мкм) пленкой смазки. Притертые плитки настолько надежно сцепляются, что разъединить их можно только с помощью сдвигающих усилий.

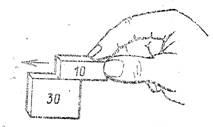
Рисунок 3 – Блок из четырех плиток Рисунок 4 – Процесс притирки плиток
Правило составления блоков
Рассмотрим правило на примере составления блока по размеру
17, 105 мм.
Первая плитка всегда должна содержать последнюю цифру заданного размера. Выбираем первую плитку из микронного набора с размером 1,005 мм. Вычитаем из размера 17,105 размер 1,005, получаем остаток 16,1 мм.
Вторую плитку выбираем из основного набора также со значением последней цифры предыдущего остатка, т. е. 1,1 мм. Следующий остаток равен 15 мм.
Третья и четвертая плитки должны иметь размеры 5 и 10 мм.
17,105
-1,005 - 1 плитка
16,1
-1,1 - 2 плитка
15
-5 - 3 плитка
10
-10 - 4 плитка
0
Применение плоскопараллельных концевых мер
При проверке скобы блок концевых мер требуемого размера вводят между проверяемыми плоскостями и проверяют плотность сопряжения. При наличии зазора или чрезмерно плотного соединения изменяется размер блока мер и проверка производится повторно. Действительным размером скобы будет являться тот блок, который удерживается собственной массой, но при уменьшении на 1 мкм выпадает.
При проверке инструментальной погрешности микрометра сопоставляют его показания с размерами блоков мер.
При определении линейных размеров малых зазоров используют метод световой щели, сравнивая определяемые величины с образцами просвета. Если источник освещения расположен сзади щели, невооруженным глазом можно определить величину 0,,002 мм.

Рисунок 5 – Применение концевых мер длины
4 Методические указания по выполнению практической работы
4.1 Из практической работы № 5 выписываем размер проходного изношенного калибра-скобы. Этот размер для калибров с квалитетами с 6 по 14 необходимо округлить размер до числа, кратного 0,5 мкм.
4.2 Применяя правило составления блоков, подбираем плитки из предложенного набора и оформляем расчет, как указано в примере на размер 17,105 мм.
4.3 Графически изображаем блок собранных плиток.
4.4 Делаем вывод об использовании собранного блока плиток по отношению к калибру-скобе.
5 Содержание отчета
5.1 Номер практической работы и ее наименование.
5.2 Цель работы.
5.3 Краткие теоретические сведения о КМД (понятие, назначение, материал изготовления, правило составления блоков).
5.4 Составление блока плиток на размер изношенного калибра-скобы (расчет, графическая схема плиток).
5.5 Вывод.
Лабораторная работа № 2
Тема «Измерение размеров гладким микрометром»
1 Цель работы:
1.1 Изучить конструкцию гладкого микрометра.
1.2 Освоить приёмы измерения размеров деталей микрометром.
2 Задание
2.1 Ознакомиться с теоретическими сведениями.
2.2 Изучить конструкцию микрометра.
2.3 Произвести измерение детали.
2.4 Оформить отчет.
2.5 Сделать вывод
3 Теоретические сведения
Гладким микрометром называется средство для измерения наружных линейных размеров, основанием которого является скоба 1, а преобразующим устройством служит винтовая пара, состоящая из микрометрического винта 3 и микрометрической гайки, укрепленной внутри стебля 5. Принцип действия этих инструментов основан на использовании винтовой пары для преобразования вращательного движения микровинта в поступательное. Конструкция микрометра показана на рисунке 1.
В скобу 1 запрессованы неподвижная пятка 2 и стебель 5. Внутри стебля 5 с одной стороны имеется микрометрическая резьба с шагом 0,5 мм, а с другой – гладкое цилиндрическое отверстие, обеспечивающее точное направление перемещения винта 3. Измеряемую деталь охватывают торцевыми измерительными поверхностями микровинта 3 и пятки 2. На винт насажен барабан 6, соединенный с трещоткой 7. Чтобы приблизить микровинт 3 к пятке 2, вращают барабан 6 или трещотку 7 по часовой стрелке (от себя). Закрепляют микровинт в требуемом положении стопором 4. Трещотка имеет на торце односторонние зубья, к которым пружиной прижимается штифт, обеспечивающий постоянное усилие измерения. Стопор 4 служит для закрепления винта в нужном положении.
Трещотка необходима для ограничения измерительного усилия. При плотном соприкосновении измерительных поверхностей микрометра с поверхностью измеряемой детали трещотка начинает проворачиваться с легким треском, при этом вращение микровинта следует прекратить.
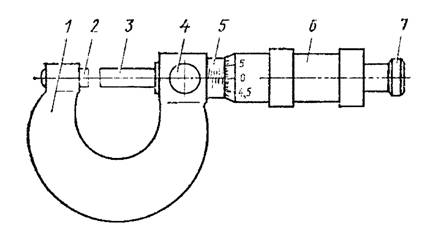
Рисунок 1 – Конструкция микрометра
Отсчетное устройство микрометрических инструментов состоит из двух шкал: продольной 1 и круговой 2 (рисунок 2). Продольная шкала имеет два ряда штрихов, расположенных по обе стороны горизонтальной линии и сдвинутых один относительно другого на 0,5 мм. Оба ряда штрихов образуют одну продольную шкалу с ценой деления 0,5 мм, равной шагу микровинта. Круговая шкала имеет 50 делений. По продольной шкале отсчитывают целые миллиметры и 0,5 мм, по круговой – десятые и сотые доли миллиметров. Пример отсчета приведен на рисунке 2.
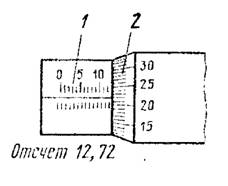
Рисунок 2 – Получение результата измерения по шкале стебля и шкале барабана
Основные параметры гладкого микрометра типа МК:
Диапазоны измерения, мм ……0-25; 25-50; и т. д. через каждые 25 мм до 275-300; а также 300-400; 400-500, 500-600.
Цена деления шкалы барабана, мм………………………………… 0,01.
Цена деления шкалы стебля, мм……………………………………...0,5.
Предельная погрешность микрометров зависит от верхних пределов измерения и может составлять от ![]() 3 мкм ( для микрометров 0-25 мм) до
3 мкм ( для микрометров 0-25 мм) до ![]() 50 мкм (для микрометров с пределом измерения 400-500мм).
50 мкм (для микрометров с пределом измерения 400-500мм).
Для установки на ноль все микрометры, кроме микрометра с диапазоном 0…25 мм, снабжены установочными мерами, размер которых равен нижнему пределу измерения данного микрометра.
4 Методические указания по выполнению работы
4.1 В практической работе привести рисунок микрометра и указать все составные элементы (рисунок 1), а также данные микрометра (тип, пределы измерения, цена деления шкалы стебля, цена деления шкалы барабана, предельная погрешность).
4.2 Выполнить эскиз детали, указать все размерные линии на элементы, которые можно измерить микрометром.
4.3 Измерить микрометром размеры детали и нанести размерные числа на эскиз детали.
4.4 По одному из измеренных размеров привести эскиз продольной и круговой шкалы на момент измерения (аналогично рисунку 2).
4.5 Сделать вывод о возможностях микрометра.
5 Содержание отчета
5.1 Номер практической работы и ее наименование.
5.2 Цель работы.
5.3 Эскиз микрометра с указанием составных частей и описанием принципа работы.
5.4 Эскиз детали с указанием размеров, измеренных микрометром.
5.5 Эскиз положения продольной и круговой шкалы на момент измерения одного из размеров детали.
5.6 Вывод.
Лабораторная работа № 3
Тема «Измерение размеров штангенциркулем»
1 Цель работы
1.1 Изучить конструкцию штангенциркуля.
1.2 Научиться измерять размеры деталей с помощью штангенциркуля.
2 Задание
2.1 Ознакомиться с теоретическими сведениями.
2.2 Изучить конструкцию штангенциркуля.
2.3 Произвести измерение детали.
2.4 Оформить отчет.
2.5 Сделать вывод.
3 Теоретические сведения
Штангенциркулем (рисунок 1) называется средство для измерения линейных размеров, которое представляет собой штангу 4, на которой нанесена шкала 6 с ценой деления 1 мм, по штанге 4 передвигается рамка 2 со вспомогательной шкалой-нониусом 7. Штангенциркуль снабжен губками для наружных измерений 8 и для внутренних измерений 1, а также зажимом 3. К рамке 2 прикреплена линейка глубиномера 5.
Нониус 7 является вспомогательной шкалой, позволяющей отсчитывать доли деления шкалы штанги. Он нанесен на скошенной поверхности рамки или отдельной пластинки, укрепленной в окне рамки.
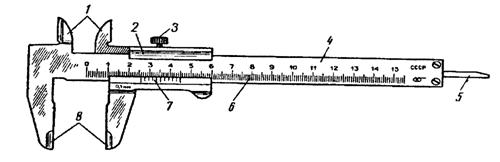
1 — губки для внутренних измерений, 2 — рамка, З — зажим рамки, 4—штанга, 5—линейка глубиномера, 6— шкала штанги, 7— нониус,
8— губки для наружных измерений
Рисунок 1 – Штангенциркуль ШЦ-1
Основные параметры штангенциркуля ЩЦ – 1:
Пределы измерения, мм ……….…..……
Цена деления нониуса, мм …………………..0,1
При измерении незакрепленной детали левая рука должна находиться за губками и захватывать деталь недалеко от губок; правой рукой поддерживают штангу, при этом большим пальцем этой руки перемещают рамку до соприкосновения с проверяемой поверхностью, не допуская перекоса губок и добиваясь нормального измерительного усилия.
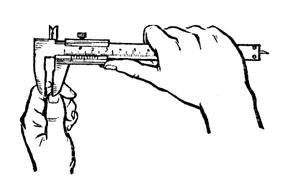
Рисунок 2 – Положение рук относительно штангенциркуля и детали, незакрепленной в приспособлении
Закрепление рамки надо производить большим и указательным пальцами правой руки, поддерживая штангу остальными пальцами этой руки; левая рука при этом должна поддерживать гайку фиксирующего винта штанги.
Порядок отсчета показаний штангенциркуля по шкалам штанги и нониуса:
1) определить число целых миллиметров, для этого находят на шкале штанги штрих, ближайший слева к нулевому штриху нониусу, и запоминают его числовое значение (на рисунке 3 – это значение 7 мм);
2) определяют доли миллиметра, для этого на шкале нониуса находят штрих, ближайший к нулевому делению и совпадающий со штрихом шкалы штанги (на рисунке 3 такой штрих нониуса имеет номер 7), и умножают его порядковый номер на цену деления (0,1 мм) нониуса;
3) подсчитывают полную величину показания штангенциркуля, для этого складывают число целых миллиметров и долей миллиметра (на рисунке 3 полная величина показания равна 7,7 мм).
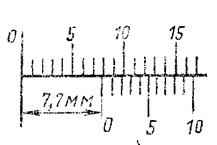
7мм + 7 х (0,1)мм = 7,7 мм
Рисунок 3 – Пример отсчета
При чтении показаний штангенциркуль следует держать прямо перед глазами. Если смотреть на показания сбоку, это приведет к неправильным результатам измерений.
4 Методические указания
4.1 Выполнить эскиз штангенциркуля, указать позиции всех составных частей.
4.2 Выполнить эскиз детали, нанести размерные линии.
3.2 Измерить размеры детали с помощью штангенциркуля и нанести размерные числа.
3.3 Выполнить эскиз шкалы и положения нониуса на момент измерения одного из размеров детали (аналогично рисунку 3).
3.4 Сделать вывод.
5 Содержание отчета
5.1 Номер практической работы и ее наименование.
5.2 Цель работы.
5.3 Эскиз штангенциркуля.
5.4 Эскиз детали с указанием размеров, измеренных штангенциркулем.
5.5 Эскиз положения шкалы и нониуса на момент измерения одного из размеров детали.
5.6 Вывод.
Литература
Козловский стандартизации, допуски и технические измерения: Учебник для учащихся техникумов, -2-е изд., перераб. и доп. – М.:Машиностроение, 1982
Никитин и средства измерений, испытаний и контроля. – Учебное пособие, - Оренбург ГОУ ОГУ, 2004
Сидорова указания по выполнению практических и лабораторных работ по дисциплине «Метрология, стандартизация и сертификация»
