
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Содержание:
Раздел №1 “ Монтажные работы “
1.  Подготовительные работы.
Подготовительные работы.
1.1. Назначение, устройство оборудования.
1.2. Приёмка оборудования.
1.3. Приёмка фундамента.
2. Технологическая часть.
2.1. Последовательность монтажа.
2.2. Испытание.
3. Техника безопасности при монтаже.
Раздел №2 “ Сварочные работы “
1. Характеристика сварочного узла.
2. Рабочее место.
3. Выбор режима сварки, источника питания.
4. Техника выполнения, контроль.
5. Дефекты швов.
6. Техника безопасности при сварке.
7. Литература.
1.  Подготовительные работы.
Подготовительные работы.
1.1. Назначение и устройство оборудования.
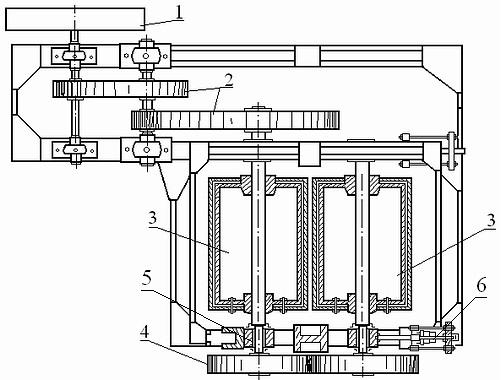 рис 1 дробилка.
рис 1 дробилка.
1 приводной шкив. 4 шестерня.
2 зубчатые передачи. 5 подшипники.
3 валки. 6 пружина.
Валковую дробилку в основном применяют в качестве машины второго помола, то есть после предварительного дробления материала щековой или консольной дробилок. Также валковую дробилку применяют для измельчения глины. Процесс дробления в валковой дробилки сводиться к следующему: материал загружается на два параллельных валка, вращающихся навстречу один к другому, материал затягивается в промежуток между волками и подвергается дроблению.
Механические данные и размеры валковой дробилки DГ200x125:
Диаметр валков 400мм.
Длина валков 250мм.
Частота вращения валков 20 об/мин.
Степень измельчения 4
Производительность 16000кг/ч
Установочная мощность 8кВт
Крупность погружения кусков 20мм.
Крупность готового продукта 5мм.
Материал дробления - средней плотности
Габаритные размеры
Ширина 1434мм.
Высота 855мм.
Длинна 2390мм
Масса дробилки 2200кг.
1.2. Приёмка оборудования.
Приёмку ведём согласно СНиП “технологическое оборудование и технологические трубопроводы”.
Оборудование поступает в виде двух рам, на одной из них собраны валки с шестернями, на второй зубчатая передача со шкивом. При приёмке производим внешний осмотр: отсутствие видимых дефектов, наличие консервирующих элементов, наличие комплектующих элементов.
Производим расконсервацию оборудования, поступавшего в монтаж, на специальном стенде. Разбираем валковую дробилку на детали, снимаем консервирующие масла. Производим измерение геометрических параметров, после сборки дробилки.
Оборудование должно поступать в полной заводской готовности, прошедшее контрольную сборку, испытание, с приспособлениями для монтажа и сварки.
Документация, которая передаётся монтажной организации, должна содержать: сведения об условиях работы аппарата; указания о способах и параметрах испытания аппарата при сдачи его в эксплуатацию; данные о материале прокладок и уплотнительных набивок; сертификацию деталей с указанием массы, материала и ссылки на ГОСТ (для стандартных деталей); сведения о футеровки аппарата или нанесении другого защитного слоя; указание о средствах крепления при его установке в проектное положение.
Составляем акт приёмки-сдачи оборудования в монтаж, подписанный тремя представителями: завода-изготовителя, заказчика и монтажной организации.
1.3 Приёмка фундамента.
Приёмку фундамента ведём согласно СНиП 30505![]() -84 и РП.
-84 и РП.
При приёмке проводим внешний осмотр фундамента:
Отсутствие сколов, трещин, оголённой арматуры, наличие фундаментных болтов, качество резьбы на болтах, проверяем оси фундамента, геометрические размеры фундамента, расстояние между болтами, высотные отметки. Полученные размеры должны быть в пределе допустимых.
Допустимые отклонения в плане (мм):
По основным размерам в плане. +30
По высотным отметкам поверхности
Фундамента без учёта высоты подливки. -30
По размерам уступов в плане -20
По осям фундаментных болтов в плане +20
По отметкам верхних торцов фундамент-
ных болтов +20
По высотным отметкам реперов +0,5
По окончании приёмки фундамента составляем акт приёмки – сдачи фундамента под монтаж валковой дробилки DГ200x125, подписанный тремя представителями: от заказчика, от строительной организации и от монтажной организации.
2. Технологическая часть.
2.1. Последовательность монтажа.
Принятые в монтаж узлы валковой дробилки DГ200х125 собираем на общей раме. При сборки проводим ревизию подшипников, проверка прилегания вкладышей подшипников к шейкам волов, проверяем направляющие для передвижения подшипников ведомого валка, а также проверяем зубчатые передачи.
Сборку валковой DГ200х125 производим при помощи 3-5 тонного автомобильного крана непосредственно на фундаментных клиньях или клиновых домкратах, устанавливаемых на фундаменте. Дробилку стропуем, за места указанные в рабочем чертеже, и поднимаем на высоту 200-300мм для проверки стропов и правильности строповки. Затем поднимаем на высоту указанную в рабочем чертеже, и заводим над фундаментом на высоте 500мм, опускаем дробилку на клинья. Правильность установки валковой дробилки проверяем относительно продольной и поперечной осей. Разбивочные оси (струны) натягиваем над фундаментом дробилки, с каждой струны опускаем по два отвеса. Дробилка должна быть выставлена так, чтобы отвесы с поперечной оси совпадали с обеих сторон с центрами вала ведущего валка, а отвесы с продольной оси совпадали с серединой валков.
Горизонтальность рамы проверяем двумя рамными уровнями, устанавливаемых во взаимно-перпендикулярных направлениях – на шейку вала ведущего зубчатого колеса и на обратную поверхность рамы. Положение рамы контролируем монтажными клиньями.
Выверенная валковая дробилка DГ200х125 и её анкерные болты подливаются бетонной смесью и выдерживаются до приобретения смесью достаточной прочности, после чего производиться затяжка анкерных болтов и вторичная выверка горизонтальности валков. Для исправления возможных отклонений под нижние крышки подшипников укладываем металлические прокладки.
Электродвигатель и ограждения всех открытых вращающихся узлов устанавливаем после выверки дробилки.
2.2. Испытание.
Испытание проводим согласно СНиП “технологическое оборудование и технологические трубопроводы” и паспорта.
Смонтированное оборудование подвергаем испытаниям: на плотность и прочность (зубчатых передач, резьбовых соединений и уплотнений, а так же систем смазки и охлаждения); испытание в холостую; испытание под нагрузкой.
Перед пуском проверяем натяжение пружины оттяжной штанги, приводных ремней и зазоры по вкладышам подшипников валков. Первые провороты главного вала производим, при помощи лебедки не включая электродвигатель. Холостую обкатку дробилки производим в течении 8 часов. При удовлетворительных результатах обкатки монтируем технологические металлоконструкции – бункера, транспортеры подающие и принимающие материал.
При обкатке под нагрузкой рабочие параметры (давлении, мощность и т. д.) повышаем постепенно. При обнаружении неполадок, ремонт выполняем только при полной остановки. Так же производим непрерывное испытание на рабочих режимах в течении 2 часов.
После испытания под нагрузкой проверяем затяжку гаек фундаментных болтов.
Результаты испытания валковой дробилки DГ200х125 оформляем актом.
3. Техника безопасности при монтаже.
по СНиП 12.03-2001 и ППР.
К монтажу допускаются лица достигшие 18 летия и прошедшие медицинский осмотр и вводный инструктаж по технике безопасности.
На монтажной площадке не должно находиться лишних предметов, людей, взрыво - и пожароопасных материалов. Не должны проводиться какие-либо другие работы.
Рабочие должны быть снабжены монтажными поясами, касками, и всем необходимым исправным инструментом.
При монтаже обязательно нужно делать контрольный подъём для проверки строповки, прочности стропов, устойчивости крана. Нельзя допускать изгиба стропов.
Во время испытания, при обнаружении неполадок, неисправности исправлять только при полной остановки оборудования.
К монтажу и испытаниям допускаются только лица достигшие 18 лет, прошедшие инструктаж по технике безопасности и медицинский осмотр.
В монтаж допускается оборудование прошедшее технический осмотр и испытания.
Монтажная площадка должна быть ограждена, должны быть поставлены знаки показывающие въезд и выезд транспорта, места входа и выхода с территории, перед въездом указывается план рабочей зоны.
Проходы не должны загораживаться, должен быть свободный доступ к пожарным кранам, рукавам, огнетушителям и к ящикам с песком.
Перед началом работ на высоте всех знакомят с характером работы, состоянием рабочего места, безопасным видам подъёма и спуска.
Раздел №2 «Сварочные работы».
1. Характеристика сварочного узла.
Ведём сварку загрузочной воронки по ГОСТ “ручная дуговая сварка; сварные соединения под острыми и тупыми углами”. Загрузочная воронка предназначена для того, чтобы при загрузке сырья – материал попадал непосредственно в дробилку.
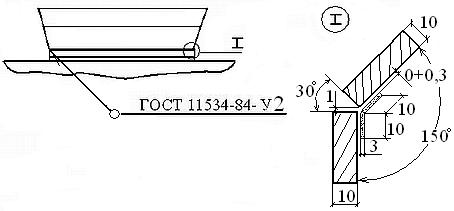
Рис 2 Сварочный узел.
Марку стали выбираем в зависимости от прочности и свариваемости металла.
Марка стали Ст3Гпс.
2. Рабочее место.
Сварочный пост – место работы сварщика.
Для эффективной работы сварщика, его нужно снабдить всеми необходимыми инструментами и приспособлениями. У сварщика должны быть: спецодежда, сварочный щиток, молоток для отбивки шлака, зубило для вырубания дефектов шва, металлическая щётка, электроды, ящик для огарков, специальная сумка для электродов. По требованиям техники безопасности на рабочем месте должен находиться огнетушитель, ящик с песком или другим инвентарем.
На рабочем месте должно находиться следующее оборудование:
1 Источник питания. 6 Стул.
2 Сеть. 7 Электроды.
3 Сварочные провода. 8 Заземление.
4 Держатель. 9 Вентиляция.
5 Стол. 10 Ограждение.
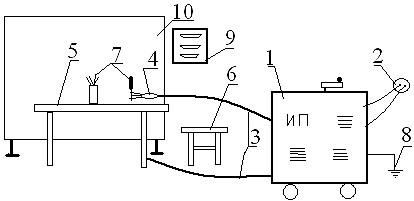 рис 2 Сварочный пост.
рис 2 Сварочный пост.
3. Выбор режима сварки, источника питания.
Выбираем диаметр электрода по таблице:
Толщина металла | 1,5 | 2 | 3 | 4-5 | 6-8 | 9-12 | 12-16 | 16-20 |
Диаметр электрода | 1,6 | 2 | 3 | 3-4 | 4 | 4-5 | 5 | 5 и более |
Марка электрода – Э46-МР3
Вбираем силу тока:
I св. = k×dэ |
I св. – сила тока.
k – коэффициент пропорциональности (выбираем по таблице).
dэ – диаметр электрода.
I св. = 30×4 = 120 А
Диаметр электрода (dэ) мм. | 1-2 | 3-4 | 5-6 |
Коэффициент пропорциональности (k) А/мм | 25-30 | 30-40 | 45-60 |
Источник питания выбираем в зависимости от рода тока, величины сварочного тока, способа регулирования сварочного тока и т. д.
Выпрямитель сварочный универсальный ВДУ-506С предназначен как для комплектации постов ручной дуговой сварки штучными металлическими электродами на постоянном токе.
Технические характеристики:
Напряжение питающей сети, В -380.
Частота питающей сети, Гц -50.
Номинальный сварочный ток, А (ПВ,%) 500(60).
Номинальное рабочее напряжение, В. -50.
Напряжение холостого хода, В. не более -85.
Пределы регулирования тока, А
Пределы регулирования рабочего напряж., В. -18-50.
КПД, % не менее -75.
Габаритные размеры, мм. 750х650х1150.  Масса, кг. 260
Масса, кг. 260
Рис 3 Источник питания.
4. Техника выполнения, контроль.
Выполняется согласно ГОСТ – “ручная дуговая сварка; сварные соединения под тупыми и острыми углами”.
Перед сваркой изделия, выполняем подготовку металла. Поступивший металл подвергают: правке, чистке, разметке, резке.
Сварку производим с помощью электродов Э46 диаметром 4 мм, сварочным выпрямителем ВДУ-506С, сварочным током силой 120А.
Производим приварку воронки замкнутым стыковым швом.
При сварки нужно следить за длинной дуги. Длинная дуга горит не устойчиво, глубина проплавления недостаточная, металл электрода разбрызгивается и больше подвергается окислению, но сильно короткая дуга вызывает прилипание электрода, дуга прерывается и нарушается процесс сварки.
Качество сварных соединений контролируют внешним осмотром, методами – ультразвуком, рентгеноскопией, а также механическими испытаниями сварных образцов на растяжении и изгиб.
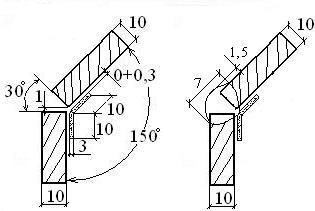 Рис 4 Разделка кромок.
Рис 4 Разделка кромок.
5. Дефекты швов.
Дефекты бывают как внутренние, так и внешние. При любых дефектах снижается качество и внешний вид изделия.
Дефекты бывают при: неполном оплавлении свариваемых кромок основного и наплавленного металла; узких углублениях в основном металле вдоль края сварного шва; окислении металла шва и прилегающего к нему основного металла; местном сквозном проплавлении свариваемых частей; результате стекания наплавленного металла на не нагретую поверхность основного металла; на поверхности или внутри сварного шва возникает попадания в метал газов; при неправильно выбранном режиме сварки шлаки и окислы не успевают выбраться на поверхность шва.
Исправляем дефекты с помощью вырубания, зачистки и заваривания по новому.
6. Техника безопасности при сварки.
СНиП 12.03-2001.
Согласно трудовому законодательству к сварочным работам допускаются лица не моложе 18 лет, сварщики имеют дополнительный отпуск продолжительностью до 12 рабочих дней, при работе внутри сосудов работающий день сварщика ограничивается до 6 часов.
Каждый сварщик должен знать правила техники безопасности, проходить инструктаж перед допуском к работе, сдавать соответствующие испытания.
Чтобы избежать поражения током при выполнения сварочных работ необходимо:
- надёжно закреплять корпуса сварочной аппаратуры и источник питания;
- применять рубильники и переключатели закрытого типа;
- обеспечить надёжную изоляцию всех проводов питания;
- не прикасаться не защищёнными руками к токоведущим элементам, пользоваться сухой спецодеждой, в сырых помещениях надевать резиновые сапоги и перчатки, применять изолирующие коврики;
- надёжно изолировать рукоятку электрододержателя и закрепляющих устройств, а при использовании сварочных токов выше 600 (А) токопроводящий провод подключить непосредственно к электрододержателю, исключая токопровод через изолирующую рукоятку;
- при сварки внутренних швов резервуаров, котлов, труб и др. пользоваться резиновыми ковриками и ли подстилкой из изолирующего материала, резиновым головным убором и диэлектрическими галошами, переносной лампой напряжением 12(В), сварку вести в присутствии дежурного подручного;
- при обнаружении напряжения на корпусе аппаратуры, на защитных кожухах немедленно прекратить сварку, вызвать электрика, или поставить в известность мастера;
- сварочные провода надёжно соединять муфтами, сваркой или пайкой с последующее надёжной изоляцией мест соединения, не допускать скрутки;
- при выполнении сварки в трудных условиях применять устройство, снижающее напряжение холостого хода источника питания, токоведущих проводов и надёжность заземления;
- предотвращать возможные механические повреждения токоведущих частей при кантовке сварочных конструкций, складирование заготовок, при движении рельсового и др. транспорта.
При соблюдении правил техники безопасности сварочных работ поражения сварщиков электрическим током полностью исключено.
Список литературы.
СНиП 3.05.05-84 “Технологическое оборудование и технологические трубопроводы”.
.
“Монтаж оборудования предприятий химической и нефтехимической промышленности”.
“Монтаж предприятий химической и нефтехимической промышленности”.
“Ручная дуговая сварка”.
“Основы сварочного производства.”
Государственные стандарты
“Сварка, пайка и термическая резка металлов – 2”.
