

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
При квазиравномерной коррозии и эрозии величина коэффициента вариации не превышает 0,2. При неравномерной коррозии величина коэффициента вариации достигает 0,5 - 0,6. Появление каверн и язв при наличии общей коррозии повышает коэффициент вариации еще больше. Наиболее высоких значений (до 1,коэффициент вариации достигает при появлении питтингов на поверхности, практически не подвергшейся коррозии, т. е. находящейся в «пассивном» состоянии. В этом случае наблюдается суперпозиция (наложение) двух распределений - очень незначительной общей равномерной коррозии и выраженной - в питтингах. При. этом первую составляющую полного распределения глубин разрушения по поверхности не учитывают, как не несущую нужной информации, а рассматривают только распределение глубин питтингов. Коэффициенты вариации глубин питтингов согласно экспериментальным данным имеют значения 0,6 и выше [6]. Аналогично при наличии язвенных поражений и незначительной общей коррозии нет смысла рассматривать полное распределение. Достаточно определить функцию распределения язв (каверн), по которой можно оценить максимальные глубины разрушения на поверхности любой площади.
ВЛИЯНИЕ МАСШТАБА ПОВЕРХНОСТИ
НА ОЦЕНКУ МАКСИМАЛЬНОЙ ГЛУБИНЫ РАЗРУШЕНИЯ
Традиционно при оценке коррозионной стойкости материалов исследователи применяют средние показатели, считая колебания измеряемых величин погрешностью эксперимента. Однако, как отмечено, выше, неравномерность коррозионного разрушения реальных металлов является объективной, не зависящей от точности эксперимента характеристикой процесса. Кроме того, разброс значений показателей коррозии, определяемых по потере массы (объема) образцов или потенциометрическими методами, невелик, так как указанные методы дают усредненную по поверхности образца оценку. А из теории вероятностей и математической статистики известно, что разброс средних значений уменьшается пропорционально (в степени ½) числу независимых точек (измерений), т. е. применительно к образцам - пропорционально их площади.
В работе [16] предлагается указывать в справочниках показатели коррозионной стойкости с указанием площади образцов, для которых они действительны, например, 0,1 м², 1 м², 10 м². Более удобным для расчета надежности аппаратов, по мнению автора обзора, является следующий метод. По результатам испытаний (эксплуатации) определять среднюю площадь элементарного участка на пораженной поверхности, величина разрушения на котором не зависит от соседних участков, т. е. площадь поверхности, приходящуюся на одно независимое измерение. При локальной коррозии эта площадь S0 определяется по среднему числу n питтингов (язв, каверн), приходящихся на единицу поверхности (S0 = 1/n). При сплошной коррозии величина S0 определяется радиусом корреляции глубин разрушения. Практически величина радиуса корреляции определяется средним расстоянием между перегибами профиля поверхности, а площадь S0 может быть определена по среднему числу выступов (впадин) n на единице поверхности, т. е.
S0 = 1/n.
По найденной площади S0 можно вычислить [17] вероятность обнаружения заданной глубины разрушения h на поверхности любой площади S :
 (3)
(3)
где а и b -- оценки параметров, определенные по уравнению (2) путем выборочных измерений глубин разрушения на поверхности; М = S / S0,
показатель масштаба поверхности.
И наоборот, по заданной вероятности Fм (требуемой достоверности
оценки), преобразуя выражение (3), можно определить максимальную
вероятную глубину разрушения на поверхности площади S:
| (4) |
Величина максимальной глубины разрушения, определяемая по формуле (4), зависит от параметра b, определяемого по коэффициенту вариации υ (см. табл. 3), характеризующему степень неравномерности разрушения. В случае идеально равномерного разрушения (практически исключено) υh = 0, величина 1/b = 0 и максимальная глубина разрушения не зависит от площади поверхности, а равна среднему значению h. При увеличении υh влияние площади поверхности резко возрастает, при этом максимальная глубина разрушения даже при невысокой средней глубине может достигать толщины стенки аппарата, приводя к сквозному разрушению. В резервуарах большого объема, имеющих большие поверхности (до 104 м²), мелкие сквозные разрушения (так называемые слезы, потения) нередки даже при непродолжительной эксплуатации.
На рис. 6 показаны функции распределения, построенные по зависимости (3) при различных значениях М. С возрастанием показателя М функции вероятности Fм(h) смещаются в сторону возрастания глубины разрушения. При этом относительный разброс значений (коэффициент вариации) уменьшается.
|
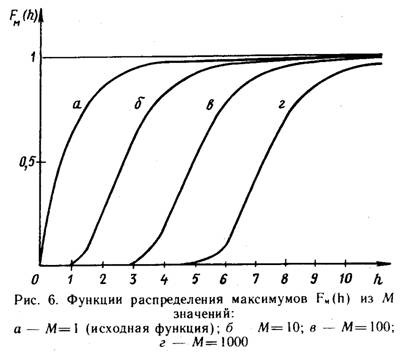
Указанное свойство уменьшения разброса максимальных значений с увеличением М может быть использовано для резкого уменьшения числа необходимых измерений при обеспечении требуемой точности оценки степени разрушения.
На практике указанный прием почти всегда используется, однако при этом не определяется достоверность результата из-за отсутствия методических материалов по данному вопросу. В настоящем обзоре далее приведены графические зависимости, по которым можно оценить максимальную вероятную величину повреждения на. аппарате любого размера по выборочным измерениям.,
Как было отмечено, в методиках обследования число измерений назначается пропорционально площади поверхности обследуемого оборудования. Такой порядок предусмотрен с целью выявления максимальной глубины разрушения на поверхности оборудования. Действительно, с увеличением числа измерений вероятность обнаружения наибольшей глубины повышается, однако достоверность информации при этом увеличивается незначительно и все равно остается вероятность присутствия на поверхности еще большей глубины, чем максимальная из измеренных. Полную, стопроцентную достоверность результата можно получить, лишь осуществив сплошные измерения всех элементарных участков поверхности. Поэтому при назначении необходимого числа измерений для получения результата заданной точности и достоверности нужно учитывать главным образом степень неравномерности распределения глубин по поверхности, а зависимость максимальной глубины разрушения от масштаба поверхности учитывать при расчете по формуле (4).
ЗАКОНОМЕРНОСТИ ИЗМЕНЕНИЯ
СТАТИСТИЧЕСКИХ ХАРАКТЕРИСТИК
ГЛУБИН РАЗРУШЕНИЯ
Параметры функции распределения глубин разрешения (коррозии, износа), определяемые средней глубиной разрушения hˉ и ее коэффициентом вариации υh, в процессе эксплуатации оборудования по мере развития процессов разрушения изменяются. Закономерности изменения средней глубины разрушения во времени h(t) исследованы во многих работах [22-29] . Изменение во времени коэффициентов вариации (или дисперсий) глубин разрушения исследовано мало. В отдельных работах [9] встречаются эмпирические функции распределения, построенные по результатам испытаний различной продолжительности. Проведены специальные исследования зависимости коэффициента вариации глубин поверхностного разрушения металлов от продолжительности испытаний [13]. Вид функции h(t) зависит от многих факторов, важнейшими из которых являются вид преобладающего механизма разрушения (сплошной или локальной коррозии, эрозии, кавитации, ползучести, растрескивания и др.), а также уровень и характер механических нагрузок (растяжения или сжатия, статические или динамические, знакопеременные или пульсирующие).
Типичный качественный вид функции h(t) представлен на рис.7. В течение срока эксплуатации оборудования можно выделить три характерных периода. В первый переходный период, называемый также периодом приработки, интенсивный рост h постепенно замедляется и наступает второй период - стабильной интенсивности разрушения с почти постоянной скоростью. В третьем периоде по мере накопления повреждений и возрастания механических напряжений скорость разрушения начинает увеличиваться и возрастает вплоть до полного разрушения аппарата или его элемента (поломки, потери устойчивости, сквозного разрушения).
|
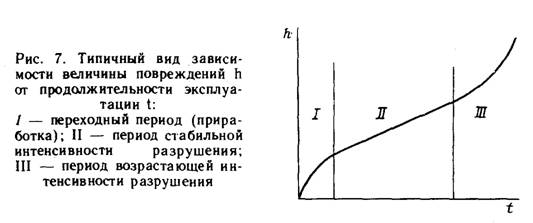
Относительная продолжительность периодов может быть различной при разных видах разрушения и условиях эксплуатации. Так, при сплошной коррозии первый период слабо выражен, при ударно-абразивной эрозии и кавитации износ в первоначальный период отсутствует (имеется так называемый инкубационный период). При высоких напряжениях растяжения в элементах конструкции второго периода может не быть. Третий период может отсутствовать в случае эксплуатации оборудования при умеренных нагрузках и снятия его с эксплуатации до возникновения предельно допустимых величин повреждений.
Обычно прогнозирование долговечности конструкции осуществляют в области первого и второго периода (см. рис. 7) с применением математической модели зависимости h(t). Большое число моделей при различных видах коррозионного разрушения рассмотрено в работе [22]. Некоторые из них, имеющие наибольшее применение (рис. 8), следующие.
|
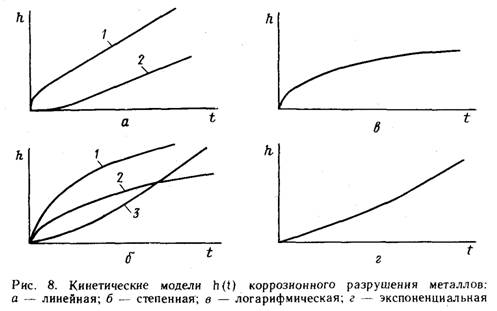
1. Линейная модель вида h(t) = h0 + с · t, где и h0 и с - постоянные величины для заданных условий.
Эта модель хорошо описывает кинетику разрушения металлов при общей коррозии и различных видах механического изнашивания (при трении, гидро - и газоабразивной эрозии) [8, 23,]. Величина h0 может быть положительной
(кривая 1) и отрицательной (кривая 2). Отрицательные значения h0 наблюдаются в тех случаях, когда появлению внешних признаков разрушения предшествует так называемый инкубационный период, обусловленный накоплением микроповреждений на поверхности металла до величин, достаточных для отделения частиц металла от поверхности. Такой вид разрушения наблюдается при ударно-абразивном изнашивании [28, 29], а также при кавитации. Во многих случаях величина h0 бывает равной или близкой к нулю. Это имеет место при коррозионных испытаниях некоторых чистых металлов, при квази-равномерной коррозии, например, атмосферной [37], и в других случаях.
2. Степенная зависимость вида h(t) = с · tm, где с и m - постоянные для заданных условий величины.
Модель применяется при описании многих видов коррозии поверхностей металлов (как сплошной, так и локальной), а также при коррозии под напряжением и изнашивании [52]. Показатели степени в разных условиях могут иметь различные положительные значения меньше 1 (кривые 1 и 2) и больше 1 (кривая 3) . Для многих случаев общей коррозии при умеренных напряжениях, а также при локальной коррозии величина m меньше 1 [10, 25, 2б]. Кинетика коррозии при высоких напряжениях (превышающих некоторое значение, называемое пороговым напряжением) описывается кривой 3 с показателем m>1 [22]. При химической коррозии металлов, в частности, при газовой [31] показатель m часто имеет значения, близкие к ½. Изменение максимальной глубины питтингов хорошо описывается при m = ⅓ [32, 33].
3. Логарифмическая зависимость вида h(t) = А ∙ ln (t + с), где А и с - постоянные для заданных условий величины, в ряде случаев хорошо описывает кинетику газовой и локальной коррозии [6, 31].
4. Экспоненциальная модель вида h(t) = с ∙ ехр [Т(t)], где с -- постоянная для заданных условий величина и Т(t) - некоторая функция от времени, применяется при описании кинетики общей коррозии под напряжением [23] .
Применяются также другие математические модели для описания частных случаев поверхностного разрушения металлов, включающие, кроме фактора времени, ряд эксплуатационных параметров.
На практике при оценке надежности оборудования чаще всего применяется линейная модель h(t). Так как все рассмотренные модели при локальной коррозии являются выпуклыми, то использование линейной модели при оценке надежности по схеме (см. рис.2) в этом случае дает оценку с некоторым запасом, что может приводить к преждевременным остановкам на ремонт или списанию оборудования.
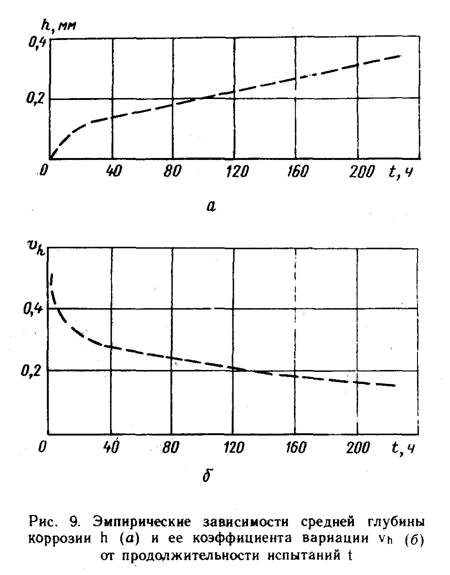
При установленном виде и параметрах функции h(t) возможно прогнозирование средней глубины разрушения поверхностей оборудования за заданный срок его эксплуатации. Однако для прогнозирования его надежности, т. е. отсутствия повреждений предельно допустимой величины, необходимо знание зависимости коэффициента вариации (либо дисперсии) глубины разрушений υh от времени t эксплуатации оборудования. Один из возможных методов получения зависимости υh (t) - построение эмпирических зависимостей по результатам испытаний образцов ( эксплуатации оборудования). На рис 9 представлен пример построения такой зависимости по данным испытаний, приведенным на рис. 4 и 5.
|
Экспериментальное исследование зависимости υh (t) при различных видах и условиях коррозии требует огромных трудозатрат, поэтому в НИИхиммаше указанные зависимости исследованы методом статистического моделирования с применением ЭВМ [13].
Статистическая модель развития поверхностного коррозионного разрушения металлов основана на хорошо известных в металловедении фактах о структуре строения металлов, распределении размеров их зерен и различного рода включений, различии скоростей коррозии разных фаз. Согласно разработанной модели (рис. 10) разрушение материала происходит от границы с агрессивной средой вглубь материала дифференцированно по элементарным объемам (зернам) двух (или нескольких) видов, что соответствует разрушению металлов определенной структуры, например, ферритно-перлитной, ферритно-аустенитной и т. п. Распределение размеров d зерен в модели задавалось по определенному закону (Вейбулла или логарифмическому нормальному) в соответствии с реальным распределением размеров зерен и неметаллических включений в металлах [34, 35]. Доля каждой фазы и скорость ее разрушения ξ в модели также задавались соответственно соотношению долей фаз и скоростей их разрушения в реальных металлах.
На исходной поверхности рассматривалось N (порядка сечений,
|
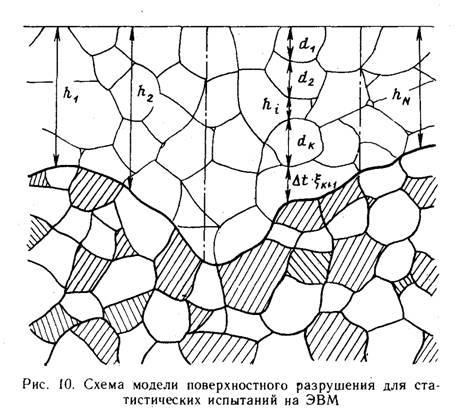
в каждом из которых путем генерации на ЭВМ случайных значений d и ξ вычислялась глубина разрушения hi, на основе следующих соотношений:
| (5) |
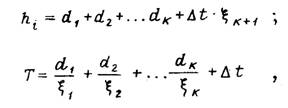
где T - заданная продолжительность испытаний; k - число полностью разрушенных в данном сечении зерен; Δt - время, оставшееся после разрушения k-го зерна.
По полученным значениям hi в соответствии с соотношениями (2) определялись статистические характеристики распределения глубин разрушения h υh, затем продолжительность испытаний увеличивалась до выявления вида зависимости υh (t).
На рис.11 приведены типичные зависимости h(t) и υh (t) , полученные описанным методом статистических испытаний. Данные зависимости соответствуют поверхностному разрушению двухфазного металла (например, ферритно-перлитной углеродистой стали) при различном соотношении долей фаз в объеме. Отношение скоростей разрушения фаз задано 1 : 5. Кривые соответствуют долям содержания в сплавах менее стойких фаз:
1 – 5% , 2 – 20% , 3 – 50% , 4 – 80% . На кривых наблюдается изменение скорости разрушения при возрастании средней глубины разрушения до величин порядка 1 - 2 средних диаметров зерен, после чего средняя скорость разрушения становится постоянной, а величина коэффициента вариации монотонно уменьшается. Такой характер зависимостей обусловлен тем, что при продвижении фронта разрушения вглубь металла происходит чередование («перемешивание») встречающихся фаз
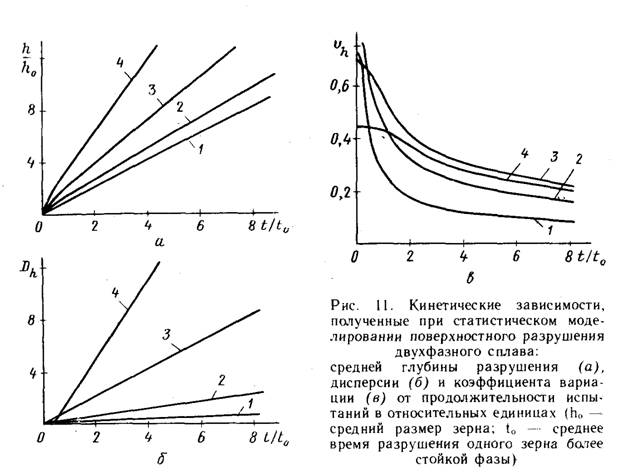
и усреднение скорости разрушения, т. е. процесс разрушения становится эргодическим.
Обработка результатов многочисленных испытаний при различных
комбинациях параметров описанной модели позволила установить общую
зависимость коэффициента вариации глубин разрушения от продолжительности испытаний:
| (6) |
где υh - коэффициент вариации глубин разрушения, соответствующий средней глубине разрушения hˉ ; h(t) - средняя глубина разрушения в момент времени t.
Зависимость (6) справедлива после завершения переходного периода, т. е. когда средняя глубина разрушения превысит средний размер зерен (или другой дисперсной фазы) металла. Допустимый размер зерна в прокате металла согласно ГОСТ 5639-82 не должен превышать величин порядка 0,05 – 0,1 мм. Поэтому практически зависимость (6) может быть использована при прогнозировании развития разрушения, если измеренная средняя глубина разрушения не менее 0,1 мм. Анализ многочисленных экспериментальных данных по общей коррозии металлов [8, 9, 36, 37] показывает во многих случаях наличие перегиба зависимости h(t) именно в области значений глубин разрушения до 0,05 - 0,1 мм.
Расчет средней установившейся скорости разрушения многофазных материалов по описанной модели может быть выполнен также аналитически по следующей формуле:
| (7) |
где f - число фаз материала; ξ1 - скорость разрушения наиболее стойкой фазы;
ξi - скорость разрушения i-й фазы; ai - доля i-й фазы в объеме материала.
По мере накопления информации о значениях скоростей коррозии отдельных фаз (компонентов) материалов использование формулы (7) позволит осуществлять оценку ожидаемой скорости коррозии новых материалов до проведения их натурных испытаний, что может быть полезным при создании композиционных материалов.
Модель питтингового разрушения поверхностей металлов предусматривала локальное резкое увеличение скорости разрушения поверхности, соответствующее нарушению пассивного состояния металла в отдельных точках. Электрохимический механизм локального нарушения пассивного состояния металлов пока окончательно не установлен, однако точно известны факторы, способствующие возникновению питтингов. Наиболее активные центры питтингообразования - неметаллические включения [38] . Повышение коррозионной активности металла вокруг неметаллических включений связывают с образованием вакантных узлов и дислокаций в матрице вокруг неметаллических включений [39]. Результаты исследования при помощи оптической и электронной микроскопии также показали, что растворение сплава начинается, как правило, вблизи неметаллических включений [7].
Доля так называемых активных центров (неметаллических включений, скоплений дефектов структуры и др.), которая задавалась в программе модели, соответствовала опытным данным. Содержание и размеры неметаллических включений в металлах известны [40]. Доля неметаллических включений в металлах обычного качества от 0,01 до 0,1%, размеры включений одного порядка с размерами зерен металла. Скорость коррозионного разрушения в питтингах в соответствии с опытными данными принималась в раз большей, чем скорость коррозии всей поверхности.
Результаты статистических испытаний на модели при различных значениях указанных выше параметров показали полное соответствие результатов данным натурных испытаний [6, 32]. На рис. 12 представлены характерные кинетические зависимости, полученные при статистическом моделировании питтингового разрушения поверхности металла при доле активных центров в объеме металла 0,1%. В начальный период испытаний глубина пнттингов быстро увеличивается, а затем нарастает незначительно, приближаясь к линейному закону. Коэффициент вариации глубин питтингов в начальный период. резко возрастает, а затем начинает монотонно снижаться в соответствии с зависимостью (6).
Результаты, полученные методом статистического моделирования, справедливы, если условия разрушения поверхности с течением времени не меняются. При коррозии нередко скорость разрушения изменяется вследствие образования на поверхности продуктов коррозии или других причин, что обуславливает возможность иного характера кинетических зависимостей. Однако и такие случаи могут быть смоделированы путем введения в алгоритм программы функций изменения скорости разрушения компонентов материала.

Приведенные статистические закономерности поверхностного разрушения могут быть использованы при прогнозировании степени разрушения поверхностей оборудования и оценке его надежности. Наличие общей закономерности (6) снижения величины коэффициента вариации глубин разрушения в установившийся период разрушения может быть использовано также в лабораторных исследованиях (испытаниях) для определения продолжительности переходного периода и необходимой продолжительности наблюдений при установлении зависимости h (t) . Глубина разрушения, соответствующая переходному периоду, указывает на размеры структурных составляющих материала или степень распространения структурных изменений от поверхности вглубь материала.
ОСНОВНЫЕ ВОПРОСЫ
ПРИ ОЦЕНКЕ НАДЕЖНОСТИ ОБОРУДОВАНИЯ
Оценка надежности оборудования осуществляется на разных стадиях: при создании (разработке и изготовлении), в процессе эксплуатации и после окончания эксплуатации. Наиболее полезна информация о надежности оборудования на стадиях его создания и эксплуатации Сходство методов оценки надежности на этих стадиях состоит в том, что они являются прогнозными и расчетными, а различие - в разной достоверности исходных данных, используемых в расчетах. Кроме того, при эксплуатации решается прямая задача оценки надежности: определение срока службы или наработки до отказа в заданных условиях. А при разработке оборудования - обратная задача: определение по заданным показателям надежности конструктивных размеров, в частности, величины необходимой и достаточной прибавки на коррозию.
При оценке надежности оборудования необходимо решить следующие основные вопросы: определить требования к надежности, выбрать номенклатуру показателей, достаточно полно характеризующих надежность данного изделия; установить характер неблагоприятных воздействий на элементы оборудования,
