
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
МЕХАНИКА ФОРМОВАНИЯ ВЫСОКОПЛОТНЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ИЗ ПОРОШКОВЫХ СТАЛЕЙ C ПРИМЕНЕНИЕМ РАЗРАБОТАННОЙ СХЕМЫ ДЕФОРМИРОВАНИЯ И УСТРОЙСТВА
ДЛЯ ЕЕ РЕАЛИЗАЦИИ
, ,
Москва, Россия
Деформирование порошковой заготовки включает в себя изменение ее формы и изменение ее объема. При этом изменение объема существенно зависит от уже достигну - той к данному моменту формования плотности заготовки. Наличие одновременно проте - кающих двух указанных выше процессов при формовании порошковых заготовок нашло отражение в применяемых критериях пластичности. В настоящее время наиболее экспериментально проверен и в то же время удобен для расчетов эллипсоидный критерий, который применяли Г. Кун и Ч. Даун, Р. Дж. Грин и др. исследователи.
Удобная форма записи этого критерия приведена в работе [1]. Он описывается сле - дующим выражением:
f = α [(σ1 – σ2)2 + (σ2 – σ3)2 + (σ3 – σ1)2] + β(σ1 + σ2 + σ3)2 – δσs2. (1)
При деформировании несжимаемых заготовок напряжением текучести σs называ - вается напряжение, вызывающее в условиях линейного напряженного состояния пласти - ческую деформацию при данной величине накопленной деформации. При деформирова - нии сжимаемых заготовок, условие пластичности которых записывается в форме (1), σs характеризует напряжение текучести на растяжение-сжатие компактного материала, пере - работанного в порошок. Оно устанавливается в результате стандартных испытаний, при - меняемых для определения напряжения текучести несжимаемого материала, на образцах, вырезанных из заготовок до их переработки в порошок. Напряжение текучести пористого (сжимаемого) материала σsп связано с ним через коэффициент δ: σsп = δσs.
Достаточно полно охарактеризовав условие перехода уплотняемого материала в пластическое состояние, авторы, использующие классический подход континуальной теории уплотнения пористых материалов, решили очень ограниченный объем простейших задач. В то же время, авторы, решавшие задачи формоизменения компактных (несжи - маемых) заготовок достигли больших результатов, создали и развили теорию обработки металлов давлением, в которой решены задачи для расчета напряженно-деформирован - ного состояния заготовки при формоизменяющих операциях изготовления пластической деформацией фасонных изделий.
В основе теории обработки металлов давлением лежат системы уравнений. Они включают в себя уравнения равновесия, геометрические уравнения (устанавливающие зависимость между перемещениями и деформациями), физические уравнения (уста- навливающие зависимость между напряжениями и деформациями), уравнения нераз- рывности. Если для анализа напряженно-деформированного состояния формоизменения фасонной заготовки задача решается не в главных координатах, и существуют не только нормальные, но и касательные напряжения и сдвиговые деформации, то количество неизвестных равно 19. Количество указанных выше уравнений при условии выполнения гипотезы о парности касательных напряжений и парности сдвиговых деформаций – также 19. Заметим, что из 19 уравнений 9 являются дифференциальными уравнениями в частных производных. В число этих 19 уравнений входят уравнения неразрывности (не сжимаемости) заготовки, и условие пластичности.
При большом, как уже было сказано, количестве решенных прикладных задач по расчету напряженно-деформируемого состояния компактных (не уплотняемых) заготовок при изготовлении из них пластической деформацией фасонных изделий, во все применен - ные методы решения таких задач вводились те или иные существенные допущения. При сжимаемых материалах авторы, использующие классический подход континуальной теории уплотнения пористых материалов, лишены возможности использовать уравнение неразрывности (не сжимаемости) заготовки. Поэтому система уравнений становится недо - статочной для определения входящих в нее 19 неизвестных. Необходимы новые, пока не предложенные механиками, уравнения. В совокупности со сложным, описанным выше, условием пластичности сказанное не позволило решить прикладные задачи по расчету операций штамповки пористых заготовок.
Авторы настоящей публикации поставили перед собой задачу создания инженер - ного метода расчета формоизменяющих операций при штамповке заготовок из сжима - емых материалов. С использованием этого метода предполагается решение задач, направ - ленных на расчет операций штамповки порошковых заготовок, в результате выполнения которых деталь должна иметь максимально возможную плотность. Для решения задач по изготовлению деталей с высокой остаточной пористостью этот метод менее целесооб - разен. В рамках создаваемого инженерного метода сформулирован приведенный ниже ряд допущений.
Производится оценка погрешности, которую вносит принятие условия несжимае - мости заготовки в описание ее деформированного состояния в процессе формоизменения. Принимается, что при деформировании с целью достижения максимально возможной плотности условие несжимаемости может быть сохранено в той системе уравнений, кото - рая решается. В решении некоторых задач целью анализа напряженного состояния явля- ется определение необходимой для штамповки силы пресса или расчет на прочность штампового инструмента. Рассматривается конечный момент штамповки, когда сила максимальна. Современные механические схемы приложения деформирующих сил к пористой заготовке позволяют обеспечить остаточную пористость 5 % и менее как при холодной штамповке предварительно спеченных заготовок, так и непосредственно порош - ка. В этом случае учет сжимаемости материала имеет в большей степени теоретическое значение, чем практически влияет на кинематику течения порошковой заготовки.
Авторами данной публикации проведена экспериментальная оценка погрешности в описании кинематики течения при штамповке порошковых заготовок с пористостью 13…15 %, что существенно выше остаточной пористости, указанной в предыдущем абзаце. Исследовано распределение интенсивности деформаций в зависимости от матери - ла заготовки X1, глубины внедрения пуансона X2 (отнесенной к его диаметру), исходной координаты по горизонтали точки на меридиональном сечении заготовки X3 (отнесенной к диаметру заготовки), исходной координаты точки по вертикали X4 (отнесенной к диаметру заготовки). Центр координат располагался на оси заготовки на верхнем торце.
Деформировали разрезные цилиндрические образцы с начальной высотой и диаметром, равными 30 мм, из алюминиевого сплава АВ и изготовленные формованием и спеканием из железного порошка ПЖВ4.160.28. Диаметр полости матрицы составлял 30 мм, диаметр пуансона – 20 мм. На поверхность меридионального разреза образцов была нанесена квадратная делительная сетка с шагом 1,5 мм. Компоненты тензора деформаций определяли по искаженной сетке на основании известных соотношений.
В результате обработки данных эксперимента построена математическая модель зависимости интенсивности деформаций в разных точках заготовки от указанных выше четырех факторов:
εi = 0,414 – 0,14X1 + 1,6X2 – 8,31X3 + 8,66X4 + 44,4X32 – 23,3X42 – 71,1X33 + 16,8X
Более удобной, чем формула (2), при расчете технологических процессов выдавливания является формула, позволяющая рассчитать интенсивность деформации в зависимости от координат точки детали после выдавливания.
Для этих координат уравнение (2) преобразуется в следующее уравнение:
εi = – 0,475 – 0,14 X1 + 16h + 1,445r + 3,96z + 14,1r2 + 3,79z2 – 38,9 r3 – 17,5z3. (3)
В уравнениях (2) и (3) X1 = 0 при выдавливании несжимаемой заготовки, X1 = 1, если заготовка имеет пористость 13…15 %.
Анализ моделей (2) и (3) показывает, что сжимаемость заготовки (член, содержащий X1) оказывает наименьшее влияние, по сравнению с другими членами, на величину интенсивности скоростей деформации в различных точках детали. Сопостав - ление значения коэффициента перед X1 со средним арифметическим значением интенсив - ности деформаций в исследованных точках деталей показывает, что ошибка при не учете сжимаемости заготовки в расчетах интенсивности деформаций при выдавливании не превышает 12 %.
Заметим, что мы исследовали начальную стадию выдавливания стакана, когда глубина полости составляла 0,25…0,5 ее диаметра. При выдавливании более глубоких полостей резко снижается точность замеров искаженной координатной сетки на меридио - нальном сечении заготовок.
В то же время по мере увеличения глубины полости плотность выдавливаемой заготовки возрастает. При холодном выдавливании стаканов из спеченных заготовок с исходной пористостью 13…15 % средняя плотность выдавленных стаканов 97…98 %, а плотность в донной части, т. е.в очаге пластической деформации на заключительной ста - дии выдавливания, почти 100 %.
Результаты исследования и приведенные комментарии позволяют рекомендовать использовать результаты анализа деформированного состояния при штамповке сплошных заготовок в инженерных расчетах процессов штамповки деталей из заготовок с неболь - шой пористостью. Это позволяет также допустить использование условия не сжимаемости при выборе функций для описания скоростей деформации.
При входящих в условие пластичности для сжимаемых материалов (1) значениях коэффициентов α = 1, β = 0 и δ = 1 это условие переходит в известное условие пластичности Губера-Мизеса для несжимаемых материалов. При штамповке порошковых заготовок с целью получения максимально возможной плотности изделий рассмат - риваемые коэффициенты стремятся к указанным их значениям. Поэтому в анализе допус - тимо использование условия пластичности Губера-Мизеса.
Поскольку, как было показано выше, физическая природа напряжения текучести для сжимаемого материала существенно отличается от таковой у напряжения текучести для несжимаемого материала, вводится понятие условного напряжения текучести сжимае - мой заготовки и разрабатывается метод его определения. Условным напряжением текуче - сти сжимаемого материала считаем такое, которое стоит на месте напряжения текучести в формулах, полученных при решении задач с использованием теории пластичности несжи - маемых материалов.
Определение условного напряжения текучести сжимаемого материала проводится теоретически, при этом анализируется уплотнение порошковой заготовки в закрытой цилиндрической матрице. Поскольку представляет интерес определение условного напря - жения текучести в виде функции от плотности заготовки, в решении используется условие пластичности для несжимаемого материала.
Для определения условного напряжения текучести сжимаемой заготовки предлагается изложенная ниже методика.
1. Формуя в закрытой матрице брикеты с отношением высоты к диаметру меньше 0,25 из исследуемой порошковой шихты, находят зависимость между удельной силой формования и средней плотностью брикета.
2. Выводят теоретическую формулу, описывающую зависимость между удельной силой формования и средней плотностью брикета при уплотнении порошка.
3. Сравнивая удельные силы формования, полученные теоретически и экспери - ментально, находят зависимость напряжения текучести неспеченной порошковой заго - товки от плотности.
Выведенная формула для расчета удельной силы формования следующая имеет вид:

 ;
;
![]() ; (4)
; (4)
![]() ;
; ![]() .
.
На рис. 1 приведены зависимости, полу - ченные в соответствии с описанной выше методикой. Величину коэффициента бокового давления α можно определить экспериментально, например, используя штамп со встроенными точечными месдо - зами. В данном исследовании нами исполь - зовались величины α, полученные . Плотность брикета определялась как средняя величина по методу гидростати - ческого взвешивания. Коэффициент трения принимался равным 0,3. Зависимости, представленные на рис. 1, можно аппроксимировать формулой: σs = cγd, где σs измеряется в МПа, γ – средняя плот - ность заготовки, в кг/м3. |
Рис. 1. Зависимости σs от плотности заготовки |
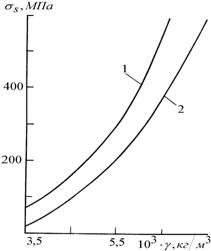
Входящие в формулу коэффициенты имеют значения: для ПЖВ2.160.28 (кривая 1) c = 70,7 х 10-12; d = 3,34; для ПЖВ4.160.28 (кривая 2) c = 102,8 х 10-12, d = 3,36.
В анализе формования деталей из порошковых материалов применяются методы механики континуума при исследовании напряженного состояния сжимаемой порош - ковой заготовки. При использовании этих методов [2] сжимаемые материалы рассматри - вают в рамках континуальных представлений, вводя так называемые «представительные объемы», т. е. элементы из несжимаемого материала, имеющие такую форму, которая позволяет им при деформировании проявлять свойства, идентичные свойствам сжима - емого материала. Изменение объема моделируют тем, что представительный объем всегда имеет полость, которая закрывается в процессе формоизменения заготовки.
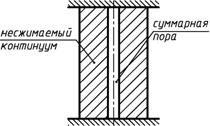
В предложенном авторами данной публика - кации методе решения прикладных задач представи - тельным объемом является вся заготовка. При этом пористость концентрируется в виде полости, распо - ложенной вдоль оси заготовки (рис. 2). По мере про - текания уплотнения заготовки диаметр осевой полости уменьшается. Согласно разработкам авто - ров с целью изготовления порошковых полуфабри - катов, имеющих высокую плотность (свыше 95 % от |
Рис. 2. Операция осадки |
от теоретической плотности железа), а также обеспечения мелкодисперсной структуры этих полуфабрикатов уплотнение порошковой заготовки производят с применением схемы операции, изображенной на рис. 3. Вначале формуют брикет с одновременным его радиальным выдавливанием при перемещении из верхней цилиндрической полости матрицы в нижнюю цилиндрическую полость, затем производят прямое выдавливание брикета.
При реализации уплотнения порошковой заготовки таким образом, как показано на рис. 3, возможна и другая последовательность операций: вначале производят прямое выдавливание заготовки, а на следующем этапе – ее ради- альное выдавливание. Кроме того, возможно неоднократ - ное последовательное повторение операций прямого и ради - ального выдавливаний при сохранении осевого сжатия. Это приводит к высокому уплотнению порошкового материала, а также к значительному измельчению зерен. Приведенных допущений достаточно для прикладных задач, в которых используются методы решения указанной в начале публикации системы уравнений для несжимаемых материалов. В частности метод, применяемый в работе [3]. В настоящее время в теории пластичности наиболее широко используют различные энергетические методы решения |
Рис. 3 Операция формования |
задач. При использовании таких методов для прикладных задач, направленных на достижение максимально возможной плотности изделия из порошковой заготовки, целесообразно учесть энергию, расходуемую на деформирование частиц порошка и запол - нение ими межзеренных пространств. Способ учета этой энергии приведен ниже.
При пластическом деформировании ша - ров каждая тетраэдрическая пора заполняется с четырех сторон, причем с каждой с каждой стороны металл течет в сужающуюся полость. Октаэдрическая пора заполняется с шести сто - рон. Течение металла в эти поры с каждой стороны идеализировано, с введением коррек - тив, как заполнение конических объемов. В литературе содержится строгое решение диф- |
Рис. 4. Модель тела: 1 – тетраэдрическая пора, 2 – октаэдрическая пора |

ференциальных уравнений равновесия и уравнения, определяющего условие пластичнос-ти металла, при рассмотрении пластической массы, заполняющей форму конуса. Авторы данной публикации использовали это решение [4].
Полученная в итоге зависимость между плотностью γ и средним напряжением σ0 аппроксимирована формулой:
![]() , МПа.
, МПа.
Описанные в данной публикации допущения использованы при решении практи - ческих задач [5, 6, 7] с применением созданных специализированных прессов [8].
Литература
1. Учет сжимаемости при деформировании порошковых материалов. Кузнечно-штамповочное производство, 1999, №2, с. 12-15.
2. Прогрессивные технологические процессы штамповки деталей из порошков и оборудование / , , и др.; Под общ. ред. , , М.: Машиностроение, 1991, 320 с.
3. , Технология ковки и объемной штамповки. Часть 1. Объемная штамповка выдавливанием: Учебник для вузов по специальности «Машины и технология обработки металлов давлением». М.: Мшиностроение-1, 2005, 500 с.
4., и др. Специальные технологические процессы и оборудование обработки давлением. М.: Машиностроение. 20с.
5. , Н. В Коробова. Определение накопленных деформаций при измельчении зерен порошковых заготовок обработкой давлением. Металлообработка, 2008, №6, с. 44-49.
6. Исследование величин напряжений при уплотнении порошковой заготовки в закрытой матрице. Известия ТулГУ. Технические науки, 2008,вып. 1, с. 65-72.
7. Исследование величин накопленных деформаций при измельчении зерен порошковых заготовок осевым сжатием с одновременным прямым выдавливанием. Известия ТулГУ. Технические науки, 2008, вып. 2, с. 113-123.
8. . О целесообразности создания нестандартного малогабаритного прессового оборудования. Технология легких сплавов, 2010, №2, с. 87-94.
