

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 621.785.532
Сураева Анастасия Юрьевна
студент группы ТМ-2-07
Научный руководитель:
доц., к. т.н.
Московский государственный горный университет
ПРОГРЕССИВНЫЕ ТЕХНОЛОГИИ И ОБОРУДОВАНИЕ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЦЕМЕНТУЕМЫХ ДЕТАЛЕЙ ГОРНЫХ МАШИН
PROGRESSIVE TECHNOLOGIES AND THE EQUIPMENT OF HEAT TREATMENT OF CARBURIZED PARTS OF MINING MACHINES
Тяжелонагруженные детали, работающие в условиях высоких циклических, изгибных и контактных нагрузок, удара и износа, подвергают химико-термической обработке (ХТО) – цементации, нитроцементации. Долговечность этих деталей зависит от их качества, в значительной мере определяемого технологией изготовления и оборудованием.
Взаимосвязь условий эксплуатации, качества деталей и производственного процесса их изготовления можно представить в виде пересечения множеств (рис. 1).

Рис. 1. Взаимосвязь условий эксплуатации, качества деталей и производственного процесса их изготовления [1].
Качество деталей, подвергнутых ХТО определяется следующими показателями:
Ø твердость поверхности и сердцевины;
Ø структура поверхностного слоя и сердцевины;
Ø глубина насыщения;
Ø концентрация насыщаемых элементов на поверхности и их распределение от поверхности и сердцевины;
Ø точность размеров и точность формы деталей после ХТО
Дальнейшее повышение требований условий эксплуатации к качеству деталей к технико-экономической эффективности производства диктует необходимость дальнейшего совершенствования технологий и оборудования.
Основные требования к совершенствованию технологий ХТО:
Ø повышение атмосферного потенциала;
Ø обеспечение точности размеров и формы деталей после ХТО с целью исключения последующей обработки;
Ø получения цементованного слоя в глухих отверстиях;
Ø оптимизация диффузионных процессов с целью надежной повторяемости результатов;
Ø ужесточение требований по экологичности производственных процессов;
Ø высокоэффективный отвод тепла при закалке.
Широко применявшиеся до настоящего времени традиционные процессы цементации в среде природного газа при давлении в печи 300-400 мб с последующей закалкой в масло не обеспечивали постоянства результатов ХТО, имели место высокий расход газов и большое количество горючего обработанного газа, загрязняющего окружающую среду и требующего дополнительной энергии для его дожигания, в рабочем пространстве печи скапливалось большое количество сажи; кроме того, закалка в масло приводила к существенному короблению (деформации) деталей.
В настоящее время получили применение процессы ионной цементации [4], нитроцементации, азотирования в вакуумных печах в плазме тлеющего разряда. В основе этих процессов лежит метод активации тлеющим разрядом газовой среды и обрабатываемой поверхности, происходит ионизация газовой среды, давление в печи находиться в пределах 10 мб. Ионизированная атмосфера обладает высокой насыщаемой способностью, обеспечивает высокое качество диффузионного слоя. Высокая кинетическая энергия ионов углерода приводит к сокращению времени цементации в 1,5 – 2 раза.
В обычных цементационных печах выбор рабочих газов и регулирование концентрации углерода являются весьма сложным вопросом. А цементация вакумно-ионным способом позволяет достаточно легко и точно контролировать глубину науглероживания концентрацию углерода в поверхностном слое путем регулирования плотности тока разряда при постоянстве расхода и давления газов в зависимости от производительности.
Так как детали нагреваются в вакууме, с их поверхности удаляются оксиды, детали не нуждаются в дополнительной очистке.
Внедрение процесса цементации в тлеющем разряде позволило сократить расход электроэнергии и цементующей среды, улучшить экологию процесса.
Для защиты от цементации резьбовых и других поверхностей появилась возможность использовать металлические экраны взамен трудоемких процессов меднения и защитных обмазок. Все это позволило снизить производственные затраты в 4 – 5 раз.
Тем не менее, процесс вакуумной цементации с использованием метана в качестве газовой среды, разработанный в конце 70-х годов, не получил широкого применения из-за низкой скорости диссоциации СН4 при t 950°С и необходимости повешения до температур 1100 °С. Высокая температура процесса приводила к увеличению размера зерна и для его измельчения требовалась дополнительная обработка термоциклированием.
Этих недостатков лишена вакуумная цементация в ацетилене, который активно диссоциирует на поверхности стальных деталей при давлении в печи 4 – 15 мб и температуре 950 °С. [2, 5]
Таблица 1.
Ацетилен | |
Цена газа | 3 х пропан |
Проц. газопотребления | 0,5 х пропан |
Постоянство | значительно лучше |
Тех. обслуживание | значительно ниже |
Наилучший результат получен при циклической подаче газа – чередовании активных и пассивных стадий, при постоянном давлении (рис. 2) и особенно при пульсирующем давлении (рис. 3).
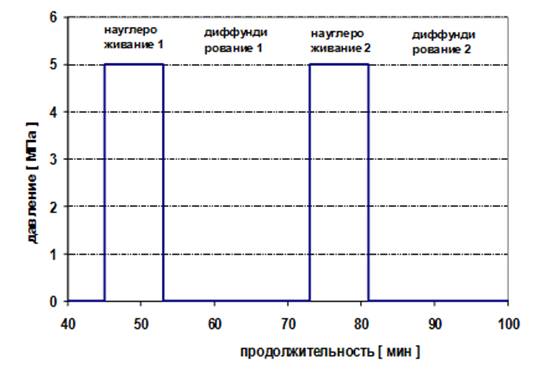
Рис. 2. Цикл с постоянным давлением [1].
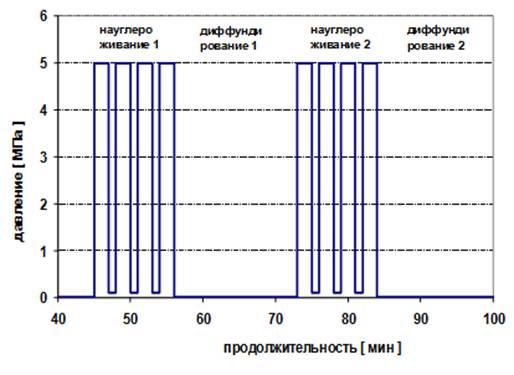
Рис. 3. Цикл с пульсирующим давлением [1].
Существенным достоинством применения в качестве карбюризатора ацетилена является безопасность процесса и простота процесса обеспечения временного процесса подачи ацетилена.
Эффективность процесса повысило также применение циркуляционного метода ХТО (реверсируемое движение газовой среды). [3]
Большое значение для обеспечения качества деталей, подвергающихся ХТО, имеет обеспечение высокоэффективного отвода тепла при закалке.
Существующие системы охлаждения:
a) Принудительно-циркулирующим маслом
b) газом высокого давления (Ar, N2, He, H2)
c) Статическим газом (Ar, N2)
d) В вакууме
Анализ систем охлаждения показал, что охлаждение в газовых средах при высоком давлении (15-20 бар) имеет большие преимущества (рис.4). [1]
Рис. 4. Достоинства охлаждения в газе [1].
Однако требуется соответствующая модернизация печей, при этом наибольшая эффективность достигается в холодных камерах закалки.
• Способ подачи газа
• Градиент давления по времени охлаждения
• Охлаждение газа закалки
• Тип теплоотражающих и теплоабсорбирующих поверхностей
Таблица 2.
Сравнение достоинств и недостатков закалки маслом и газом
Параметр | Масло | Газ |
Интенсивность закалки | Очень высокая, но диапазон изменения очень маленький | Ниже, но очень гибкая в широком диапазоне |
Однородность закалки | Всегда имеет разброс | Высокая и зависит от однородности газового потока |
Безопасность | Опасность пожара и выброса паров масла | Не пожароопасна и не вредна |
Шум | Не высокий | Высокий в моменты подачи газа и его выброса |
Интегрирование в производственный цикл | Сложности из-за правил безопасности | Просто, за исключением кратковременного шума |
Защита окружающей среды | Опасность загрязнения маслом и высокая цена по утилизации отходов | Дружественна к окружающей среде |
Использование оборудования | Средняя нагрузка | Высокая, особенно для высоких давлений |
Мойка деталей | Обязательна для очистки от масла | Не требуется |
Основные направления совершенствования оборудования:
Ø ускоренный нагрев (высокая скорость теплопереноса) для уменьшения времени процесса;
Ø высокоэффективная теплоизоляция;
Ø возможность обеспечения реверсируемого движения газовой среды;
Ø возможность обеспечения «гибких» технологий;
Ø возможность закалки в газовых средах при давлениибар;
Ø интеграция в общий технологический цикл;
Ø энергосбережение;
Ø надежность
Ø оптимальные соотношения эффективность/ стоимость.
Выводы
1. Детали горных машин работают в тяжелых условиях эксплуатации, однако большинство деталей, подвергаемых химико-термической обработке, не отвечают в полной мере предъявляемых к ним требованиям.
2. Необходимо исключать традиционные технологии ХТО и ориентировать термические цехи заводов машиностроения на внедрение новых процессов. В том числе вакумно-ионную цементацию при пониженном давлении с использованием в качестве карбюризатора ацетилена с циклической реверсируемой подачей газовой среды и последующей закалкой в холодной камере газом под давлением до 20 бар.
3. При выборе оборудования, учитывая достаточно многочисленные предложения на этом рынке, целесообразно руководствоваться рекомендациями, представленными в настоящей работе.
Литература
1. 21 st Century Technical Overview. Презентация фирмы Ipsen. – M., 2009.
2. Kula P., Olejnik J., Kowalewski J., New vacuum carburizing technology. – Heat treatment progress, 2001, v.1, n. 1
3. Yrafen W., Sdenhofer B. Acetylene low-pressure carburizing – a novel and superior carburizing technology. – Heat treatment progress, 1999, v.26, w. 4.
4. Арзамасов метод химико-термической обработки. – Металловедение и термическая обработка металлов, №6, 2004.
5. и др. Особенности вакуумной цементации, теплостойкость стали в ацетилене. – Металловедение и термическая обработка металлов, №6, 2004.
Аннотация
Рассмотрены состояние технологических процессов цементации деталей горных машин, существующие прогрессивные процессы и оборудование для цементации. Приведены требования к оборудованию для формирования требуемых показателей качества цементуемых деталей горных машин.
Ключевые слова
процессы цементации, оборудование для цементации, горное машиностроение, показатели качества
