
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Министерство образования и науки Российской Федерации
Федеральное агентство по образованию
Саратовский государственный технический университет
УСТРОЙСТВО ТОКАРНО–ВИНТОРЕЗНОГО СТАНКА
Методические указания
к выполнению лабораторных работ
по курсу «Технология конструкционных материалов»
для студентов механических специальностей
Одобрено
редакционно-издательским советом
Саратовского государственного
технического университета
Саратов 2009
Цели работы: изучить конструкцию и кинематику токарно-винторезного станка, освоить управление станком и настроить станок на заданный режим обработки.
ТЕОРЕТИЧЕСКАЯ ЧАСТЬ.
По классификации экспериментального научно-исследовательского института металлорежущих станков (ЭНИМС) металлорежущие станки разделены на 10 групп: 1 — токарные; 2 — сверлильные и расточные; 3 — шлифовальные и доводочные; 4 — комбинированные; 5 — зубо - и резьбообрабаты-вающие; 6 — фрезерные; 7 — строгальные, долбежные и протяжные; 8—разрезные; 9 —разные; 10 —резервная группа. В свою очередь, станки каждой группы делят на типы.
Большинство деталей машин представляют собой тела вращения, в связи с чем их наиболее удобно обрабатывать на станках токарной группы. Этим определяется широкое применение данных станков в машиностроении (до 40 % общего количества станочного парка заводов). В зависимости от масштаба производства, конфигурации, размеров и массы деталей для их обработки используют токарные станки различных типов (автоматы и полуавтоматы, револьверные, карусельные, токарно-винторезные и др.).
Токарные станки предназначены для обработки наружных и внутренних поверхностей вращения (цилиндрических, конических и фасонных), подрезания торцов, нарезания резьбы и некоторых других работ. Основным режущим инструментом на токарных станках служат резцы. Для обработки отверстий используют также сверла, зенкеры, развертки. Для нарезания резьбы применяют метчики и плашки.
Главное движение резания на всех станках токарной группы — вращение заготовки. Движение подачи сообщается режущему инструменту. В большинстве случаев это прямолинейное перемещение инструмента. Иногда инструмент перемещается по более сложной траектории.
Токарно-винторезные станки предназначены для выполнения всех основных токарных работ в условиях единичного и мелкосерийного производства. Это станки шестого типа.
Основные сборочные единицы токарно-винторезного станка. Станина 21 (рис. 1) установлена на двух тумбах. На ней размещены сборочные единицы станка. Обычно станины изготовляют из серого чугуна. На верхней части станины находятся направляющие, по которым перемещаются суппорт 10 и задняя бабка 15. Передняя бабка 2 неподвижно закреплена на станине и содержит коробку скоростей, предназначенную для изменения частоты вращения шпинделя. Шпиндель представляет собой пустотелый вал, установленный в подшипниках. Сквозное отверстие шпинделя используют для установки длинных заготовок и выбивания центра. В передней части шпинделя предусмотрены посадочные места для установки патрона или планшайбы. Коническая часть отверстия передней части шпинделя служит для установки центра при обработке длинных заготовок в центрах.
Задняя бабка 15 служит для поддержания заготовки при помощи центра, установленного в пиноль задней бабки, а также для установки сверл, зенкеров, разверток при обработке отверстий и метчиков при нарезании резьб. Заднюю бабку также используют при точении конических поверхностей большой длины.
Движение от шпинделя через реверсивный механизм и гитару сменных зубчатых колес 1 передается на валы коробки подач и далее на ходовой валик или ходовой винт. Коробка подач 23 предназначена для изменения подачи, суппорт 10 —для закрепления и подачи режущего инструмента. Фартук 20, прикрепленный к нижней части суппорта 10, служит для размещения механизма преобразования вращательного движения ходового винта или ходового валика в поступательное движение подачи суппорта. Станком управляют посредством рукояток, маховичков и др.

Рис. 1. Токарно-винторезный станок 1К62:
1 – гитара сменных зубчатых колес; 2 – передний бабка; 3, 6 рукоятки переключения скоростей; 4 – рукоятка переключения звена увеличенною тяги; 5 – «грибок» управления для нарезания правых и левых резьб; 7 – маховичок ручного продольного перемещения суппорта; 8 – ползунок с кнопкой для включения и выключения реечной шестерни фартука; 9 – рукоятка ручного поперечного перемещения суппорта; 10 – суппорт; 11 – кнопочная станция; 12 – рукоятка ручного перемещения верхней части суппорта; 13 – кнопка включения быстрых перемещений суппорта; 14 – рукоятка включения, выключения, реверсирования продольной и поперечной подач суппорта; 15 – задняя бабка; 16 – электрошкаф; 17 – вспомогательный электродвигатель; 18, 22 – рукоятки включения, выключения, реверсирования шпинделя; 19 – рукоятка включения маточной гайки; 20 – фартук; 21 – станина; 23 – коробка подач; 24, 25 – рукоятки управления коробкой подач.
Обработка деталей в центрах. Этот способ обработки применяют наиболее часто. Центр состоит из конуса 1 (рис. 2, а), на котором устанавливают обрабатываемую деталь с центровыми отверстиями (рис. 2, б), и конического хвостовика 2. Хвостовик переднего центра должен точно соответствовать конической части отверстия шпинделя передней бабки, а хвостовик заднего центра — пиноли задней бабки станка.
Передний центр вращается вместе со шпинделем и обрабатываемой деталью, тогда как задний центр неподвижен, в результате чего создается трение его о вращающуюся деталь. Для уменьшения трения центровое отверстие, соприкасающееся с задним центром, заполняют густой смазкой. Чтобы уменьшить износ хвостовика заднего центра, его конец иногда выполняют из твердого сплава. Однако и подобных случаях лучше применять вращающиеся центры (рис. 2, в).
|

Рис. 2. Примеры центров: а – гладкий центр; б – типы центровых отверстий; в – вращающийся центр; 1 – рабочий конус центра; 2 – конический хвостовик
Для передачи вращения от шпинделя передней бабки к обрабатываемой детали применяют поводковый патрон 1 (рис. 3, а), навинчиваемый на шпиндель станка, и хомутик 2, закрепляемый винтом 3 на обрабатываемой заготовке. Свободный конец хомутика захватывается пазом (как показано на рисунке) или пальцем патрона и приводит обрабатываемую деталь во вращение.
Некоторые детали (втулки, заготовки шестерен и др.), имеющие обработанные отверстия, устанавливают в центрах на специальных центровых оправках. Наиболее простые конструкции применяемых центровых оправок приведены на рис. 3, б, в.
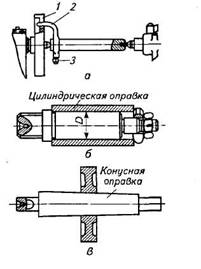
Рис. 3. Способы обработки деталей в центрах при использовании поводкового патрона (а), цилиндрической оправки (б) и конусной оправки (в):
1 – поводковый патрон; 2 – хомутик; 3 – винт.
Обработка деталей и патронах. На токарно-винторезных станках короткие детали часто устанавливают и закрепляют в четырехкулачковых или трехкулачковых самоцентрирующих патронах.
В четырехкулачковых патронах каждый из четырех кулачков 1...4 (рис. 4, а) может перемещаться независимо от остальных при помощи винтов 5, что позволяет устанавливать на них детали как цилиндрической, так и нсцилиндрической формы.
В самоцентрирующих трехкулачковых патронах (рис. 4, б) все кулачки перемещаются одновременно, благодаря чему деталь, имеющая цилиндрическую поверхность (наружную или внутреннюю), устанавливается и зажимается точно по оси шпинделя. Кроме того, значительно сокращается время установки и закрепления детали.
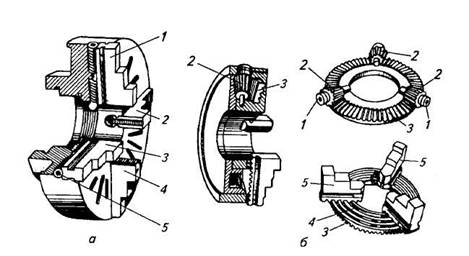
Рис. 4. Токарные патроны: а – четырехкулачковый: 1…4 – кулачки; 5 – винт; 6 – трехкулачковый самоцентрирующий: 1 – четырехгранное отверстие под ключ; 2 – конические колеса; 3 – плоское зубчатое колесо; 4 – спиральная канавка; 5 – кулачки патрона
Кулачки 5 патрона перемещаются по спиральной канавке 4 плоского зубчатого колеса 3 при помощи ключа, который вставляют в четырехгранное отверстие 1 одного из трех конических шестерен 2, передающих вращение плоскому зубчатому колесу 3.
Для обработки прутковых материалов применяют цанговые патроны.
Кулачки патронов могут быть закаленные и незакаленные. Обычно используют закаленные кулачки вследствие их малой изнашиваемости. Но при зажиме такими кулачками на деталях с окончательно обработанными поверхностями остаются следы в виде вмятин. Чтобы избежать вмятин, применяют незакаленные кулачки, которые перед установкой детали протачивают и подгоняют к диаметру закрепляемой в них детали.
Кинематическая схема станка (рис. 5). На токарных станках предусмотрены основные и вспомогательные движения. Основные движения связаны со снятием припуска с заготовки. К ним относятся главное движение и движения подач. Вспомогательные движения: отвод и подвод инструмента, зажим заготовки, установка инструмента, ускоренные перемещения инструмента и т. д.
Главное движение станка (движение резания) — это вращательное движение заготовки, происходящее с наибольшей скоростью. Оно характеризуется частотой вращения. Вращение от электродвигателя мощностью 10 кВт передается клиноременной передачей со шкивами диаметрами 142 и 254 мм валу I коробки скоростей. Многодисковые фрикционы, управляемые муфтой М1 служат для включения прямого и обратного ходов шпинделя.
При прямом ходе вал II получает вращение через двойной подвижный блок зубчатых колес Б1 с двумя различными частотами. Наличие тройного блока зубчатых колес Б2 позволяет передавать на вал III шесть различных частот вращения. Далее вращение может быть передано шпинделю либо непосредственно через зубчатые колеса 65–43 при включении двойного блока зубчатых колес Б5 влево (как показано на схеме), либо через перебор, когда блок 1>5 включен вправо. В последнем случае вращение налу V от вала III передается двумя двойными подвижными блоками Б3 и Б4, позволяющими получать три различных передаточных отношения – 1, 1/4 и 1/16 (четвертое передаточное отношение совпадает со вторым), и передачей 27–54. Через перебор шпиндель получает 18 различных частот вращения, а всего 24 в диапазоне 12,5...2000 мин–1.
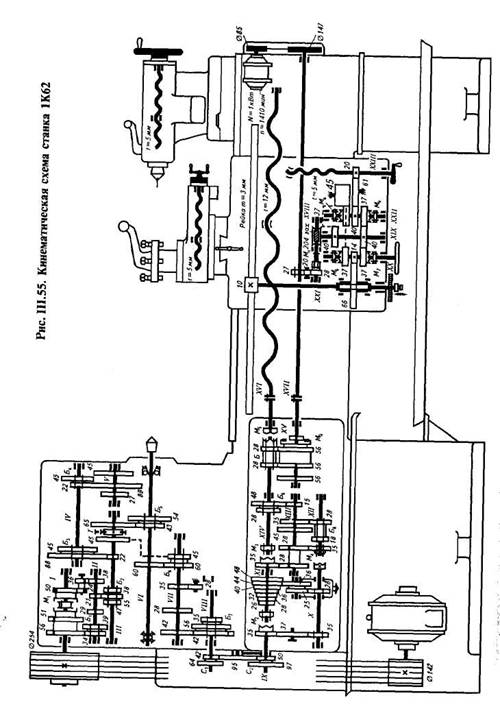
Рис. 5. Кинематическая схема станка 1К62
Движение подачи – это относительное движение инструмента вдоль обрабатываемой поверхности, обеспечивающее совместно с главным движением формообразование детали. Подачу определяют как перемещение инструмента относительно детали в процессе обработки за один ее оборот. Движения подач осуществляются от шпинделя через зубчатые колеса.
 ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
1. По паспорту или учебному пособию ознакомиться с устройством и управлением станка модели 1К62 или 1А62.
2. Настроить станок на заданный режим (по указанию преподавателя).
3. Изучить кинематическую схему станка. Записать уравнения
для определения минимальной и максимальной частот вращения
шпинделя, продольной и поперечной подач (по варианту зацепления на схеме зубчатых колес в коробке подач и фартуке).
ЛИТЕРАТУРА
1. и др. Практикум по материаловедению и технологии кострукционных материалов / , , и др.; под ред. , – М.: КолосС, 2007. – 318 с.
2. Дальский A. M. и др. Технология конструкционных материалов. М.: Машиностроение, 7–е изд. 2008.
3. и др. Материаловедение и технология металлов / под ред. , 6–е изд. – М: Высшая школа, 2008 – 876с.
УСТРОЙСТВО ТОКАРНО–ВИНТОРЕЗНОГО СТАНКА
Методические указания
к выполнению лабораторных работ
по курсу «Технология конструкционных материалов»
для студентов механических специальностей
Составили: АРТЕМЕНКО Александр Александрович
БАСКОВ Лев Васильевич
КОНОПЛЯНКИН Сергей Владимирович
Рецензент
Редактор
Подписано в печать 10.09.02 Формат 60х84 1/16
Бум. тип Усл. - печ. л. 0,46(0,5) Уч.-изд. л. 0,4
Тираж 100 экз. Заказ 112 Бесплатно
Саратовский государственный технический университет
410054 7
Копи принтер СГТУ, 410054 7
