
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
![]() Лекция 2
Лекция 2
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ОМД СВОБОДНОЙ КОВКИ
1. Основные процессы ОМД и роль ковки в машиностроение.
2. Технология производства качественного металла поковок.
(Литература /1/, стр. 3-20).
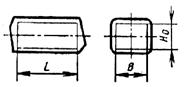
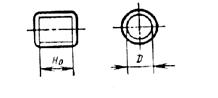
В простейшем представление свободная ковка ( в дальнейшем ковка) является процессом горячей металлообработки ударом или давлением с использованием универсальных или специальных инструментов и оборудования возвратно-поступательного действия. Ковка - сложный процесс ОМД, посколько обычно состоит из ряда последовательно чередующихся, самостоятельных кузнечных операций, которые в общем случае сопровождаются продольными перемещениями и поворотами заготовками вокруг оси. Операции ковки характеризуются дискретной деформацией: обжатие заготовки и отдых металла в момент возвращение деформирующего инструмента в исходное положение. Такие особенности деформации позволяют формировать в поковки неожиданные свойства. Разнообразие операций ковки позволяют получать поковки простых и сложных форм, номенклатура которых исчисляется десятками тысяч наименований. Основные формы поковок,
поперечные сечения и их геометрические соотношения размеров представлены а таблице 1.
Таблица 1.
Группы сложности основных форм поковок (ГОСТ-7062-...)
Номер эскиза | Тип поковки | Эскиз поковки | Соотношение размеров | Номер таблиц припусков и допусков |
1 | Гладкие круглого и прямоугольного сечения |
| L ³ 1,2D | 2,3 |
2 |
| L ³ 1,5H0 H0£B£1,5H0 | 4,5 | |
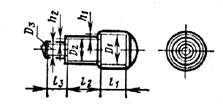
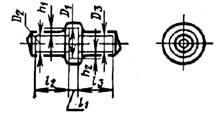
3 | Круглого сечения с уступами |
| l1>0,3D1 h1,2³12мм | 2,3,6,7,8 |
4 |
| |||
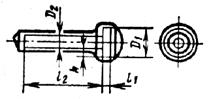
5 | Круглого сечения с буртом |
| l1£0,3D1 h1,2³12мм | 2,3,6,7,8,9 |
6 | Круглого сечения с выемкой |
| h³12мм | 2,3,6,7,8 |
7 | Круглого сечения с фланцем |
| l1£0,3D1 h1,2³12мм | 2,3,6,7,9 |
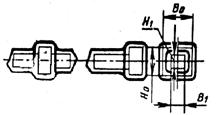
8 | Квадратного сечения с уступами тех же типов, как и круглого сечения |
| B0=H0 B1=H1 | 4,5,6,7,8,9 |
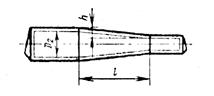
9 | Круглого сечения с конусом |
| h > 24мм l ³ 2D2 | 2,3,6,7 |
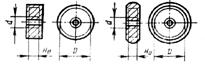
10 | Цилиндры |
| 0,5D £ H0 £ 1,2D | 10,11 |
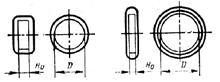
11 | Диск |
| H0 < 0,5D | 10,11 |
12 | Муфты |
| 0,5D £ H0 £ D D < 0,5D | 10,11,12 |
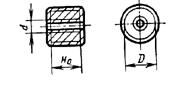
13 | Диски с отверстиями |
| H0 < 0,5D d < 0,5D | 10,11,12 |
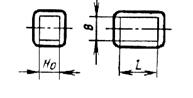
14 | Бруски и пластины |
| H0 £ B £ L L £ 1,5B L £ 2,5H0 | 14,15 |
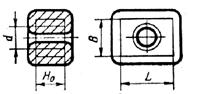
15 | Бруски и пластины с отверстиями |
| H0 £ B £ L L £ 1,5B L £ 2,5H0 | 14,15 |
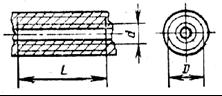
16 | Цилиндры с отверстиями |
| L > 1,2D d ³ 0,5D | 16,17,18,19 |

Процессы ковки известны 8000 лет назад, как искусство: производство изделий украшения красавиц, оружие для мужчин, а затем как ремесло: ковка поковок деталей машин и механизмов, орудий труда. Это первый вид обработки металлов давлением (ОМД), который в тот период был широко распространен в мире. По мере развития цивилизации развивались процессы ковки. Из них стали выделятся специализированные процессы ОМД: штамповка, прокатка, волочение, прессование и их разновидности (рис.1).
 Казалось бы, что при бурном развитии ОМД роль ковки уменьшилась. Однако, из всего многообразия процессов только ковкой можно получать многотонные деформированные изделия. Использование крупных слитков до 450 т. в России и 600 т. в Японии определяет дальнейшее развитие крупного энергетического машиностроения и судостроения (энергоблоки 1,5 млн. кват, супертанкеры дейдвейдом 200 в России и 600 тыс. тонн в Японии). Применение процессов ковки и штамповки в машиностроении позволяет придать металлу любой формы, возможно ближе отвечающей конфигурации будущей детали с наименьшими затратами, исправление дефектов литой структуры, повышение качества металла данной формы и с заданны-ми механическими свойствами и их распределению в объеме поковки, которые удовлетворяют эксплуатации данного изделия.
Казалось бы, что при бурном развитии ОМД роль ковки уменьшилась. Однако, из всего многообразия процессов только ковкой можно получать многотонные деформированные изделия. Использование крупных слитков до 450 т. в России и 600 т. в Японии определяет дальнейшее развитие крупного энергетического машиностроения и судостроения (энергоблоки 1,5 млн. кват, супертанкеры дейдвейдом 200 в России и 600 тыс. тонн в Японии). Применение процессов ковки и штамповки в машиностроении позволяет придать металлу любой формы, возможно ближе отвечающей конфигурации будущей детали с наименьшими затратами, исправление дефектов литой структуры, повышение качества металла данной формы и с заданны-ми механическими свойствами и их распределению в объеме поковки, которые удовлетворяют эксплуатации данного изделия.
Технология производства качественного металла поковок включает несколько процессов начиная от металлургического и заканчивая процессами термообработки и контроля качества металла (рис.2).
Исходной заготовкой для кузнечного производства является продукция сталеплавильного производства. На долю кованого металла приходится 70% из сталеплавильных слитков.
С горячего посада
Слитки: - Увеличение - Получение заданной формы и - Отжиг - нормальные; пластичности. размеров поковки при мин. затратах. - Нормализация - малоприбыльные; - Снижение соп - - Полное или частичное устранение де - - бесприбыльные ротивления де - фектов металлургического производства. - полые. формации. - Повышение уровня свойств металла и Заготовки с УНРС и УПНРС. - Перераспреде - перераспределение их в объеме поковки. Центробежнолитые. ление свойств - Получение заданной структуры зерна и Прокат за счет темпе - снятие напряжений 2-го рода. Жидкий металл. Ратуры Рис.2 Технология производства поковок. |
Как обработчиков металла давлением сталеплавильные слитки интересуют их деформационными свойствами и их распределением в объёме заготовки. В качестве исходного материала для кузнечно-штамповочного производства применяют металлы и сплавы в виде слитков, проката различных профилей, прессованных прутков, непрерывно-литые и центробежнолитые заготовки, и даже жидкий металл в стадии переохлаждения.
Стальные слитки имеют форму усеченной пирамиды, поперечное сечение которой имеет форму в виде 4х, 6ти, 8ми, 12ти многогранника. Из-за условий кристаллизации крупных слитков сечения могут иметь и большее число граней, вплоть до 24х. Отношение наибольшей длины тела слитка к среднему диаметру не превышает 2,5. Однако слитки большой массы от 300 т. до 500 т. и более могут иметь это соотношение меньше 2х и даже до 1го. Слитки меньшей массой до 200 кг. чаще применяются для высоколегированных сталей и сплавов. Конусность нормальных слитков достигает градусов. Металлургические отходы таких слитков составляют: с донной части 5 - 8 %, с прибыльной части%. Для легированных сталей соответственно: 7-10% и%. Для получения длинномерных изделий в промышленности используются удлиненные слитки с соотношением длины к диаметру сечения от 3 до 5. Отходы при отделение от слитка прибыльной части составляет около 12%, а донной в пределах 1 - 3 % .Химический состав металла удлинённых слитков однороднее, чем у нормальных слитков, из-за интенсивного теплоотвода при кристаллизации металл имеет большую плотность, что позволяет уменьшить уровень деформации для закрытия пустот и несплошностей слитка. В отечественной промышленности освоена отливка удлинённых слитков массой до12 тонн.
Малоприбыльные или бесприбыльные слитки, отливающиеся в стандартные изложницы с меньшей на номер прибыльной надставкой или без
неё, используются для получения полых поковок. При этом увеличивается выход годного металла на 7 - 12%.
Полые слитки массой до 80 тонн ( Завод «Баррикады» отлил полый слиток массой 120тонн) используются для получения полых поковок типа тонкостенных труб, барабанов, длинномерных втулок и т. д. Эти слитки получают разливкой в обычные изложницы, в которые по центру устанавливаются холодильник с размерами внутреннего отверстия поковки. С целью качественной кристаллизации металла слитка соотношение его длинны к толщине стенки не должно превышать 4.
Особый интерес представляет получения качественных изделий из непрерывнолитой или центробежнолитой заготовки. Но из-за небольших размеров сечений и толщины стенок для устранения внутренних дефектов данных заготовок необходимо задавать повышенные обжатия или увеличить турбулентность деформации.
В большинстве процессов ОМД, в том числе и процессы ковки, течение метала неоднородно и итоговое распределение деформаций ( механических свойств) неравномерно. Это явление справедливо считают вредным. Однако для ряда изделий анизотропию механических свойств определяет повышения эксплуатационных возможностей детали. Конструктивные требования, предусматривающие это неравномерное распределение свойств а объёме детали, заставляют создавать условия их получения: или за счет закономерного распределения температуры при нагреве заготовки, или за счет соответствующего распределения пластического течения металла ( макропотоков), или всё вместе.
Промежуточная термообработка снимает остаточные напряжения, возникающие в объёме поковки вследствие неравномерных граничных условий и неравномерной технологической деформации. Процесс производства заканчивается отделочными операциями, контролем качества продукции и сдаточно - отгрузочными процедурами.
Выводы. Процесс получения качественного металла поковок включает комплекс процессов металлургического производства, где качество продукции на каждым переделе определяется совершенными технологическими процессами и контролируются не законодательными актами а полнейшей автоматизацией технологии производства металла и поковок.
