
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Некоммерческая организация «Ассоциация московских вузов»
Государственное образовательное учреждение
высшего профессионального образования
Московский государственный индустриальный университет
ГОУ ВПО МГИУ
Научно-образовательный материал
«Станки токарной группы с ЧПУ»
Состав научно-образовательного коллектива:
, к. т.н., доцент
Москва 2010 г.
Токарные станки с ЧПУ.
Основные узлы, входящие в состав станка. Для наглядности станок представлен в виде открытом от защитных устройств и внешнего ограждения.

Рис.1.. Узлы токарного многоцелевого станка с ЧПУ Index серии ABC: 1 – основание; 2 – второй револьверный суппорт; 3 – мотор-шпиндель; 4 – главный привод; 5 – суппорт для обработки тыльной стороны детали; 6 – первый револьверный суппорт; 7 – наклонная станина; 8 – привод подачи
Несущей системой станка является сворное основание 1 и наклонная чугунная станина 7, на которой расположен первый (основной) револьверный (инструментальный) суппорт 6.
В левой части станка расположен главный привод станка 4, в котором встроен мотор-шпиндель 3. В передней части наклонной станины расположен второй револьверный суппорт 2, имеющий продольное и поперечное перемещение; линейные перемещения суппортов производятся от асинхронных двигателей с бесступенчатым регулированием, один из которых 8 показан на рис. 1. Для обработки тыльной стороны детали на передней бабке имеется дополнительный 5 суппорт.
Все процессы формообразования на станке производятся на основе координатных перемещений представленных на рис.4.3. Первый суппорт может совершать два линейных перемещения по координатам X1 и Z1, револьверная головка, расположенная на этом суппорте может осуществлять позиционные угловые повороты по координате с1.
Второй суппорт совершает то же линейные перемещения по своим координатам X2, Z2, имея возможность так же позиционироваться по угловой координате с2.
Главный шпиндель станка с бесступенчатым регулированием частоты вращения имеет одну вращательную координату С.
Технологическая особенность станков серии АСВ фирмы INDEX состоит в том, что любая геометрически сложная деталь вращения обрабатывается полностью с двух сторон на одном станке.
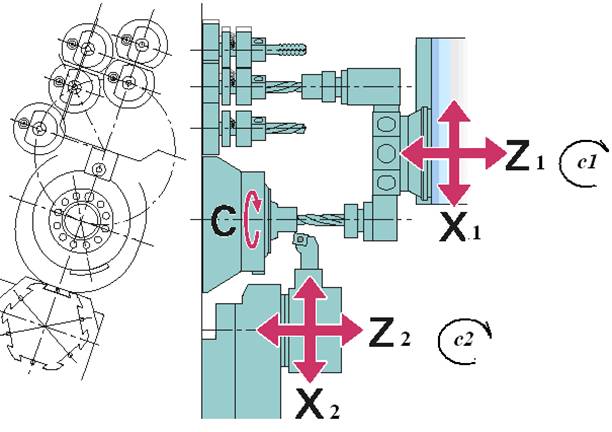
Рис.2. Схема координатных перемещений суппортов и шпинделя станка: X1, Z1 – координатные движения первого суппорта; X2, Z2 – координатные движения второго суппорта; C – вращательное движение шпинделя, с1, с2 – поворотные (установочные) движения суппортов
Заготовка 1 (прутковая или в виде отдельной заготовки) устанавливается в цанговом патроне 2, закрепленном в шпинделе 3 станка. Это положение заготовки определяет начало технологии обработки ее с правой части.
