


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 677.054
ПРОТОТИП МИКРОПРОЦЕССОРНОЙ СИСТЕМЫ
УПРАВЛЕНИЯ ОТПУСКОМ ОСНОВЫ И ОТВОДОМ ТКАНИ
,
Предложена концепция регулирования отпуска основы и отвода ткани с использованием в механизмах привода навоя и вальяна индивидуальных серводвигателей, управляемых микропроцессорным модулем. Рассматриваются некоторые аспекты конструкции системы, выводится закон регулирования.
Отпуск основы, отвод ткани, регулирование натяжения.
Повышение скорости работы современных ткацких станков требует соответствующей точности функционирования механизмов станка, в частности основного и товарного регуляторов. В мировой практике для новых станков стандартом де-факто стали микропроцессорные системы управления отпуском основы и отводом ткани [1]. Данные системы просты в обслуживании и наладке, характеризуются повышенной гибкостью настройки, надежностью, точностью [2]. Однако, помимо новых, в эксплуатации до сих пор находится множество морально устаревших ткацких станков, оснащенных механическими основными и товарными регуляторами. Авторами предлагается прототип микропроцессорной системы управления натяжением заправки, который может быть положен в основу разработки комплекта для модернизации станков типа СТБ или АТПР.
На рис. 1 изображена схема предлагаемого микропроцессорного регулятора натяжения. Ядром системы является программируемый микроконтроллер, который связан специальной шиной с датчиком натяжения, датчиком положения главного вала (энкодером), датчиком количества основы, приводами отпуска и отвода, а также рядом других периферийных устройств, не показанных на схеме. Натяжение заправки определяется по угловой координате подскальных рычагов, которая измеряется бесконтактным индуктивным датчиком перемещения. Контроллер определяет, попадает ли измеренное натяжение в заранее определенное поле допуска, и в зависимости от результата посылает соответствующий сигнал приводу отпуска. Величина отпуска рассчитывается с поправкой на текущий радиус намотки основы. Привод отпуска по сигналу контроллера поворачивает навой на нужный угол. Энкодер используется для синхронизации процессов отпуска и отвода с положением главного вала. Привод отвода вращает вальян с заданной скоростью, обеспечивая нужную плотность по утку. Отпуск и отвод могут осуществляться как периодически, так и непрерывно (или изменяться по определенному закону).
Выведем закон регулирования для данной системы, а именно зависимость отпуска основы от ее натяжения. Основа, ткань и подпружиненное скало образуют упругую систему заправки (УСЗ). Если допустить, что зависимость между деформацией и натяжением УСЗ подчиняется закону Гука, то натяжение УСЗ определяется как
![]() , (1)
, (1)
где Fуз – натяжение УСЗ;
ΔlΣ – суммарная деформация;
Cуз – жесткость УСЗ.
Жесткость этой системы можно определить через сумму податливостей отдельных элементов:
![]() , (2)
, (2)
где Сосн – жесткость основы;
Стк – жесткость ткани;
Сск – жесткость, производная от крутильной жесткости скала.
Ввиду сложности аналитического расчета Cуз целесообразно включить в программное обеспечение контроллера подпрограмму ее измерения. Для выполнения данной функции у рассматриваемой системы управления есть все необходимые средства: с помощью приводов отпуска или отвода заправке можно придать определенную деформацию и, измерив приращение натяжения, вычислить Cуз по закону Гука. В данном случае целесообразно использование переменного линейного дифференциального трансформатора (LVDT) как дешевого, стабильного, линейного датчика, не требующего сложных устройств сопряжения. Кинематическая схема скального узла с датчиком натяжения изображена на рис. 2.
Взаимосвязь положения штока LVDT и натяжения УСЗ определим из условий статического равновесия скального узла. В состоянии равновесия сумма моментов относительно оси вращения скала Oc равна нулю, т. е. справедливо выражение (трение и масса скала не учитываются)
![]()
![]() (3)
(3)
|
Рис. 1. Схема микропроцессорного регулятора напряжения
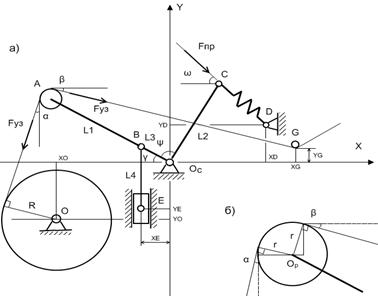
Рис. 2. Кинематическая схема скального узла
следовательно,
![]() , (4)
, (4)
![]() , (5)
, (5)
где Fпр – натяжение пружины;
r – радиус скального ролика;
Lпр – длина пружины;
Lпр0 – начальная длина пружины;
Спр – жесткость скальной пружины.
Выразим все переменные формул (4) и (5) через угол поворота подскального рычага γ и геометрию заправки:
![]() , (6)
, (6)
![]() , (7)
, (7)
![]() , (8)
, (8)
![]() , (9)
, (9)
![]() , (10)
, (10)
![]() , (11)
, (11)
 (12)
(12)
 (13)
(13)
 , (14)
, (14)
где R – радиус намотки навоя.
Таким образом, положение штока датчика YE связано с натяжением УСЗ вышеперечисленными зависимостями. При известных геометрических параметрах станка, а также радиусе намотки навоя и жесткости скальных пружин становится возможным определить текущее натяжение УСЗ через положение штока датчика.
Если в процессе ткачества происходит непредвиденное отклонение натяжения УСЗ от заданного значения, регулятор должен выработать корректирующее воздействие, в данном случае выражающееся в изменении длины отпускаемой основы за один цикл работы станка. Определим величину корректирующего воздействия. Суммарную деформацию УСЗ, ![]() можно определить как
можно определить как
![]() , (15)
, (15)
![]() . (16)
. (16)
где Δlзапр – заправочная деформация;
Δlтов-осн – деформация, обусловленная разностью длин отводимой ткани и отпущенной основы, с учетом уработки нитей. При правильно выбранном коэффициенте ![]() данная деформация минимальна;
данная деформация минимальна;
Δвозм – возмущающая деформация;
Δlтов – длина отводимой за цикл ткани;
Δlосн – длина отпускаемой за цикл основы.
Чтобы компенсировать вызванное возмущающей деформацией изменение натяжения УСЗ, необходимо увеличить или уменьшить величину Δlосн на величину Δвозм. Возмущающую деформацию можно определить по формуле
![]() , (17)
, (17)
где ΔFуз – отклонение натяжения УСЗ от номинального.
Величина отклонения косвенно измеряется датчиком. Жесткость УСЗ должна быть определена специальной подпрограммой в процессе наладки станка.
Выводы
1. Предложенный алгоритм регулирования натяжения может быть реализован современной микропроцессорной техникой в реальном времени.
2. Реализация принципов, заявленных в данном прототипе, позволит улучшить качественные показатели и эргономику устаревших станков, продлив тем самым их жизненный цикл.
СПИСОК ЛИТЕРАТУРЫ
1. Schaumburg R. Equipment WDP3-Servotex.
2. Yu-Bin Lue, Hong Chen, Bin Zhou. Nios II-Based Air-Jet Loom Control System.
The authors suggest conception of regulation of warp release and fabric removal by using in mechanisms of warp beam drive and doffer of individual servomotors controlling by microprocessor or modul. Some aspects of system construction are discussed, regulation law is deduced.
Words: warp release, fabric removal, tension regulation.
I. S. Nikiforov, V. V. Romanov
PROTOTYPE OF WARP SUPPLYING AND FABRIC TAPPING MANAGEMENT
MICROPROCESSOR SYSTEM
