
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 519.2; 66.0
Нахождение оптимального объема баковой аппаратуры
, *****@***ru
,
Пермский государственный национальный исследовательский университет,
механико-математический факультет
Россия,
Решена задача приближенного расчета объема промежуточной баковой аппаратуры для последовательных стадий непрерывного химико-технологического производства.
Ключевые слова: непрерывное производство, баковая аппаратура, запас, порожний объем, заполненный объем, издержки.
© , , 2012 г.
Требуется определить объем промежуточной баковой аппаратуры, обеспечивающей необходимый запас полупродукта, поступающего с предыдущей стадии и необходимого для работы следующей, как в случае кратковременной нехватки, так и в случае кратковременного избытка, обусловленного случайными колебаниями скорости (поскольку предполагается, что задача согласования планов отдельных стадий уже решена, то решение данной задачи является корректным [2]). Для решения будет использована программа для работы с электронными таблицами Microsoft Excel.
Общее решение:
Предположим  – план выпуска должен быть равен плану потребления.
– план выпуска должен быть равен плану потребления.
Вероятность переполнения и недополнения в общем случае не равны, поэтому делим искомый объем на два объема ![]() и
и ![]() , где
, где ![]() пустой (порожний), а
пустой (порожний), а ![]() заполненный.
заполненный.
1 шаг. Для вероятности переполнения ищется свой доверительный интервал через ![]() , а для вероятности недополнения свой через
, а для вероятности недополнения свой через ![]() (т. е. интервал, в котором с данной вероятностью находится истинное значение определяемой величины). Находим через функцию НОРМОБР, значение квантиля[1].
(т. е. интервал, в котором с данной вероятностью находится истинное значение определяемой величины). Находим через функцию НОРМОБР, значение квантиля[1].
 ,
,
где p – вероятность для определения объема.
2 шаг. Находим экономические параметры для каждой стадии производства:
- потери от переполнения (в дальнейшем ![]() );
);
- затраты на обслуживание баковой аппаратуры (в дальнейшем ![]() );
);
- сумму дополнительных издержек, они всегда имеются (в дальнейшем ![]() ).
).
Формулы для вычисления этих параметров:
 , (2)
, (2)
 , (3)
, (3)
 , (4)
, (4)
где ![]() – цена продукта на каждой стадии, К - коэффициент обслуживания баков,
– цена продукта на каждой стадии, К - коэффициент обслуживания баков, ![]() - объем соответствующей стадии производства,
- объем соответствующей стадии производства,  – это номер стадии производства, где
– это номер стадии производства, где ![]() это стадия наполняющая баки, а
это стадия наполняющая баки, а ![]() опорожняющая.
опорожняющая.
3 шаг. Для каждой стадии производства находим минимальное значение издержек. Смотрим, какое значение имеет при этом объем бака. Просуммировав ![]() и
и ![]() , получим требуемый объем баковой аппаратуры.
, получим требуемый объем баковой аппаратуры.
Выше изложено общее решение такой задачи. Однако, существуют некоторые нюансы, которые могут повлиять на расчеты. Рассмотрим несколько примеров.
Пример на имитируемых данных.
Рассмотрим 3 варианта организации сопряжения стадий технологического процесса.
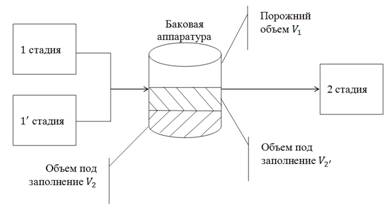
Имеем две последовательные стадии производства (рис. 1). В процессе работы необходимо где-то хранить промежуточный запас сырья. Скорость выдачи продукта стадии 1 в среднем равняется скорости потребления этого же продукта на стадии 2. Возможны случаи колебания этих скоростей. Необходимо учитывать, что может быть как избыток, так и недостаток сырья.
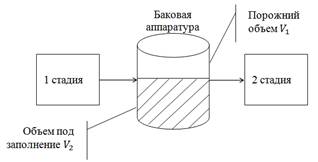
Рис. 24. Схема последовательных стадий производства в простейшем случае |
Предположим, что заданный план  , а независимые колебания
, а независимые колебания  . Тогда, т. к. план выпуска и потребления должны быть равны, а колебания независимы, то , .
. Тогда, т. к. план выпуска и потребления должны быть равны, а колебания независимы, то , .
По формулам (1), (2), (3), (4) построим следующую таблицу значений для 1-ой стадии производства:
Таблица 1. Вычисление минимума дополнительных издержек методом простого перебора для 1-ой стадии производства | |||||
| Вероятность для определения объема, | Объем порожний, | Потери от переполнения, | Затраты на обслуживание одного кубометра бака, | Сумма издержек, |
0,32 | 0,5214 | 0,5359 | 143,589 | 2,6796 | 146,2686 |
0,34 | 0,5429 | 1,0777 | 137,1265 | 5,3886 | 142,5151 |
… | … | … | … | … | … |
1,04 | 0,9088 | 13,3339 | 27,3603 | 66,6698 | 94,0301 |
1,06 | 0,9129 | 13,5885 | 26,1289 | 67,9427 | 94,0716 |
… | … | … | … | … | … |
2,04 | 0,9909 | 23,6070 | 2,7360 | 118,0353 | 120,7713 |
2,06 | 0,9913 | 23,7774 | 2,6129 | 118,8868 | 121,49971 |
… | … | … | … | … | … |
3,04 | 0,9991 | 31,1748 | 0,2736 | 155,8742 | 156,1478 |
3,06 | 0,9991 | 31,3103 | 0,2613 | 156,5516 | 156,8129 |
… | … | … | … | … | … |
4,04 | 0,9999 | 37,4222 | 0,0274 | 187,1109 | 187,1383 |
4,06 | 0,9999 | 37,5377 | 0,0261 | 187,6886 | 187,7148 |
… | … | … | … | … | … |
Продолжение таблицы 1. | |||||
| Вероятность для определения объема, | Объем порожний, | Потери от переполнения, | Затраты на обслуживание одного кубометра бака, | Сумма издержек, |
4,96 | 0,9999 | 42,4428 | 0,0033 | 212,2140 | 212,2173 |
4,98 | 0,9999 | 42,5459 | 0,0031 | 212,7299 | 212,7330 |
5 | 0,9999 | 42,6489 | 0,0030 | 213,2445 | 213,2475 |
Найдем минимальное значение суммы издержек ![]() . В данном случае
. В данном случае  Это говорит о том, что для данной стадии издержки можно свести к минимуму, если за вероятность для вычисления объема баковой аппаратуры взять значение
Это говорит о том, что для данной стадии издержки можно свести к минимуму, если за вероятность для вычисления объема баковой аппаратуры взять значение  .
.
Представим результаты графически:
|
Рис. 2. Графическая схема минимизации издержек по |
Те же расчеты выполним и для 2-ой стадии.
Таблица 2. Вычисление минимума дополнительных издержек методом простого перебора для 2-ой стадии производства | |||||
| Вероятность нормальной работы, | Объем под заполнение, | Потери от переполнения, | Затраты на обслуживание одного кубометра бака, | Сумма издержек, |
0,32 | 0,5214 | 1,0718 | 239,3150 | 5,3592 | 244,6742 |
0,34 | 0,5429 | 2,1554 | 228,5440 | 10,7772 | 239,3213 |
… | … | … | … | … | … |
0,92 | 0,8798 | 23,4771 | 60,1132 | 117,3856 | 177,4987 |
0,94 | 0,8852 | 24,0262 | 57,4076 | 120,1311 | 177,5387 |
… | … | … | … | … | … |
1,92 | 0,9879 | 45,1281 | 6,0113 | 225,6405 | 231,6518 |
1,94 | 0,9885 | 45,4809 | 5,7407 | 227,4048 | 233,1456 |
… | … | … | … | … | … |
2,92 | 0,9987 | 60,7020 | 0,6011 | 303,5104 | 304,1115 |
Продолжение таблицы 2. | |||||
| Вероятность нормальной работы, | Объем под заполнение, | Потери от переполнения, | Затраты на обслуживание одного кубометра бака, | Сумма издержек, |
2,94 | 0,9988 | 60,9793 | 0,5740 | 304,8966 | 305,4706 |
… | … | … | … | … | … |
3,92 | 0,9998 | 73,4443 | 0,0601 | 367,222 | 367,2820 |
3,94 | 0,9998 | 73,6793 | 0,0574 | 368,3968 | 368,4542 |
… | … | … | … | … | … |
4,96 | 0,9999 | 84,8856 | 0,0054 | 424,4281 | 424,4335 |
4,98 | 0,9999 | 85,0919 | 0,0052 | 425,4597 | 425,4649 |
5 | 0,9999 | 85,2978 | 0,005 | 426,4891 | 426,4940 |
Найдем минимальное значение суммы издержек ![]() . В данном случае
. В данном случае  Следовательно, для 2-ой стадии издержки можно свести к минимуму, если за вероятность для вычисления объема баковой аппаратуры взять значение .
Следовательно, для 2-ой стадии издержки можно свести к минимуму, если за вероятность для вычисления объема баковой аппаратуры взять значение .
|
Рис. 3. Графическая схема минимизации издержек по |
Теперь складываем те значения объемов ![]() , которые имеют минимальные издержки, а именно:
, которые имеют минимальные издержки, а именно:
![]()
Объем баковой аппаратуры должен быть 36,8110 ![]() . Количество необходимых баков определяется стандартной процедурой: если объем одного бака равен
. Количество необходимых баков определяется стандартной процедурой: если объем одного бака равен ![]() то количество баков равняется
то количество баков равняется ![]() ,округленного сверху до целого[2], плюс 1 бак, необходимый для технического обслуживания.
,округленного сверху до целого[2], плюс 1 бак, необходимый для технического обслуживания.
Имеется промежуточный продукт, который потребляют 2 разных производства конечных продуктов (или следующие стадии), а не одна как в вышеописанном случае (см. рис. 4).
|
Рис. 4. Схема для двух потребителей продукта. |
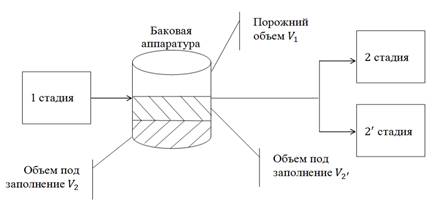
Предположим, что , , а , , , , т. к. планы выпуска и потребления должны быть равны.
1 случай – цена конечного продукта на всех производственных участках различна ( ).
).
По формулам (1), (2), (3), (4) построим таблицу значений для 1-ой стадии производства:
Таблица 3. Вычисление минимума дополнительных издержек методом простого перебора для 1-ой стадии производства | |||||
| Вероятность для определения объема, | Объем порожний, | Потери от переполнения, | Затраты на обслуживание одного кубометра бака, | Сумма издержек, |
0,32 | 0,5214 | 0,5359 | 143,5890 | 0,5359 | 144,1249 |
0,34 | 0,5429 | 1,0777 | 137,1264 | 1,0777 | 138,2041 |
… | … | … | … | … | … |
1,88 | 0,9868 | 22,2079 | 3,9547 | 22,2079 | 26,1626 |
1,9 | 0,9874 | 22,3865 | 3,7767 | 22,3865 | 26,1633 |
… | … | … | … | … | … |
2,88 | 0,9986 | 30,0721 | 0,3954 | 30,0721 | 30,4676 |
2,9 | 0,9987 | 30,2118 | 0,3776 | 30,2118 | 30,5895 |
… | … | … | … | … | … |
3,88 | 0,9998 | 36,4862 | 0,0395 | 36,4862 | 36,5257 |
3,9 | 0,9998 | 36,6043 | 0,0377 | 36,6043 | 36,6421 |
… | … | … | … | … | … |
4,88 | 0,9999 | 42,0278 | 0,0039 | 42,0278 | 42,0318 |
4,9 | 0,9999 | 42,1319 | 0,0037 | 42,1319 | 42,1357 |
… | … | … | … | … | … |
5 | 0,9999 | 42,6489 | 0,0030 | 42,6489 | 42,6519 |
Минимальное значение суммы издержек  Это говорит о том, что для данной стадии издержки можно свести к минимуму, если за вероятность для вычисления объема баковой аппаратуры взять значение .
Это говорит о том, что для данной стадии издержки можно свести к минимуму, если за вероятность для вычисления объема баковой аппаратуры взять значение .
|
Рис. 5. Графическая схема минимизации издержек по |
По формулам (1), (2), (3), (4) построим таблицу значений для  -ой стадии производства:
-ой стадии производства:
Таблица 4. Вычисление минимума дополнительных издержек методом простого перебора для 2-ой стадии производства | |||||
| Вероятность для определения объема, | Объем под заполнение, | Потери от переполнения, | Затраты на обслуживание одного кубометра бака, | Сумма издержек, |
0,32 | 0,5213 | 1,0718 | 191,4520 | 1,0718 | 192,5238 |
0,34 | 0,5429 | 2,1554 | 182,8352 | 2,1554 | 184,9907 |
… | … | … | … | … | … |
1,68 | 0,9791 | 40,7129 | 8,3571 | 40,7129 | 49,0701 |
1,7 | 0,9800 | 41,0945 | 7,9810 | 41,0945 | 49,0756 |
… | … | … | … | … | … |
2,68 | 0,9979 | 57,2871 | 0,8357 | 57,2871 | 58,1228 |
2,7 | 0,9980 | 57,5782 | 0,7981 | 57,5781 | 58,3763 |
… | … | … | … | … | … |
3,68 | 0,9997 | 70,5707 | 0,0835 | 70,5707 | 70,6543 |
3,7 | 0,9998 | 70,8141 | 0,0798 | 70,8141 | 70,8940 |
… | … | … | … | … | … |
4,68 | 0,9999 | 81,9475 | 0,0083 | 81,9475 | 81,9558 |
4,7 | 0,9999 | 82,1605 | 0,0079 | 82,1605 | 82,1685 |
… | … | … | … | … | … |
5 | 0,9999 | 85,2978 | 0,0040 | 85,2978 | 85,3018 |
Минимальное значение суммы издержек  усл. ед. Из этого следует, что для данной стадии издержки можно свести к минимуму, если за вероятность для вычисления объема баковой аппаратуры взять значение .
усл. ед. Из этого следует, что для данной стадии издержки можно свести к минимуму, если за вероятность для вычисления объема баковой аппаратуры взять значение .
По формулам (1), (2), (3), (4) построим таблицу значений для ![]() -ой стадии производства:
-ой стадии производства:
Таблица 5. Вычисление минимума дополнительных издержек методом простого перебора для | |||||
| Вероятность для определения объема, | Объем под заполнение, | Потери от переполнения, | Затраты на обслуживание одного кубометра бака, | Сумма издержек, |
0,32 | 0,5213 | 0,8038 | 215,3835 | 0,8038 | 216,1874 |
0,34 | 0,5429 | 1,6165 | 205,6896 | 1,6165 | 207,3062 |
… | … | … | … | … | … |
1,88 | 0,9868 | 33,3118 | 5,9321 | 33,3118 | 39,2440 |
1,9 | 0,9874 | 33,5797 | 5,6651 | 33,5797 | 39,2449 |
… | … | … | … | … | … |
2,88 | 0,9986 | 45,1082 | 0,5932 | 45,1082 | 45,7014 |
2,9 | 0,9987 | 45,3178 | 0,5665 | 45,3178 | 45,8843 |
… | … | … | … | … | … |
3,88 | 0,9998 | 54,7293 | 0,0593 | 54,7293 | 54,7886 |
3,9 | 0,9998 | 54,9065 | 0,0566 | 54,9065 | 54,9632 |
4,88 | 0,9999 | 63,0417 | 0,0059 | 63,0417 | 63,0477 |
4,9 | 0,9999 | 63,1979 | 0,0056 | 63,1979 | 63,2035 |
… | … | … | … | … | … |
5 | 0,9999 | 63,9733 | 0,0045 | 63,9733 | 63,9778 |
Минимальное значение суммы издержек  усл. ед. Т. е. для данной стадии издержки можно свести к минимуму, если за вероятность для вычисления объема баковой аппаратуры взять значение .
усл. ед. Т. е. для данной стадии издержки можно свести к минимуму, если за вероятность для вычисления объема баковой аппаратуры взять значение .
Если мы просуммируем  , то это тот случай, когда потребление зависимо для потребителей 2 и 3.
, то это тот случай, когда потребление зависимо для потребителей 2 и 3.
Тогда сумма объема составляет:
![]()
Количество баков рассчитывается способом, указанным на стр. 4
Но если потребление не зависимое (как в нашем случае), то действуют нижеописанные формулы.
Общее стандартное отклонение ![]() для 2-ой и
для 2-ой и ![]() -ой стадии производства:
-ой стадии производства:
 (5)
(5)
 (6)
(6)
Формула для нахождения потерь от переполнения изменится для данного случая:
 (7)
(7)
По формуле (1) найдем значения ![]() , используя (5) или (6), а по формулам (7), (3), (4) вычислим потери от переполнения, затраты на обслуживание баковой аппаратуры и сумму издержек.
, используя (5) или (6), а по формулам (7), (3), (4) вычислим потери от переполнения, затраты на обслуживание баковой аппаратуры и сумму издержек.
Таблица 6. Вычисление минимума дополнительных издержек методом простого перебора для | |||||
| Вероятность для определения объема, | Объем под заполнение,
| Потери от переполнения,
| Затраты на обслуживание одного кубометра бака, | Сумма издержек, |
0,32 | 0,5213 | 1,3127 | 201,7084 | 1,3127 | 203,0211 |
0,34 | 0,5429 | 2,6398 | 192,63 | 2,6398 | 195,2699 |
… | … | … | … | … | … |
1,6 | 0,9748 | 47,9594 | 10,5858 | 47,9594 | 58,5452 |
1,62 | 0,9760 | 48,4405 | 10,1093 | 48,4405 | 58,5498 |
… | … | … | … | … | … |
2,6 | 0,9974 | 68,7205 | 1,0585 | 68,7205 | 69,7791 |
2,62 | 0,9976 | 69,0833 | 1,01093 | 69,0833 | 70,0942 |
… | … | … | … | … | … |
3,6 | 0,9997 | 85,2296 | 0,1058 | 85,2296 | 85,3355 |
3,62 | 0,9997 | 85,5314 | 0,1010 | 85,5314 | 85,6325 |
Продолжение таблицы 6. | |||||
|
|
|
|
|
|
… | … | … | … | … | … |
4,6 | 0,9999 | 99,3150 | 0,0105 | 99,3150 | 99,3255 |
4,62 | 0,9999 | 99,5784 | 0,0101 | 99,5784 | 99,5885 |
… | … | … | … | … | … |
5 | 0,9999 | 104,4680 | 0,0042 | 104,4681 | 104,4723 |
Минимальное значение суммы издержек  Т. е. для
Т. е. для ![]() стадии издержки сведутся к минимуму, если за вероятность для вычисления объема баковой аппаратуры взять значение .
стадии издержки сведутся к минимуму, если за вероятность для вычисления объема баковой аппаратуры взять значение .
|
Рис. 6. Графическая схема минимизации издержек по |
Теперь складываем те значения объемов ![]() , которые имеют минимальные издержки, а именно:
, которые имеют минимальные издержки, а именно:
![]()
Объем баковой аппаратуры должен быть 70,1673 ![]() . Количество баков рассчитывается способом, указанным на стр. 4.
. Количество баков рассчитывается способом, указанным на стр. 4.
2-ой случай – цена продукта на всех стадиях одинакова ( ).
).
По формулам (1), (2), (3), (4) построим таблицу значений для 1-ой стадии производства:
Таблица 7. Вычисление минимума дополнительных издержек методом простого перебора для 1-ой стадии производства | |||||
| Вероятность для определения объема, | Объем порожний, | Потери от переполнения, | Затраты на обслуживание одного кубометра бака, | Сумма издержек, |
0,32 | 0,5213 | 0,5359 | 143,5890 | 0,5359 | 144,1249 |
0,34 | 0,5429 | 1,0777 | 137,1264 | 1,0777 | 138,2041 |
… | … | … | … | … | … |
1,88 | 0,9868 | 22,2079 | 3,9547 | 22,2079 | 26,1626 |
1,9 | 0,9874 | 22,3865 | 3,7767 | 22,3865 | 26,1633 |
… | … | … | … | … | … |
2,88 | 0,9986 | 30,0721 | 0,3954 | 30,0721 | 30,4676 |
2,9 | 0,9987 | 30,2118 | 0,3776 | 30,2118 | 30,5895 |
… | … | … | … | … | … |
3,88 | 0,9998 | 36,4862 | 0,0395 | 36,4862 | 36,5257 |
3,9 | 0,9998 | 36,6043 | 0,0377 | 36,6043 | 36,6421 |
… | … | … | … | … | … |
4,88 | 0,9999 | 42,0278 | 0,0039 | 42,0278 | 42,0318 |
4,9 | 0,9999 | 42,1319 | 0,0037 | 42,1319 | 42,1357 |
… | … | … | … | … | … |
5 | 0,9999 | 42,6489 | 0,0030 | 42,6489 | 42,6519 |
Минимальное значение суммы издержек  усл. ед. Это значит, что для
усл. ед. Это значит, что для ![]() стадии издержки можно свести к минимуму, если за вероятность для вычисления объема баковой аппаратуры взять значение .
стадии издержки можно свести к минимуму, если за вероятность для вычисления объема баковой аппаратуры взять значение .
|
Рис. 7. Графическая схема минимизации издержек по |
По формулам (1), (2), (3), (4) построим таблицы значений для -ой и ![]() -ой стадии производства.
-ой стадии производства.
Таблица 8. Вычисление минимума дополнительных издержек методом простого перебора для | |||||
| Вероятность для определения объема, | Объем под заполнение, | Потери от переполнения, | Затраты на обслуживание одного кубометра бака, | Сумма издержек, |
0,32 | 0,5213 | 1,0718 | 239,3150 | 1,0718 | 240,3869 |
0,34 | 0,5429 | 2,1554 | 228,5441 | 2,1554 | 230,6995 |
… | … | … | … | … | … |
1,8 | 0,9841 | 42,9640 | 7,9245 | 42,9640 | 50,8884 |
1,82 | 0,9848 | 43,3305 | 7,5678 | 43,3305 | 50,8983 |
… | … | … | … | … | … |
2,8 | 0,9984 | 59,0155 | 0,7924 | 59,0155 | 59,8079 |
2,82 | 0,9984 | 59,2994 | 0,7568 | 59,2994 | 60,0562 |
… | … | … | … | … | … |
3,8 | 0,9998 | 72,0203 | 0,0792 | 72,0203 | 72,0995 |
3,82 | 0,9998 | 72,2594 | 0,0757 | 72,2594 | 72,3350 |
… | … | … | … | … | … |
4,8 | 0,9999 | 83,2182 | 0,0079 | 83,2182 | 83,2262 |
4,82 | 0,9999 | 83,4283 | 0,0076 | 83,4283 | 83,4359 |
… | … | … | … | … | … |
5 | 0,9999 | 85,2978 | 0,0050 | 85,2978 | 85,3028 |
Минимальное значение суммы издержек  усл. ед. Из этого следует, что для -ой стадии издержки можно свести к минимуму, если за вероятность для вычисления объема баковой аппаратуры взять значение .
усл. ед. Из этого следует, что для -ой стадии издержки можно свести к минимуму, если за вероятность для вычисления объема баковой аппаратуры взять значение .
Таблица 9. Вычисление минимума дополнительных издержек методом простого перебора для 2′-ой стадии производства | |||||
| Вероятность для определения объема, | Объем под заполнение, | Потери от переполнения, | Затраты на обслуживание одного кубометра бака, | Сумма издержек, |
0,32 | 0,5213 | 0,8038 | 239,3150 | 0,8038 | 240,1189 |
0,34 | 0,5429 | 1,6165 | 228,5440 | 1,6165 | 230,1606 |
… | … | … | … | … | … |
1,94 | 0,9885 | 34,1107 | 5,7408 | 34,1107 | 39,8514 |
1,96 | 0,9890 | 34,3738 | 5,4824 | 34,3738 | 39,8562 |
… | … | … | … | … | … |
2,94 | 0,9988 | 45,7345 | 0,5741 | 45,7345 | 46,3086 |
2,96 | 0,9989 | 45,9416 | 0,5482 | 45,9416 | 46,4898 |
Продолжение таблицы 9 | |||||
| Вероятность для определения объема, | Объем под заполнение, | Потери от переполнения, | Затраты на обслуживание одного кубометра бака, | Сумма издержек, |
… | … | … | … | … | … |
3,94 | 0,9998 | 55,2595 | 0,0574 | 55,2595 | 55,3169 |
3,96 | 0,9998 | 55,4353 | 0,0548 | 55,4353 | 55,4901 |
… | … | … | … | … | … |
4,94 | 0,9999 | 63,5091 | 0,0057 | 63,5091 | 63,5149 |
4,96 | 0,9999 | 63,6642 | 0,0055 | 63,6642 | 63,6697 |
… | … | … | … | … | … |
5 | 0,9999 | 5 | 0,0050 | 63,9733 | 63,9783 |
Минимальное значение суммы издержек усл. ед. Это значит, что для ![]() -ой стадии издержки можно свести к минимуму, если за вероятность для вычисления объема баковой аппаратуры взять значение .
-ой стадии издержки можно свести к минимуму, если за вероятность для вычисления объема баковой аппаратуры взять значение .
Если мы просуммируем то это тот случай, когда потребление зависимо для потребителей 2 и 3.
Сумма объема составляет:
![]()
Количество баков рассчитывается способом, указанным на стр. 4.
Но если потребление не зависимое (как в нашем случае), то действуют нижеописанные формулы.
Общее стандартное отклонение ![]() для -ой и
для -ой и ![]() -ой стадии производства:
-ой стадии производства:
 (8)
(8)
По формуле (1) найдем значения ![]() , используя (8) , а по формулам (2), (3), (4) вычислим потери от переполнения, затраты на обслуживание баковой аппаратуры и сумму издержек.
, используя (8) , а по формулам (2), (3), (4) вычислим потери от переполнения, затраты на обслуживание баковой аппаратуры и сумму издержек.
Таблица 10. Вычисление минимума дополнительных издержек методом простого перебора для | |||||
| Вероятность для определения объема, | Объем под заполнение, | Потери от переполнения, | Затраты на обслуживание одного кубометра бака, | Сумма издержек, |
0,32 | 0,5213 | 1,3398 | 239,315 | 1,3398 | 240,6548 |
0,34 | 0,5429 | 2,6943 | 228,5441 | 2,6943 | 231,2384 |
… | … | … | … | … | … |
1,68 | 0,9791 | 50,8911 | 10,4464 | 50,8911 | 61,3376 |
1,7 | 0,9800 | 51,3682 | 9,9763 | 51,3682 | 61,3445 |
… | … | … | … | … | … |
2,68 | 0,9979 | 71,6088 | 1,0446 | 71,6088 | 72,6535 |
2,7 | 0,9980 | 71,9727 | 0,9976 | 71,9727 | 72,9703 |
… | … | … | … | … | … |
3,68 | 0,9997 | 88,2134 | 0,1044 | 88,2134 | 88,3179 |
Таблица 10. Вычисление минимума дополнительных издержек методом простого перебора для | |||||
| Вероятность для определения объема, | Объем под заполнение, | Потери от переполнения, | Затраты на обслуживание одного кубометра бака, | Сумма издержек, |
3,7 | 0,9998 | 88,5177 | 0,0997 | 88,5177 | 88,6175 |
… | … | … | … | … | … |
4,68 | 0,9999 | 102,4344 | 0,0104 | 102,4344 | 102,4449 |
4,7 | 0,9999 | 102,7006 | 0,0099 | 102,7007 | 102,7107 |
… | … | … | … | … | … |
4,98 | 0,9999 | 106,3649 | 0,0052 | 106,3649 | 106,3702 |
5 | 0,9999 | 106,6222 | 0,005 | 106,6223 | 106,6273 |
Минимальное значение суммы издержек  Это значит, что для
Это значит, что для ![]() -ой стадии издержки можно свести к минимуму, если за вероятность для вычисления объема баковой аппаратуры взять значение .
-ой стадии издержки можно свести к минимуму, если за вероятность для вычисления объема баковой аппаратуры взять значение .
|
Рис. 8. Графическая схема минимизации издержек по |
Теперь складываем те значения объемов ![]() , которые имеют минимальные издержки, а именно:
, которые имеют минимальные издержки, а именно:
![]()
Объем баковой аппаратуры должен быть  . Количество баков рассчитывается способом, указанным на стр. 4
. Количество баков рассчитывается способом, указанным на стр. 4
На первой стадии продукт получается в ходе параллельной работы двух установок, затем он сливается в промежуточную баковую аппаратуру, и потом потребляется следующей стадией производства. Решение этой задачи сводится к варианту Б).
|
Рис. 9. Схема для 3х стадий производства |
Вышеизложенными примерами проиллюстрирован общий алгоритм расчета промежуточной баковой аппаратуры. Количество баков рассчитывается способом, указанным на стр. 4.
Библиографический список.
1. Гмурман вероятностей и математическая статистика. – М.: Высш. шк., 2003. – 479 с.
2. , , Простейший вариант алгоритма оперативной коррекции плана непрерывного производства, Перм. гос. нац. исслед. ун-т. – Пермь, 2012. – 5 с.
Finding of optimum volume of lateral equipment
Chechulin V. L., *****@***ru
Galanova Ya. Yu.,
Perm State university,
mathematical faculty
Russia, Perm, Bukirev st. 15
It is required to define volume of the intermediate lateral equipment providing a necessary stock of a semi-product, both in case of short-term shortage, and in case of the surplus, caused by fluctuation of speed.
Keywords: process production, lateral equipment, a stock, the empty volume, the filled volume, expenses.
© Chechulin V. L., Galanova Ya. Yu., 2012.
[1] Квантиль (q) – величина, которая показывает значение функции распределения для заданной вероятности.
[2] Целая часть от отношения и плюс 1.
