


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Федеральное агентство по образованию
Государственное образовательное учреждение профессионального образования
ПЕНЗЕНСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Факультет: АВТОМАТИЗАЦИИ Машиностроения
Кафедра: Технология машиностроения
УТВЕРЖДЕНО:
Ученым Советом ФАМ
протокол № от «______» ___________2006 г.
Декан факультета ФАМ
_____________________
ТЕСТОВЫЕ ВОПРОСЫ
для контроля остаточных знаний студентов по дисциплине
«Технология машиностроения»
по специальности: 151001
Рассмотрено:
на заседании кафедры «Технология машиностроения»
протокол № от «____»__________2006 г.
Заведующий кафедрой ТМС
_________________
Пенза 2006
ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ
Тестовые материалы
ДЕ 1. Основные положения и понятия
Задание 1.
Изделие основного производства предназначено для –
1. реализации |
2. собственных нужд предприятия |
3. консервации и упаковки |
Задание 2.
Соединение составных частей изделий с возможностью его сборки отдельно от других элементов изделия
1. Узел |
2. Деталь |
3. Комплекс |
4. Комплект |
Задание 3
Совокупность всех действий, осуществляемых людьми и орудиями труда и направленные на изготовление (ремонт) изделий, выпускаемых предприятием.
1. Технологический процесс |
2. Производственный процесс |
3. Заготовительный процесс |
Задание 4
Организация технологического процесса бывает
1. поточная |
2. серийная |
3. единичная |
4. массовая |
Задание 5
В единичном производстве применяется
1. автоматическое оборудование |
2. универсальное оборудование |
3. оборудование с ЧПУ |
Задание 6
Если коэффициент закрепления операций Kз. о = 1, то производство
1. массовое |
2. единичное |
3. серийное |
4. мелкосерийное |
Задание 7
Производство, на котором 29 рабочих мест и используется 209 различных технологических операций в течение месяца, — это производство
1. массовое |
2. единичное |
3. крупносерийное |
4. мелкосерийное |
Задание 8
Фиксированное положение, занимаемое обрабатываемой заготовкой совместно с приспособлением для выполнения определенной части операции
1. Установ |
2. Позиция |
3. Технологический переход |
4. Рабочий ход |
Задание 9
Станкоемкость - это
1. Количество станков, занятых на выполнении отдельной операции |
2. Время, в течение которого фактически занят станок |
3. Общее количество станков |
ДЕ 2. Общие положения размерных связей
Задание 10
Процесс сохранения положения заготовки, достигнутого при базировании:
1. установка |
2. наладка |
3. закрепление |
Задание 11
Опорная точка — это точка контакта на поверхности заготовки
1. крайняя |
2. центральная |
3. идеальная |
4. боковая |
Задание 12
Три плоскости при базировании призматических заготовок образуют угол
1. координатный |
2. плоский |
3. тупой |
4. острый |
Задание 13
Сколько поверхностей, либо сочетания поверхностей их заменяющих включает комплект баз
1. три |
2. четыре |
3. пять |
4. шесть |
Задание 14
Установочная база должна иметь
1. наибольшие габаритные размеры |
2. наименьшие габаритные размеры |
3. наибольшую длину |
4. наименьшую длину |
Задание 15
Расположение опорных точек на базовых поверхностях заготовок это
1. схема базирования |
2. схема установки |
3. схема закрепления |
4. схема наладки |
Задание 16
Поверхности, которые не обрабатываются, выбирают в качестве
1. черновых баз |
2. чистовых баз |
3. проверочных баз |
4. настроечных баз |
Задание 17
Размер А при фрезеровании должен
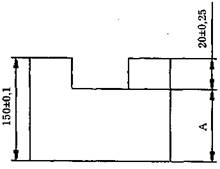
быть выполнен с отклонениями
1. + 0,15 и - 0,15 |
2. + 0,1 и - 0,1 |
3. + 0.25 и - 0,25 |
4. + 0,35 и 0 |
Задание 18
Сборка в массовом производстве основана на использовании метода
1. регулирования |
2. полной взаимозаменяемости |
3. пригонки |
Задание 19
В том случае, когда средняя точность размеров цепи очень высокая и экономически неприемлемая применяют метод
1. полной взаимозаменяемости |
2. групповой взаимозаменяемости |
3. пригонки |
4. неполной взаимозаменяемости |
Задание 20
Значение размера замыкающего звена равно сумме составляющих звеньев в размерной цепи
1. геометрической |
2. максимальной |
3. алгебраической |
4. минимальной |
Задание 21
Основные требования по точности, определяющие качество изделия, при проектном расчете предъявляются к
1. Составляющему звену |
2. Уменьшающему звену |
3. Увеличивающему звену |
4. Замыкающему звену |
Задание 22
Погрешность размера замыкающего звена размерной цепи равна
1. Сумме погрешностей всех составляющих звеньев |
2. Произведению погрешностей всех составляющих звеньев |
3. Разности погрешностей всех составляющих звеньев |
ДЕ 3. Достижение требуемой точности детали в процессе ее изготовления
Задание 23
Наивысшую точность обеспечивает
1. Отделочная обработка |
2. Черновая обработка |
3. Чистовая обработка |
4. Обдирочная обработка |
Задание 24
Набольшую себестоимость имеет
1. Отделочная обработка |
2. Черновая обработка |
3. Чистовая обработка |
4. Обдирочная обработка |
Задание 25
В массовом производстве требуемая точность обеспечивается
1. Методом пробных ходов и промеров |
2. Методом автоматического получения размера |
3. Методом полной взаимозаменяемости |
Задание 26
Период работы режущего инструмента, характеризующийся линейной зависимостью размерного износа от пути резания это -
1. Период нормального износа |
2. Период приработки |
3. Период катастрофического износа |
Задание 27
Способность технологической системы оказывать сопротивление деформирующим её силам это –
1. Жесткость |
2. Прочность |
3. Устойчивость |
Задание 28
При обработке жесткой заготовки, установленной в центрах, возникает
1. Бочкообразность |
2. Конусообразность |
3. Седлообразность |
Задание 29
При обработке заготовки, установленной в 3-х кулачковом патроне, возникает
4. Бочкообразность |
5. Конусообразность |
6. Седлообразность |
Задание 30
При несовпадении технологической базы с измерительной или конструкторской возникает
1. Погрешность базирования |
2. Погрешность закрепления |
3. Погрешность настройки |
Задание 31
Погрешности, вызываемые геометрическими неточностями станка это –
1. Переменные систематические погрешности |
2. Постоянные систематические погрешности |
3. Случайные погрешности |
Задание 32
Кривая рассеяния случайных погрешностей, полученная при нормальном ходе технологического процесса, приближается к кривой, соответствующей закону распределения
1. Нормальному |
2. Рэлея |
3. Симпсона |
ДЕ 4. Основы технического нормирования
Задание 33
Время, затрачиваемое на переналадки технологической оснастки при смене партии заготовок
1. Основное |
2. Подготовительно-заключительное |
3. штучное |
4. вспомогательное |
Задание 34
Время, затрачиваемое на изменение формы, размеров и качества поверхности заготовок это –
1. Основное |
2. Подготовительно-заключительное |
3. штучное |
4. вспомогательное |
Задание 35
Время технического обслуживания определяют в процентах от основного времени в
1. Единичном производстве |
2. массовом производстве |
3. мелкосерийном производстве |
Задание 36
Соотношение основного и вспомогательного времени зависит от
1. стоимости производства |
2. типа производства |
3. регулярности производства |
Задание 37
Сумма основного и вспомогательного времени представляет собой
1. Оперативное время |
2. Время обслуживания рабочего места |
3. Подготовительно-заключительное время |
Задание 38
Время на установку, закрепление, раскрепление и снятие заготовки входит в состав
1. Вспомогательного времени |
2. Основного времени |
3. Подготовительно-заключительного времени |
Задание 39
Время обслуживания рабочего места определяют в процентах от оперативного времени в
1. Массовом производстве |
2. единичном производстве |
3. Автоматизированном производстве |
ДЕ. 5 Основы разработки технологического процесса
Задание 40
Припуск, удаляемый при выполнении одного технологического перехода это
1. Общий припуск |
2. Промежуточный припуск |
3. Операционный припуск |
Задание 41
Технологический процесс изготовления изделий с одинаковыми конструктивными и технологическими признаками это
1. Типовой технологический процесс |
2. Групповой технологический процесс |
3. Единичный технологический процесс |
Задание 42
Отклонения размеров заготовки должны соответствовать требованиям
1. чертежа заготовки |
2. маршрутной карты |
3. чертежа детали |
Задание 43
Допускаемые отклонения размеров необрабатываемых поверхностей заготовок зависят от
1. способа изготовления заготовок |
2. материала заготовок |
3. шероховатости поверхности деталей |
Задание 44
Припуск — это слой материала
1. удаляемый в процессе обработки |
2. восстановленный в процессе термообработки |
3. наносимый на обрабатываемую деталь для защиты от окисления |
4. деформируемый в процессе обработки |
Задание 45
В массовом производстве применяют
1. Специальные станки и автоматические линии |
2. Универсальные станки |
3. Станки с ЧПУ и гибкие производственные системы |
Задание 46
Разработанный технологический процесс оформляют документально в соответствии с требованиями
1. ЕСКД |
2. ЕСТД |
3. ISO 9001 |
4. ISO 9002 |
Задание 47
Основную часть припуска на механическую обработку снимают на
1. чистовой операции |
2. получистовой операции |
3. черновой операции |
Задание 48
документ, содержащий описание процесса изготовления по всем операциям с указанием данных об оборудовании, оснастке, материальных и трудовых нормативах
1. Карта эскизов |
2. Операционная карта |
3. Маршрутная карта |
Задание 49
В массовом производстве преимущественно применяют
1. Универсальные приспособления |
2. Переналаживаемые приспособления |
3. Специальные приспособления |
Задание 50
В массовом производстве для изготовления валов в качестве заготовок преимущественно применяют
1. Прокат |
2. Свободная ковка |
3. Точная штамповка |
Задание 51
Документ, содержащий описание технологической операции с указанием переходов, режимов обработки и данных о средствах технологического оснащения
1. Маршрутная карта |
2. Операционная карта |
3. Технологическая инструкция |
Задание 52
При изготовлении небольшого количества машин применяют
4. Специальные средства и оборудование |
5. Универсальную оснастку и оборудование |
6. Автоматы и роботы |
Задание 53
Технологический процесс изготовления группы с разными конструктивными и общими технологическими признаками,— это
1. Типовой технологический процесс |
2. Групповой технологический процесс |
3. Унифицированный технологический процесс |
Задание 54
Определяет последовательность выполнения операций, их число и штучное время каждой операции
1. Операционная технология |
2. Маршрутная технология |
3. Технологическая инструкция |
4. Технологический переход |
