
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
6. ПРИЧИНЫ БРАКА И МЕРЫ ПО ЕГО ПРЕДУПРЕЖДЕНИЮ.
Дефекты подготовки и сборки.
Характерные дефекты при сварке плавлением: неправильный угол скоса кромок в швах с V X и U-образной разделкой ; слишком большое или малое притупление по длине стыкующих кромок; непостоянство зазора между кромками по длине стыкуемых элементов; несовпадение стыкуемых плоскостей, слишком большой зазор между кромками свариваемых деталей, расслоения и загрязнения кромок.
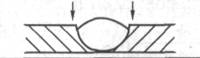
Дефекты формы шва.
При выполнении сварных соединений любыми методами сварки плавлением швы могут иметь неравномерную ширину и высоту, бугры, седловины, неравномерную высоту катетов в угловых швах.
Швы неравномерной ширины - результат отклонений от заданного зазора кромок при сборке или неправильных движений электрода при ручной сварке.
 Неравномерность усиления по длине шва, местные бугры и седловины получаются при ручной сварке из-за недостаточной квалификации сварщика, неправильных приемов переварки прихваток и неудовлетворительного качества электродов.
Неравномерность усиления по длине шва, местные бугры и седловины получаются при ручной сварке из-за недостаточной квалификации сварщика, неправильных приемов переварки прихваток и неудовлетворительного качества электродов.
Наплывы образуются в результате влияния пространственного положения шва (вертикального, потолочного) или неправильного смещения электродной проволоки при сварке кольцевых швов под флюсом.

Подрезы представляют собой углубления (канавки) по краям шва. Глубина подреза может колебаться от десятых долей до нескольких миллиметров.
 Кратер углубление, образующееся в конце шва при внезапном прекращении сварки.
Кратер углубление, образующееся в конце шва при внезапном прекращении сварки.

Прожоги дефекты в виде сквозного отверстия в сварном шве, образующиеся в результате вытекания металла сварочной ванны при сварке листов небольшой толщины и первого слоя в многослойных швах.
Внутренние дефекты.
К ним относят поры, шлаковые включения, непровары, несплавления и трещины.
Поры в виде полостей округлой формы образуются вследствие загрязненности кромок свариваемого металла, использования влажного флюса или отсыревших электродов, недостаточной защиты шва при сварке в среде защитного газа и завышенной длины дуги.

Шлаковые включения в металле сварного шва -- это небольшие объемы, заполненные неметаллическими веществами ( шлаками, оксидами). Шлаковые включения можно разделить на макро - и микроскопические. Макроскопические включения образуются в шве из-за плохой очистки свариваемых кромок от окалины или от остатков шлака на поверхности первых слоев многослойных швов перед заваркой последующих, низкого качества электродного покрытия или флюса. Микроскопические шлаковые включения возникают в результате образования в процессе плавления некоторых химических соединений, остающихся в шве при кристаллизации.

Непровар -- дефект в виде местного несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполняемых валиков.
Трещины. Образованию холодных трещин способствуют следующие Факторы: высокая скорость охлаждения при сварке углеродистых и легированных сталей, склонных к закалке на воздухе; повышенное содержание водорода в основном металле и сварочных материалах; выполнение сварочных работ при низкой температуре; чрезмерное нагромождение швов для «усиления» конструкции (применение накладок и т. п.), увеличивающее сварочные напряжения; наличие в сварных соединениях других дефектов, являющихся концентратами напряжений, вблизи которых зарождаются трещины.
Склонность к образованию горячих трещин зависит от способов и режимов сварки, формы сварного шва, определяющих степень развития ликвации легкоплавких примесей, а также от жесткости свариваемых деталей.
Трещины относят к числу наиболее опасных дефектов и по всем действующим нормативно-техническим документам недопустимы. Для удобства работы в кабине устанавливают металлический стул с подъемным винтовым сиденьем, изготовленным из неэлектропроводного материала (дерево, пластмасса и др.) Под ногами у сварщика должен находиться резиновый коврик.
Основной вид оборудования сварочных постов - источники питания дуги. Они могут быть одно - или многопостовыми. На рабочем месте обычно размещают однопостовые источники питания. При питании сварочных постов от многопостовых источников сварочный ток разводят по кабинам с помощью токоподводящих проводов или шин. В кабине устанавливают рубильник или магнитный пускатель для включения сварочного тока.
При механизированной сварке в кабине размещают полуавтоматы и автоматы для дуговой сварки и необходимое вспомогательное оборудование и приспособления.
Для выполнения сварочных работ сварщик должен иметь определенный набор инструментов и принадлежностей.
