
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 687
МЕТОДИКА ОПРЕДЕЛЕНИЯ ПЫЛЕПРОНИЦАЕМОСТИ МАТЕРИАЛОВ СПЕЦОДЕЖДЫ
, д. т.н., проф.
Алматинский технологический университет, г. Алматы, Республика Казахстан
e-mail: br. *****@***ru
Анализ существующих приборов и устройств по определению пылепроницаемости позволил сделать вывод о том, что они не обеспечивают высокой объективности в оценке пылепроницаемости ткани.
При испытании не учитываются условия эксплуатации спецодежды, когда пыль проникает через материал, разрушающийся из-за истирания во время эксплуатации. Трение происходит в контакте с пылью и механическими воздействиями в области полочки, рукавов в локте, передней и задней половинок брюк во время кинетики движения рабочего в реальных условиях эксплуатации.
Совмещение процесса истирания с одновременным испытанием на пылепроницаемость позволит получить реальную модель износа в лабораторных условиях с помощью разработанного устройства.
Основным критерием оценки при проницаемости является количество поглощенной пыли.
Разработанное устройство, предназначенное для оценки пылепроницаемости материалов, дает возможность получить новый эффект, а именно, приблизить испытание тканей к реальным условиям использования спецодежды
Известные способы оценки пылепроницаемости текстильных материалов не учитывают реальных условий эксплуатации пылезащитной одежды, при которых на нее одновременно воздействуют пыль и истирающие факторы.
Цель разработанного способа состоит в моделировании реальных условий эксплуатации специальной одежды.
Для определения пылепроницаемости тканей специальной одежды с учетом условий эксплуатации разработан новый способ. По этому способу пылепроницаемость определяют следующим образом: элементарную пробу размером 100X100 мм закрепляют между системой колец, затем устанавливают их в нижней камере, сверху вентилятором подается пылевоздушная масса. Пыль, .прошедшая через образец и диафрагму, собирается в отверстиях и через канал подается на фильтр. О пылепроницаемости судят по количеству пыли, прошедшей через пробы и осевшей на фильтр, а потеря пыли на пленке истирающего механизма будет для всех испытаний одинаковой при одинаковом объеме подаваемой пыли.
Коэффициент пылепроницаемости определяют по формуле
Где: m0 - количество пыли, взятое для испытаний; m1 - количество пыли, прошедшее через материал; m2 - количество пыли, осевшее на материале; n - количество циклов при истирании.
Коэффициент пылеемкости определяют по формуле
где: m0 - количество пыли, взятое для испытаний; mk - количество пыли, прошедшее через материал, mн - количество пыли, осевшее на фильтре.
Таким образом, методика позволяет моделировать реальные условия эксплуатации спецодежды, и кинетику движений рабочих при которых на нее воздействует пыль, и истирающие факторы.
Методика может быть использована вместо опытной носки.
ЛИТЕРАТУРА
1. и др. «Методы определения физико-химических свойств промышленных пылей». Л., Химия, 1989 г., с.30-40
УДК УДК 667.01
РАЗРАБОТКА МЕТОДОВ ОЦЕНКИ ПОКАЗАТЕЛЕЙ ФОРМОВОЧНЫХ СВОЙСТВ МАТЕРИАЛОВ ДЛЯ ОДЕЖДЫ
, к. т.н., доц.
ГОУ ВПО «Южно-Уральский государственный университет», г. Челябинск, Россия
e-mail: *****@***ru
При производстве и эксплуатации одежды на материалы и их системы действуют небольшие по величине (1–20% от разрывных) циклические нагрузки, приводящие к изменению структуры и деформированию материала. Изучение характеристик свойств, получаемых при действии на материалы циклических нагрузок, меньше разрывных, имеет большой научный и практический интерес.
Косвенные методы оценки коэффициентов жесткости при изгибе, несминаемости, упругости, изменения линейных размеров материалов после влажно-тепловых воздействий и других пригодны для контроля качества материалов, поступающих на швейные предприятия, однако не позволяют комплексно оценить показатели формуемости и формоустойчивости материалов в процессах производства и эксплуатации одежды [1].
В данной работе разработаны методы и средства, позволяющие моделировать действие факторов производства и эксплуатации одежды, и реализующие комплексную оценку показателей формовочных свойств материалов.
Для реализации испытаний разработаны новый метод и устройство циклического пространственного растяжения [2], принципиальное отличие которых заключается в возможности измерения компонент деформации материалов после заданного числа циклов растяжения. Это позволяет изучать динамику изменения деформации материалов в условиях испытания, имитирующих воздействие технологических и эксплуатационных факторов.
Сущность методики заключается в оценке полной, обратимой, необратимой компонент дефор-мации (в % и долях), при расчете которых используются результаты измерения величины провисания пробы материала при нагружении hмакс, после снятия нагрузки h1 и после отдыха hост (рис.1).
Рис. 1. Положение пробы материала перед испытанием (1) и в условиях
пространственного растяжения (2).
Измерительная система устройства (рис. 2, 1–9) позволяет: автоматизировать контроль и управление всеми механизмами устройства; автоматически измерять и учитывать величину начального провисания пробы относительно нулевого уровня Δh в текущих измерениях (см. рис. 1); моделировать условия испытаний. Высокую точность результатов измерения величины провисания пробы (приборная погрешность измерений не более 10 мкм) обеспечивают дифференциальные фотодатчики (см. рис. 2, 5–6). Экспериментально установлены оптимальные параметры испытания материалов для одежды костюмного ассортимента [3]. Динамика изменения показателей свойств материалов при воздействии внешних факторов анализируется на основе показателей пластичности (%), упругости (%), жесткости условной (Н). Расчет относительной деформации (%), усредненного напряжения σ (МПа), равновесного модуля упругости Е3 (МПа) выполняется по уравнениям теоретических моделей в системе MathCAD [4].
Рис. 2. Схема устройства для циклического пространственного растяжения: измерительная система (1–9), включающая:
1 – пружинный зонд, 2 – безлюфтовая втулка, 3 – направляющая, 4 – коромысло,
5 – фотодатчик зонда, 6 – дифференциальный фотодатчик, 7 – каретка, 8 – ходовой винт,
9 – измерительное устройство; 10 – опорная площадка для размещения грузов;
11 – электродвигатель; 12 – механизм нагружения; 13 – зажимные кольца фиксации пробы;
14 – каретка, перемещающаяся на столе 15; 16 – шаговый электродвигатель;
17– электронный блок с панелью ввода и индикации данных.
Экспериментальная проверка разработанного метода проводилась при исследовании образцов кож, тканей, трикотажных полотен, а также пакетов, полученных при формозакреплении деталей из тканей и кожи дублированием и обработкой полимерными дисперсиями.
Для имитации внешних воздействий пробы материалов предварительно подвергали технологической обработке (увлажнению, нагреву, влажно-тепловой обработке, формованию, формозакреплению) или воздействию факторов эксплуатации (химической чистке, носке изделий) и последующему циклическому растяжению. В зависимости от материала число циклов растяжения варьировалось от 1 до 3000 при нагрузке на пробу в цикле 0,5–2,0 даН.
Анализ величины и динамики изменения компонент деформации после 1000 циклов пространственного растяжения образцов одежных кож в кондиционном, влажном состоянии (30%) и при воздействии тепла (рис. 3) позволил сделать вывод, что наиболее интенсивное изменение полной деформации и ее компонент наблюдается в первые 250 циклов растяжения материалов. В последующие 250–1000 циклов растяжения увеличение полной деформации образцов в основном связано с увеличением ее обратимой компоненты. Результаты исследования совместного влияния усилия, влаги и тепла на одежные кожи (см. рис. 3) показали, что тепло способствует увеличению доли необратимой деформации и скорости релаксационных процессов в материалах.
|
![]() – обратимая
– обратимая ![]() – необратимая
– необратимая
Рис. 3. Доли деформации одежных кож в условиях пространственного растяжения проб при разных климатических условиях.
Образцы: 1 - кожа хромовая; 2 - винилискожа ТР с пористым ПВХ-покрытием;
3 - винилискожа ТР (замшевая); 4 - уретанискожа ТР с мембранным ПЭУ-покрытием.
Для моделирования кинетики накопления остаточной деформации костюмных тканей при воздействии циклических усилий величиной 1,0–4,0 даН использовали уравнение
εнеобр (n) = a arctg (j·n), (1)
где: n – период (циклы) растяжения;
а, j – коэффициенты уравнения (параметры интенсивности процесса).
Данная функция адекватна исследуемому процессу в соответствии со статистическим смыслом величины остаточной деформации и обладает необходимыми для моделирования кинетики вязкоупругих процессов свойствами, а также простотой моделирования исследуемого процесса. В результате аппроксимации экспериментальных данных найдены коэффициенты а и j уравнения (1). На рис. 4 представлены графики моделей накопления остаточной деформации тканей в интервале 1–2000 циклов растяжения при нагрузке 15 Н, рабочих размерах пробы 60 мм, индентора – 15 мм, времени нагружения и отдыха пробы в единичном цикле по 10 с. Результаты моделирования показали, что коэффициент а уравнения (1) прогнозирует упругие деформации, обусловленные волокнистым составом тканей: чем меньше модуль упругости и больше растяжимость материала, тем больше значение а (рис. 4, образец 3). Коэффициент j определяет скорость накопления остаточной деформации в материале при воздействии внешних циклических сил и прогнозирует параметры их формования и формоустойчивость: чем быстрее накапливается необратимая деформация в материале, тем больше значение коэффициента j (рис. 4, образцы 1, 4, 5).
Установленные диапазоны значений параметров а и j позволяют оценить динамику изменения деформации тканей костюмного ассортимента при производстве и эксплуатации. Для других режимов испытаний установлены аналогичные зависимости исследуемого процесса.
Кроме того, экспериментально показано, что метод циклического пространственного растяжения позволяет оценить не только свойства исходных материалов, но и идентифицировать степень износа материалов, бывших в эксплуатации. Результаты показали, что при однократном растяжении необратимая деформация пробы материала, подвергавшегося эксплуатации, меньше по сравнению с величиной данного показателя у контрольной пробы. Это объясняется тем, что при эксплуатации в материале уже произошли структурные изменения и при последующем его растяжении интенсивных релаксационных процессов не происходит.
На основе результатов исследований установлены оптимальные режимы испытания материалов методом циклического растяжения, разработаны методики оценки формовочной способности и формоустойчивости материалов и практические рекомендации для швейных предприятий.
|
|
Рис. 4. Графические модели остаточной деформации тканей:
1 - моноэластичная; 2 - камвольная полушерстяная;
3 - биэластичная; 4 - камвольная полушерстяная; 5 - тонкосуконная полушерстяная.
ЛИТЕРАТУРА
1. Лисиенкова, технологических и эксплуатационных факторов на показатели надежности материалов и систем в одежде: монография / . – Челябинск: Изд-во ЮУрГУ, 2008. – 223 с.
2. Пат. 2354953 С2 Российская Федерация, МПК G01N 3/08 Устройство для определения де-формационных свойств кожи и подобных ей гибких материалов / , , . – Опубл. 10.05.09; Бюлл. № 13.
3. Лисиенкова, деформационных свойств костюмных тканей методом пространственного растяжения / // Известия вузов. Серия «Технология текстильной промышленности». – 2009. – № 5. – С. 6–8.
4. Лисиенкова, деформационного состояния материалов для одежды в условиях пространственного растяжения / , // Известия вузов. Серия «Технология текстильной промышленности». – 2010. – № 2. – С. 28–30.
УДК: 6
ПРИМЕНЕНИЕ ИСКУССТВЕННЫХ НЕЙРОННЫХ СЕТЕЙ ДЛЯ ПРОГНОЗИРОВАНИЯ КАЧЕСТВА ШВЕЙНЫХ ИЗДЕЛИЙ
, д. т.н., проф.,
Новосибирский технологический институт Московского государственного университета
дизайна и технологии (филиал)), г. Новосибирск, Россия
e-mail: *****@***ru
Успех каждого предприятия в значительной степени зависит от его инновационного потенциала, эффективности и качества производимых им товаров и услуг.
Инновационный потенциал предприятия, то есть его способность поставлять на рынок продукты или новую технологию и утверждать их на рынке, является фактором, в значительной степени определяющим шансы предприятия на выживание. В настоящее время на рынках предложение превосходит спрос, вследствие чего усиливается конкуренция в области ценообразования и качества. Чтобы удержаться на рынке, предприятие должно разработать стратегию развития и защиты своих возможных преимуществ. В силу того, что число отраслей, подвергающихся бурным технологическим изменениям, постоянно растет, промышленная инновация становится все более важным инструментом маркетинга, позволяющим предприятию побеждать в конкурентной борьбе и закрепляющим его рыночные преимущества. Инновационный потенциал предприятия – это индикатор его возможностей приспособиться к быстро меняющейся ситуации на рынке, а тем более в области fashion-индустрии.
Эффективность, то есть соотношение между прибылью и затратами предприятия, в последнее время заметно возросла как в швейной промышленности, так и во всех областях производства. Причиной этого является использование современных производственных процессов, прогресс в области вычислительной техники, и как следствие этого – развитие производства, опирающихся на применение компьютеров (computer aided manufacturing - CAM).
К неценовым мерам, с помощью которых предприятие может укрепить свое положение на рынке и уменьшить давление конкуренции, можно отнести – обеспечение качества. В соответствии с Международным стандартом ИСО 9000 [1] качество продукции – это совокупность свойств и характеристик продукции, которые придают ей способность удовлетворять обусловленные или предполагаемые потребности. Не обладая достаточно высоким уровнем качества, изделия не смогут утвердиться на рынке, по крайней мере, на рынке со средними и высокими ценами. Основой успеха японской промышленной продукции на европейских рынках было, например, сочетание новейшей техники (технических инноваций) с высоким качеством при сравнительно низких ценах. Таким образом, можно сделать вывод, что обеспечение качества продукции - важный инструмент в поддержании и укреплении конкурентоспособности.
Качество как стратегическая цель приобретает все более важное значение для предприятия, так как потребитель при покупке все чаще ориентируется именно на качество. Поэтому еще на стадии проектирования технологического процесса должны быть определены и спрогнозированы допустимые области отклонений признаков качества по отношению к заданным, при которых объем бракованной продукции будет минимальным.
Традиционно осуществление проверки результатов выполнения работ, а так же разработки и осуществления корректирующих воздействий, являлось использованием статистических методов контроля качества. Проверка, то есть контроль качества, заключается в том, чтобы при обработке специально собранных данных обнаружить несоответствия, то есть дефекты, отклонения проверяемых параметров от запланированных значений, а также найти причину их появления. Воздействие состоит в разработке и проведении мероприятий по устранению причин несоответствий. После устранения причин осуществляется проверка соответствия контролируемых параметров запланированным значениям (стандарту или норме). Для сбора информации о качестве используются специально разработанные бланки – контрольные листы. Применение контрольных листов является вспомогательным методом, позволяющим представить информацию в удобной форме, облегчить последующий анализ данных о качестве, выявление причин возникновения несоответствий с помощью статистических методов контроля. Обычно для анализа данных используют несложные для понимания и применения статистических методов – так называемые «семь инструментов контроля качества». Эти семь инструментов объединяют следующие методы [2]: графики, расслоение, контрольные карты, диаграмма частот (диаграмма Парето), причинно-следственная диаграмма (диаграмма Исикавы, «рыбий скелет»), диаграмма разброса, гистограмма. Для контроля качества продукции в швейной промышленности наибольшее распространение получили первые пять из перечисленных методов.
Современные тенденции управления производственными процессами на производстве стремятся к осуществлению операций по обеспечению качества на как можно раннем этапе с целью недопущения брака и исправления бракованных изделий. Этого можно добиться за счет автоматизации обеспечения качества на производстве и введение, как уже упоминалось ранее, компьютерной техники. Как в информатике при обработке данных в зависимости от характера взаимосвязи между устройством для ввода данных и центральным компьютером говорят об «on-line» или «off-line» - режиме, так и в области контроля качества можно говорить об «on-line» или «off-line» - контроле в зависимости от того, проводится контроль во время процесса изготовления или отдельно от него
Наблюдаемую тенденцию перехода от «off-line» - контроля к «on-line» - контролю можно назвать « Делай сразу хорошо». Контроль качества на стадии подготовки процесса к производству позволяет быстро распознавать и исправлять ошибки. Предпосылкой этого является очень быстрая обработка поступающих результатов измерений. Переход от статичной проверки качества (количественная проверка статистическими методами после завершения процесса изготовления) к динамичному регулированию (прогнозирование до процесса производства, регулирование и проверка во время процесса производства) стал возможным только благодаря применению компьютеров. Предприятия, придерживающиеся этой линии, могут путем снижения брака и устранения доводочных работ достичь роста продуктивности производства. Целью при этом является полное овладение процессом производства, при котором, в идеальном случае, брака не бывает.
Объектом исследования в данной работе является раскройное производство, которое занимает одно из самых важных мест в процессе изготовления швейных изделий. Ведь именно на этапе раскроя закладываются основные параметры качественного и конкурентоспособного изделия. Особого внимания при этом заслуживают методы прогнозирования параметров технологического процесса раскройного производства, способствующих повышению качества продукции. Однако предсказание технологических характеристик представляет собой непростую задачу. Достаточно трудно построить адекватную модель, описывающую многофакторный процесс превращения рулона материала в детали кроя. На практике обычно используются эмпирические формулы, полученные статистической обработкой большого количества опытных данных с привлечением регрессионного анализа. Причем эти формулы могут достаточно сильно различаться в зависимости от выбранного метода регрессии. В случае, когда существует большое количество входных и выходных величин, сложным образом взаимосвязанных между собой, регрессионная модель (формула) не может полностью воспроизвести данные, полученные в реальном процессе.
Для управления и точного прогнозирования параметров технологического процесса раскройного производства необходима не только математическая модель процесса, но и система, которая позволяла бы воспроизводить прогноз с достаточной точностью.
Таким образом, в настоящее время возрастает необходимость в системах, которые были бы способны не только выполнять однажды запрограммированную последовательность действий над заранее определенными данными, но и могли бы анализировать вновь поступающую информацию, находить в ней закономерности, делать прогноз, генерировать методы, правила и алгоритмы обработки информации для принятия решения. Для реализации названных задач лучшим образом зарекомендовали себя так называемые нейронные сети. Поэтому методология нейронных сетей привлекает сегодня внимание многих исследователей.
Для прогнозирования качества швейных изделий на стадии раскройного производства сконструированы нейронные сети для операций настилания полотен материала, рассекания настила на части, вырезания деталей кроя в «чистый» край и дублирования деталей кроя. Задача состоит в подборе параметров управления, при которых объем бракованной продукции будет минимален.
Исходная выборка данных содержит 149 записей со значениями технологических параметров той или иной операции. Отдельная колонка содержит информацию о наличии брака: в случае, если количество бракованных изделий при заданных значениях технологического процесса превышает допустимый порог (в данном случае 10%), то на выходе нейронной сети при наличии брака ставится 1, в противном случае – 0. Чем ближе число к единице, тем больше вероятность недопустимого количества брака. В качестве входов модели выступают параметры технологического процесса.
Количество входных и выходных нейронов известно, каждый из входных нейронов соответствует одному из системных и случайных факторов, влияющих на качество раскройного процесса, нейрон в выходном слое представляет собой прогнозируемое значение, наличие брака или его отсутствие.
Обучение нейронной сети производилось методом обучения «с учителем», т. е. сети предъявляются примеры входных данных и выходных, что является положительным моментом, поскольку закладываются данные (например, артикул, волокнистый состав и поверхностная плотность материала, толщина, особенности технологического процесса, характеристики оборудования и др.), характерные для конкретного предприятия. При этом значительно сокращаются затраты времени на проверку, контроль и регулирование операций по обеспечению качества, что способствует слаженной работе всего технологического процесса раскройного цеха и повышается качество изделий в целом.
На основе проведенных исследований и результатов анализа разработана методика прогнозирования качества изделия в зависимости от параметров технологического процесса раскройного производства.
Разработанная методика показывает принципиальную возможность решения задач, связанных с проблемами качества изделий легкой промышленности при помощи современных технологий анализа данных.
Реализация данной методики осуществлялась при помощи аналитической платформы Deductor, разработанной российской компанией BaseGroup Labs (г. Рязань).
Внедрение метода нейросетевого моделирования в производство позволит снизить затраты времени на проектирование и анализ технологического процесса раскройного производства на 43 % и получить общий экономический эффект порядка 47 тыс. руб.
ЛИТЕРАТУРА
1. Международный стандарт ИСО 9000. Системы менеджмента качества. Основные положения и словарь. 2-е изд. . ISO - 2000.
2. «Семь инструментов качества» в японской экономике. – М.: Изд. стандартов, 1990. – 88с.
УДК 687:620.1
НЕЙРОСЕТЕВАЯ ТЕХНОЛОГИЯ ПРОГНОЗИРОВАНИЯ КАЧЕСТВА ШВЕЙНЫХ ИЗДЕЛИЙ С УЧЕТОМ ВЛИЯНИЯ ТЕХНИЧЕСКИХ И СОЦИАЛЬНО-ПСИХОЛОГИЧЕСКИХ ФАКТОРОВ
, к. т.н., доц.,
Новосибирский технологический институт МГУДТ (филиал), г. Новосибирск, Россия,
e-mail: *****@***ru
Современный рынок швейных изделий находится в условиях высокой конкуренции. Требования потребителей к качеству становятся одним из основных приоритетов при выборе швейной продукции. При этом в условиях производства определение качества готовых изделий является недостаточным. Возникает необходимость в прогнозировании уровня качества, что даст возможность изготовления высококачественной продукции, избежать лишних издержек производства, что в конечном итоге, позволит обеспечить эффективную работу предприятия.
Качество швейных изделий при изготовлении находится в прямой зависимости от дефектов, допущенных в процессе производства. Поэтому прогнозирование уровня качества продукции основывается на вероятности появления и возможности предотвращения дефектов продукции.
Для получения прогнозной величины дефектов продукции необходимо определить влияние факторов в условиях производства, которыми является совокупность промышленных и социально-психологических факторов. Данная группа факторов представляет собой набор характеристик производственных процессов среды: «человек - средства труда - предметы труда». Роль человеческого фактора обусловлена его заинтересованностью в производстве качественной продукции. При этом возникает множество внутренних мотиваций, определяющих предрасположенность личности к труду, которые позволяют направить потенциал рабочего на достижение необходимого результата.
Одним из методов достижения эффективности результатов в задачах прогнозирования является изучение возможности использования новых систем «искусственного интеллекта» (нейронные сети), которые позволят вести не только учет системных факторов, но и определять прогнозные значения.
Нейронная сеть - самообучающаяся система, имитирующая деятельность человеческого мозга, состоит из большого числа связанных между собой однотипных элементов – нейронов (S), которые получают входные сигналы через несколько входных каналов. Каждый входной сигнал проходит через синаптическое соединение, имеющее определенный вес.
 , (1)
, (1)
i – номер входа нейрона;
n – число выходов нейрона
хi − значение i-го выхода нейрона;
wi − вес i-ой синаптической связи.
С каждым нейроном связано определенное пороговое значение. Вычисляется взвешенная сумма входов, из нее вычитается пороговое значение и в результате получается величина активации нейрона. Сигнал активации преобразуется с помощью функции активации и в результате получается выходной сигнал нейрона (y) [1]:
y = f(s) (2)
Процесс обучения нейронной сети основан на использовании алгоритма Back-Propagation, то есть обратного распространения ошибки и алгоритма RPROP (Resilient Propagation).
Сущность алгоритма обратного распространения ошибки заключается в следующем. В процессе функционирования выходная ошибка сети, вычисляемая на каждой итерации, распространяется по нейронной сети от выхода к входу (то есть в направлении, обратном распространению сигнала) используется для расчета корректировки весов нейронов каждого скрытого слоя сети:
![]() (3)
(3)
i – номер входа нейрона;
p – число нейронов в выходном слое;
Yi – желаемые значения i-го выхода сети;
di – целевое значение получившегося i-го выхода сети после обучения
Алгоритм RPROP использует так называемое «обучение по эпохам», когда коррекция весов происходит после предъявления сети всех примеров из обучающей выборки:
 (4)
(4)
ηij – скорость обучения i и j нейронов сети;
![]()
![]() – весовой коэффициент связи i нейрона слоя n-1 с j нейроном слоя n;
– весовой коэффициент связи i нейрона слоя n-1 с j нейроном слоя n;
k – шаг обучения сети. [2]
Обучение при реализации любого из алгоритмов происходит до тех пор, пока целевая функция не достигнет заданного значения.
При постановке задачи прогнозирования уровня качества швейной продукции необходимо определить архитектуру нейронной сети. Поэтому определены входные данные, которыми являются установленные группы факторов, влияющих на качество швейных изделий (Xi), выходные значения - соответствующие группы дефектов, возникновение которых может быть вызвано в процессе производства швейных изделий (Yi). В свою очередь, прогнозируемые виды дефектов позволяют сформировать показатель качества Q, из расчета того, что продукция без дефектов соответствует Q=1
 , (5)
, (5)
τ – число выходов нейрона;
α–значения нейронов сети;
Yα − количество дефектов Yi группы;
wα − суммарный вес дефектов внутри группы Yi.
Следовательно, во входном слое использовано 40 нейронов {X1…Х40} – параметры группы факторов, в выходном 4 нейрона {Y1…Y4} - параметры группы дефектов. Для определения количества скрытых слоев и количества нейронов в них, использована теорема Колмогорова. Помимо немногочисленных исключений, чаще всего используются сети, имеющие один скрытый слой (максимум - два), причем количество нейронов в слое может различаться (как правило, от N до 3N)
Таким образом, наилучшие результаты после построения показала сеть, состоящая из 40 входных нейронов {X1…Х40} с одним скрытым слоем с 80 нейронами и выходными значениями {Y1…Y4}, характеризующие группы дефектов при использовании алгоритма Resilient Propagation.
Для прогнозирования вероятности появления дефектов швейных изделий использован корреляционный анализ, который позволяет оценивать влияние различных факторов на результат. При вычислении прогнозного значения определена зависимость появления дефектов в процессе производства швейных изделий. Так, при вычислении влияния различных видов тканей (при использовании швейной машины класса MO-6716 S «JUKI» (Япония)) на появление дефектной продукции была установлена зависимость, при которой обработка деталей швейных изделий из смесовых тканей (из хлопчатобумажных и полиэфирных нитей) сводится к минимальной возможности появления различных групп дефектов, в то время как использование полиэфирной ткани приводит к возрастанию возможности появления дефектной продукции.
Работоспособность каждого человека индивидуальна и может меняться в течение смены. В период ее снижения возрастает возможность появления дефектной продукции. Одним из главных факторов в снижении работоспособности является среда микроклимата рабочего места. Например, было установлено, что длительно воздействующий на работников производственный шум может стать внешним раздражителем и приводить к утомляемости. В результате была установлена зависимость, при которой снижение величины уровня шума (от 80 дБА и меньше) приводит к снижению возможности появления дефектов вследствие снижения утомляемости. В процессе влажно-тепловой обработки в воздух поступают значительные теплоизбытки. Температура воздуха может достигать 28°С. Такие параметры воздуха при малой скорости его движения приводят к нарушению процессов терморегуляции. В результате появляется утомляемость и возрастание возможности появления дефектной продукции. В связи с этим была установлена зависимость, при которой снижение показателя температуры до 22-24°С возможность появления дефектов снижается.
Кроме параметров микроклимата рабочего места важным фактором является внутренняя мотивация, для которой характерны высокое качество продукции, удовлетворенность трудом, высокая дисциплина. На основании этого были проведены исследования, в результате которых было установлено, что при наличии у работника внутренних мотивационных комплексов возможность появления дефектности продукции снижается.
После спрогнозированных значений дефектов производится расчет комплексного показателя качества Q швейных изделий по формуле (5), позволяющего сделать вывод о предполагаемом уровне качества швейных изделий. В том случае, если полученное значение окажется неудовлетворительным, есть возможность изменения данного прогнозного значения путем изменения значений тех факторов из исходного набора, которые в большей степени вызвали появление дефектов швейных изделий.
Таким образом, использование нейронной сети в рамках разработанной технологии доказывает свою практическую необходимость для предприятий швейной отрасли. Определение прогнозной величины уровня качества швейных изделий позволит производить снижение затрат времени на изготовление, а также стоимости обработки изделия за счет исключения операций, связанных с появлением брака. В свою очередь, данная тенденция позволит увеличить рост производительности труда, минимизировать появление низкосортных или несортных изделий, тем самым повышая экономический уровень предприятия.
ЛИТЕРАТУРА
1. , Андрейчикова информационные системы: Учебник. – М.: Финансы и статистика, 2004. – 424 с.
2. Нейронные сети для обработки информации / Пер. с польского . – М.: Финансы и статистика, 2004. – 344 с.
УДК 677.4.
ПРИМЕНЕНИЕ БАЗАЛЬТОВЫХ ВОЛОКОН ДЛЯ ПОЛУЧЕНИЯ НЕТКАНОГО ФИЛЬТРОВАЛЬНОГО МАТЕРИАЛА ДЛЯ ОЧИСТКИ ГОРЯЧИХ ГАЗОВ
Российский заочный институт текстильной и легкой промышленности, г. Москва, Россия
Научно–технический прогресс с его резкими социально– экономическими изменениями привел к возникновению глобальной экологической проблемы – загрязнение атмосферы. Для решения данной проблемы, обеспечения нормальных условий протекания технологических процессов в различных областях, а также с целью улучшения условий труда работающих в производственных цехах необходимы новые высокоэффективные средства для очистки газов, аэрозолей и жидкостей. В настоящее время рынок отечественных фильтрующих материалов представлен ткаными и неткаными материалами. Во многих отраслях все еще в качестве фильтрующих материалов применяют ткани: хлопчатобумажные –фильтробельтинги, фильтромиткали (поверхностной плотностью 100–1000 г/м2), шерстяные и полушерстяные, в т. ч. из смеси шерсти с полиамидным, полиэфирным и хлопковым волокнами (300–2100 г/м2), синтетические из полиамидных нитей (100–900 г/м2), из полиэфирных волокон (200–650 г/м2), полипропиленовых (200–600 г/м2), из стекловолокна для фильтрации среды, имеющей повышенную температуру, — 300°С (500–800 г/м2).
В последние годы, благодаря мощному развитию технологий, нетканые материалы находят преимущественное применение в процессах фильтрования, как материалы, имеющие по сравнению с ткаными материалами более равномерную структуру, в которой индивидуальные свойства волокон используются максимально. От параметров фильтровального материала зависят основные рабочие характеристики фильтра и фильтрующего элемента, его качество и, в конечном итоге, его эффективность и стоимость.
Высокая эффективность фильтров достигается комбинированием различных способов производства и нанотехнологий с использованием тонких волокон. Однако требования потребителей получить одновременно более дешевые и эффективные нетканые фильтровальные материалы (НФМ) несовместимы. Тем не менее, их использование для очистки выбросов на металлургических заводах, продуктов сгорания выхлопных газов в автомобилях и масел в дизельных двигателях в перспективе получит еще большее развитие. Несмотря на экономические трудности и удорожание используемого сырья и энергии, этот сектор рынка характеризуется динамичностью и устойчивостью спроса. Поэтому перед изготовителями НФМ стоит задача повышения качества и срока службы, а также поиск альтернативных решений.
Наиболее приемлемым сырьем для получения нетканого фильтровального материала для очистки горячих газов являются термостойкие волокна, к которым относятся ароматические полиамиды и минеральные волокна. На Западе для производства указанных материалов используются мета - и параарамидные волокна, к которым относятся номекс, кермель, нью – стар, кевлар и др. Все они являются дорогостоящим сырьем. Однако, существуют другие виды сырья, более дешевые и позволяющие эксплуатировать произведенные из них материалы при достаточно высоких температурах. Это минеральные волокна, в частности, базальтовое волокно.
Базальты – это высокостабильные по химическому и минералогическому составу экструзивные магматические горные породы, запасы которых в мире практически неограничены и составляют от 25 до 38% площади, занимаемой на Земле всеми магматическими породами.
Базальтовые волокна получают из однокомпонентного дешевого сырья (базальта) при одностадийном технологическом процессе, что обуславливает их более низкую (на%) себестоимость и окупаемость, которая со сроком составляет от 3 до 5 лет, даже в условиях России, по сравнению, например, со стекловолокнами. При этом из 1кг. базальтового сырья получается практически тот же 1кг. готового базальтового высококачественного волокна. Сами установки для производства базальтовых волокон являются экологически чистыми, компактными и в процессе работы не выделяют никаких промышленных отходов; в атмосферу уходят только продукты полного сгорания природного газа, прошедшие предварительное охлаждение в рекуператорах и очистку в фильтрах.
Базальтовые волокна обладают уникальными свойствами: высоким уровнем физико-механических и химических свойств, повышенной стойкостью в агрессивных средах и к вибрациям, долговечностью (не менее 100 лет), стабильностью свойств при длительной эксплуатации в различных условиях, хорошей адгезией к различным связующим, что, в свою очередь, определяет их как перспективнейший материал для получения новых композиционных материалов и изделий из них различного назначения.
Эти волокна работоспособны в широком диапазоне температур от –260 до +700°С, при которых разрушаются углеродные (+600...800°С) и стеклянные (ниже -60°С и выше +500°С) волокна. Базальтовые волокна экологичны, не выделяют опасных для здоровья людей веществ в воздушной и водяной средах, негорючи, взрывобезопасны. Они полностью заменили канцерогенный асбест во всех областях его применения, превосходя его по всем свойствам, в том числе - по теплоизоляционным - более чем в 3 раза. Базальтовые волокна уверенно и объективно вытесняют из подавляющего большинства сегментов рынка и стеклянные волокна. Основным и практически единственным сдерживающим фактором широкого применения и распространения базальтовых волокон и изделий сегодня является крайне низкий существующий объем их реального промышленного производства в России.
Таким образом, применение базальтовых волокон для получения нетканого фильтровального материала для очистки горячих газов по своим эксплуатационным характеристикам вполне способны конкурировать с дорогостоящими импортными аналогами. Постоянное сотрудничество с партнерами и потребителями, представляющими различные отрасли промышленности, в области применения фильтрующих материалов также способствует продвижению базальтового волокна на рынке.
ЛИТЕРАТУРА
1. Нетканые фильтрующие материалы для окрасочно-сушильных камер автозаводов и предприятий сервиса // «Технический текстиль», № 3, март 2002.
2. , Кирш параметров аэрозольных волокнистых фильтров. Коллоидный журнал, №1, 2001.
3. , Земцов эффекты в неравновесных конденсированных системах. Базальты: от извержения до волокна. Москва, ИТиГ ДВО РАН, 2010.
УДК 677.11.023.75.001.5
ВЛИЯНИЕ СПОСОБА ПРОПИТКИ НА ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА ЛЬНЯНОЙ ОСНОВНОЙ ПРЯЖИ
, к. т.н., , д. т.н.
Российский заочный институт текстильной и легкой промышленности, г. Москва, Россия
e-mail: evgenbit@yandex/ru
Одним из основных процессов, обеспечивающих повышение технологических свойств основной пряжи, является пропитка, которая может осуществляться различными способами: нанесением растворов или дисперсий высокополимерных пленкообразующих в виде пен, эмульсий, расплавов низкоплавких синтетических восков, сквозной пропиткой и т. д.
Определение технологических свойств основной льняной пряжи
Обрывность основной пряжи мокрого прядения, выработанной кольцевым способом, и пневмомеханического сухого прядения на ткацких станках показала, что она неодинакова и составляет соответственно 1-5 и 0,1-0,6 на 1м ткани. Это подтверждает вывод о том, что способ прядения оказывает существенное влияние на эффективность переработки пряжи в ткачестве.
Для изучения влияния внешних дефектов пневмомеханической пряжи на ее выносливость к многократному растяжению, т. е. фактора, который в наибольшей степени влияет на обрывность в ткачестве, были отобраны образцы пряжи, имеющие утолщения, превышающие диаметр в 1,5 раза и более, утонения, составляющие 0,5 диаметра и менее, а также ровные участки. Была определена выносливость мягкой и обработанной пряжи. Оказалось, что в процессе пропитки значительно увеличивается средняя выносливость пряжи с дефектами, при этом средняя выносливость мягкой бездефектной пряжи практически такая же, как и обработанной пряжи с дефектами.
В результате пропитки было снижено количество обрывов в местах утолщений. Это можно объяснить тем, что утолщенные участки имеют пониженную крутку, поэтому композиция свободно проходит внутрь пряжи, уплотняя ее в результате скрепления отдельных волокон. Наряду с этим в 2,5 раза уменьшена средняя выносливость пряжи в утоненных участках. В среднем она составила 600 циклов, что почти в 3 раза меньше, чем необходимо для нормального протекания процесса ткачества. Общее количество разрушившихся образцов с утоненными участками при 2000 пульсирующих нагружений для обработанной и мягкой пряжи оказалось практически одинаковым, т. е. пропитка упрочнила те участки пряжи, которые имели утолщения, при этом условия переработки в ткачестве утоненных участков не изменились.
Выносливость пряжи без видимых дефектов остается на прежнем уровне, а количество обрывов на таких участках составляет 10% от общего количества.
Было исследовано также изменение ворсистости пряжи в зависимости от крутки и пропитки. Для оценки ворсистости предложена характеристика, называемая удельной линейной ворсистостью и определяемая как отношение суммарной длины ворса к единице длины пряжи.
Установлено, что с увеличением коэффициента крутки пряжи в исследованном диапазоне удельная ворсистость уменьшилась с 3,2 до 1,2, т. е. в 2,6 раза, а в процессе подготовки к ткачеству (после пропитки) она уменьшается в 2,4 раза. После переработки на станке ворсистость вновь увеличивается в 1,7 раза. Это происходит в результате удаления компонентов с поверхности пряжи, которая является одним из источников пыли в ткацком производстве.
Исследования пряжи кольцевого способа прядения подтвердили полученные выводы. Следует отметить, что добавление химических волокон приводит к увеличению ворсистости, следовательно, такая пряжа должна подвергаться дополнительной обработке, предотвращающей увеличение ворсистости не только за счет облета композиции, но и в результате электризации в процессе переработки.
При переработке льнохимической пряжи с содержанием синтетических волокон свыше 12% вследствие появления зарядов статического электричества при зевообразовании на нитях основы и при прокладывании утка возникает эффект отталкивания нитей одна от другой.
Таким образом, утоненные участки пневмомеханической пряжи наиболее опасны с точки зрения возникновения обрывов в ткачестве, которые при существующей технологии не устраняются в процессе подготовки пряжи к ткачеству. Утолщенные участки могут быть значительно упрочнены при пропитке, однако необходимо определить их предельно допустимый размер, при превышении которого эти участки, застревая в ламелях, галевах и берде, могут привести к обрыву.
Анализ распределения обрывности по причинам и зонам показывает, что наибольшее количество обрывов происходит в зоне ламелей, ремиза, берда, т. е. в зонах наибольших истирающих воздействий. Основными местами обрывов являются слабые места пряжи, а также узлы, утолщения, места неправильной присучки.
Неравномерность распределения обрывов по длине и ширине основы свидетельствует о том, что обрывы – случайное явление. Но уровень обрывности при определенной технологии переработки и конструкции станка является стабильной величиной.
Из сказанного следует, что в процессе подготовки пряжи к ткачеству следует обеспечить ее возможную геометрическую ровноту, не снижая при этом линейную плотность за счет вытяжки при пропитке.
В процессах подготовки пряжи к ткачеству необходимо стремиться максимально возможно не снижать физико-механические ее свойства. Основная пряжа должна обладать определенной выносливостью к многократным растягивающим нагрузкам, стойкостью к истиранию, низкой степенью электризуемости.
Основной параметр контроля качества пропитки – увеличение прочности пряжи, которое достигается за счет увеличения контактов в ней вследствие приклеивания.
Однако практика показывает, что тенденция к уплотнению нити отрицательно сказывается на ее способности к переработке, снижаются усталостные характеристики и гибкость пряжи. Как уже говорилось, существующая технология пропитки не влияет на уровень обрывности тонких участков пряжи. В связи с этим представляет интерес попытка увеличить межволоконные физико-химические и механические связи в нитях при условии придания им равновесности.
Путем классификации волокон, находящихся в стеклообразном состоянии, можно изменить их конформацию таким образом, что количество механических контактов увеличится. Благодаря только такому преобразованию, исключая наличие связующих, можно повысить работоспособность нитей.
Результаты исследований на примере хлопчатобумажной пряжи показали, что наилучшая перерабатываемость в ткачестве наблюдается у нитей с максимально полной релаксацией внутренних напряжений, осуществляемой на пропиточном оборудовании. Для пряжи каждого вида может быть определена необходимая степень релаксации внутренних напряжений.
В связи с изложенным для гидрофильных волокон и нитей из них особое значение приобретают введение и удержание влаги в нити после шлихтования на уровне, обеспечивающем оптимальные физико-механические свойства. Это – первая задача пропитки. Введение пластификатора позволяет также уменьшить трение пряжи и снизить истирающее воздействие одной нити о другую на ткацком станке.
Вторая задача пропитки – повышение устойчивости пряжи к многократным истирающим и растягивающим нагрузкам путем введения компонентов шлихты, обеспечивающих фиксацию усадки по диаметру пряжи, в том числе ее утолщенных мест; включение ворсовых волокон в работоспособную часть нити за счет приклеивания их к телу пряжи и защита от истирающих воздействий деталей ткацкого станка.
Однако при этом повышается коэффициент трения о нити направляющие детали станка, в результате чего ухудшается технологический процесс.
В производственных условиях широко применяется нанесение на пряжу различных жиров: воска, стеарина, парафина. Однако операция вощения выполняет и самостоятельные функции. С помощью вощения можно консервировать влагу в нити независимо от типа шлихтующего препарата, уменьшать электризуемость нитей. Таким образом, стадия вощения должна занять соответствующее место в многостадийном процессе. Результаты работ, проводимых по использованию препаратов для вощения свидетельствуют о высоком технологическом и экономическом эффекте этого способа обработки.
Процесс пропитки многостадиен и должен включать в себя: процесс пластификации пряжи, пропиткой, что обеспечивает после сушки компактную структуру, нанесение на поверхность пряжи антифрикционных материалов.
Важнейшая технологическая задача – выбор оптимальных сочетаний пропитывающих веществ, оборудования в технологии. Большое значение имеют контроль и регулирование вытяжки пряжи на пропиточном оборудовании.
Для обработки пряж из целлюлозных волокон (лен, хлопок, вискоза) и их смесей с синтетическими волокнами используются в основном крахмалопродукты и модифицированный крахмал, а также некоторые синтетические пленкообразующие.
Разработаны многокомпонентные составы для пропитки основ с применением модифицированных крахмалов и кремнийорганических соединений. Обработка основ пропитывающим составом (крахмал + кремнезоль) при снижении крахмала на 30-40% обеспечивает повышение устойчивости к истиранию и изгибу в 6-7 раз по сравнению с традиционным способом шлихтования.
Из модифицированных крахмалов наиболее эффективен Кроко 250, который имеет низкую вязкость и высокую расщепляемость – 82-90%.
Производственные испытания компонентов по разработанной рецептуре на показали, что пропитка модифицированным крахмалом обеспечивает в пропитке льняных и хлопчатобумажных основ снижение расхода клеющего вещества на 45%, обрывности в ткачестве на 22%, увеличение производительности ткацкого станка на 8-11%.
Модифицированные крахмалы не требуют применения расщепителей, легки в приготовлении, сокращается продолжительность варки шлихты на 50% и соответственно снижаются энергозатраты при приготовлении составов.
В результате проведенных исследований были получены новые рецептуры пропитывающих составов для льняных, льносинтетических, льноджутовых пряж, хлопчатобумажной пряжи, синтетических нитей, лавсана и т. п.
В результате данной работы по рациональному расходу химических материалов, и более эффективному их использованию на пропитывающем оборудовании, получено снижение расхода применяемых компонентов на 30% и более.
ЛИТЕРАТУРА
1. , , Иринархов стенд для пропитки. Информ. Листок -№88-25, 1988, УДК.677.053.75.
2. Будник эффективности шлихтованияльняной оческовой пряжи сухого способа прядения. Сб начн. Трудов ЦНИИЛКА.-М.: ЦНИИТЭИлегпром.-1989.
3. Е. И Битус, Ullrich Munstermann, Alexey Zaitsev. Оптимизация производства нетканых материалов по технологии «SPUNLACE». Сб. научных трудов Международной конференции: «Современные информационные технологии в образовании, науке и промышленности. Международная академия информатизации. ГОУ ВПО «РосЗИТЛП».М. 2009 г
4. Битус технологии в производстве нетканых материалов. Сб. научных трудов международной научно-технической конференции «Инновационность научных исследований в текстильной и легкой промышленности». Международная академия информатизации. ГОУ ВПО «РосЗИТЛП». М. 2010 г.
УДК 687
СПОСОБ ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МАТЕРИАЛОВ
В АГРЕССИВНОЙ СРЕДЕ
, д. т.н., проф.
Алматинский технологический университет, г. Алматы, Республика Казахстан
e-mail: br. *****@***ru
В процессе эксплуатации спецодежды возникают перегибы материалов, образуются складки, в которые попадает агрессивная среда.
Для исследования механических свойств материалов в агрессивной среде разработаны устройства и методика, позволяющая определить составные части деформации, пробы материала и их уменьшение под воздействием агрессивных сред при кратковременном и длительном воздействии при диапазоне поворота зажимов от 0 до 360ОС.
Основная цель работы — приближение испытаний текстильных материалов для специальной одежды к реальным условиям носки, когда происходит не только изгиб и складкообразование, но и перекручивание складок в областях рукавов и брюк.
Поставленная цель достигается тем, что проба материала закрепляется под действием груза предварительного натяжения, поворачивается в расправленном состоянии в вертикальной плоскости на угол от 0 до 90О. При этом на пробу действуют агрессивной жидкостью, ее дополнительно подвергают перекручиванию и фиксируют в любом из выбранных диапазонов от 0 до 360ОС образованием складки.
Перекручивание материала с образованием складки позволяет полностью моделировать процесс носки специальной одежды и наблюдать воздействие агрессивной жидкости в этих складках. Одновременно с свойствами определяется смачиваемость по плоскости и в фиксированной складке, а также кислотостойкость. Заранее подготовленную пробу ткани закрепляют в зажимах, затем расправляют ее под действием груза предварительного натяжения, поворачивают вместе с зажимом в вертикальной плоскости, после этого разбрызгивают по пробе агрессивную жидкость (фосфорную кислоту) и наблюдают, как капельки кислоты воздействуют на ткань, скатываются с нее, задерживаются и быстро поглощаются.
В процессе, имитирующем носку специальной одежды, пробу перекручивают на любой из углов (0-360°) и наблюдают, как ведет себя кислота в складках.
Угол поворота от 0 до 360° выбран с учетом всех возможных положений тела, например, поворот в локтевом и плечевом суставах руки, поворот тела или поворот в коленном суставе ног с изгибом и поворотом тела. Диапазон поворота позволяет получить складку, находящуюся в любой позиции по отношению к источнику агрессивных сред.
Для определения механических свойств текстильных материалов под действием фосфорной кислоты концентрацией от 0 до 85% продолжительность воздействия принимается равной 6 мин при температуре -10° до +10°С.
Под действием груза предварительного натяжения наблюдается сначала прямая релаксация (60 мин), а затем после снятия груза и в течение 45-60 мин обратная релаксация деформации. По аналогии определяется релаксация напряжения.
Определение механических свойств материалов в агрессивной среде и их взаимосвязь со смачиваемостью и скатыванием жидкости производится следующим образом.
Пробы выдерживают в климатических условиях при температуре 20ОС и влажностью воздуха 65±2% в течение 24 часов.
Пробы материала 30+150мм, в количестве 16 штук, из них основе 6, а утку 8 и контрольных 2.
Все пробы зажимают до ширины 25мм, удаляя продольные нити общих сторон так, чтобы длина бахромы с каждой стороны была не больше 5мм.
Толцинометром в трех местах определяют толщину и подсчитывают массу груза для создания заданного напряжения. Заданное напряжение должно составлять не менее 9,8*10-6 мПа, его можно определить при помощи разрывной машины и силоизмерительного устройства разработанного прибора по формуле:
![]() ,
,
P=![]() *F,
*F,
где: F - Площадь поперечного сечения пробы, мм2;
P- Нагрузка в зажимах.
Одновременно с механическими свойствами определяют угол смачивания по проектированию бокового изобретения капли жидкости, нанесенный на поверхность пробы, рассматриваемый через экран.
Если угол смачивания 0 > 90о, при изменении угла наклона образца происходит скатывание и смачивание определяется на при фиксированном повороте корпуса на угол от 0 до 180º к горизонтали, так и при фиксированном повороте устройства. Диапазон поворота зажимов от 0 до 360º возможен в любом их взаимном расположении.
Складка при перекручивании образца имитирует носку спецодежды в реальных условиях, поворот в локтевом и плечевом суставах руки, поворот ноги в коленном суставе с изгибом мал. Диапазон поворота позволяет получить складку, находящуюся в любой позиции по отношению к источнику агрессивных сред.
Таким образом, использование предлагаемого метода позволяет значительно сократить время и затраты на определение пригодности новых материалов для специальной одежды, повысить эффективность лабораторных испытаний. Сокращается степень риска при носке спецодежды в промышленных условиях. А так же применение метода позволит повысить эффективность защитных свойств материала и надежность проектируемой специальной одежды.
ЛИТЕРАТУРА
1. «Разработка новых методов оценки защитных свойств специальной одежды», Тезисы межд. Конф., г. Северодонетск, 1986 г., С.30-35
УДК 677.31.027
ИССЛЕДОВАНИЕ ПОРИСТОЙ СТРУКТУРЫ ШЕРСТЯНОГО
ВОЛОКНА РАЗЛИЧНОГО КАЧЕСТВА
, к. т.н., , к. т.н.,
Алматинский технологический университет, г. Алматы, Республика Казахстан
При крашении текстильных материалов важное значение имеет пористость волокна. Субмикроскопические поры, пронизывающие волокнистый материал, не только обеспечивают проникновение молекул красителя вглубь полимерного субстрата, но и служат резервуаром для накопления в нем красящего вещества [1].
Известно, что пористую структуру волокнистых материалов можно характеризовать следующими показателями: удельной поверхностью, общим объемом пор, распределением пор по радиусам, средним эффективным радиусом пор. Основную информацию о пористости дают экспериментальные данные по равновесной физической адсорбции и капиллярной конденсации паров воды [2].
Предпосылкой для изучения пористой структуры шерстяного волокна различного качества явилось разное поведение их в процессе крашения. Для выяснения данного явления исследовали пористую структуру шерсти трех видов: мериносовой 70к, помесной 60к и цигайской 58-56к, отличающихся группой и классом тонины.
На рис.1 представлены изотермы сорбции паров воды шерстяным волокном различного качества.
Рис.1. Изотермы сорбции паров воды шерстью различного качества.
Изотермы сорбции паров воды образцами шерсти имеют S-образный вид и хорошо согласуются с литературными данными. В соответствии с теорией БЭТ при относительном давлении пара P/Ps = 0,1 происходит заполнение монослоя. В области P/Ps = 0,1-0,6 находится участок полимолекулярной адсорбции, далее начинается капиллярная конденсация. Максимальное значение сорбции паров воды по отношению к массе сухого образца увеличивается с переходом от мериносовой шерсти 70к к помесной 60к и к цигайской 58-56 к и составляет для каждого образца соответственно 22,24%, 30,9 % и 31,51%. Причем два последних образца отличаются по сорбции в основном в области капиллярной конденсации, а мериносовая шерсть 70к отличается по сорбции от помесной и цигайской на протяжении всей изотермы.
Из кинетических кривых сорбции паров воды различными видами шерстяного волокна, снятых при P/Ps = 0,8-0,6 (рис.2), видно, что величина равновесной сорбции выше у цигайской шерсти и снижается в ряду: цигайская 58-56к, помесная 60к, мериносовая 70к. Обычно высокую сорбционную способность полимеров объясняют высокоразвитой поверхностью и пористостью.

Рис.2. Кинетика сорбции паров воды шерстью различного качества.
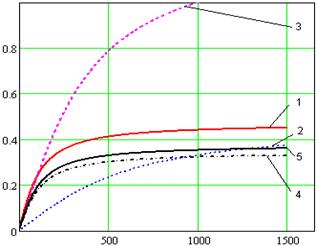
В работе рассчитаны радиусы пор, соответствующие каждому определенному значению относительного давления пара P/Ps на экспериментально полученной изотерме, а также значение распределения пор по радиусам. Из интегральных кривых распределение пор по радиусам (рис.3) видно, что при переходе от мериносовой 70к к помесной 60к и цигайской 58-56к шерсти общий объем пор растет, особенно резко при переходе от мериносовой к помесной и, в меньшей степени, при переходе от помесной к цигайской. Анализ дифференциальных кривых распределения пор по радиусам (рис.4) показывает, что, в основном, в волокнах преобладают поры размером от 1,3 до 8,6 нм и во всех трех видах шерстяного волокна наиболее часто встречаются поры с радиусом 1,3 и 2,1 нм. Характер распределения пор по радиусам при переходе от мериносовой шерсти 70к к помесной 60к тот же, но общий объем пор растет. Рост происходит, очевидно, лишь за счет увеличения радиуса волокна (9,1-10, мкм у мериносовой 70к, 11,5-12,5 мкм у помесной). При переходе от мериносовой к помесной и цигайской шерсти объем пор продолжает расти, но объем, занимаемый порами с радиусом 1,3 нм, растет меньше, чем объем, занимаемый порами 2,1 нм. Этот скачок хорошо заметен при сравнении первых пиков на рис.4. По-видимому, это можно объяснить тем, что в полутонкой цигайской шерсти присутствуют как пуховые, так и переходные волокна. У переходных волокон уже начинает формироваться сердцевинный слой. Сердцевинный слой имеет более рыхлую структуру, чем корковый, размеры пор должны увеличиваться. В результате объем, занимаемый этими порами, растет в большей степени, чем объем, занимаемый порами малого размера, расположенными в корковом слое. Количество их возрастает лишь за счет увеличения радиуса волокна (для цигайской шерсти 58к радиус волокна составляет 12,5-13,5 мкм).
Рис.3. Распределение пор по радиусам для шерсти различного качества.
Более развитой поверхностью обладает шерсть цигайская 58-56к, снижение величины удельной поверхности наблюдается при переходе от цигайской шерсти 58к (177,81 м2/г) к помесной 60к (169,4м2/г) и к мериносовой 70к (134,27м2/г).
Рис.4. Дифференциальное распределение пор по радиусам для шерсти различного качества.
Таким образом, предположение, выдвинутое при анализе окрашенных образцов шерстяного волокна различного качества о том, что причиной их различного поведения при крашении после вакуумирования сухого волокна, является различная система пор, подтверждается полученными результатами. У шерсти помесной 60 общий объем пор превышает в 1,4 раза объем пор мериносовой шерсти 70, что является причиной проявления большего эффекта при крашении полутонкой шерсти по сравнению с крашением тонкой шерсти.
ЛИТЕРАТУРА
1. Кричевский технология текстильных материалов Москва. «РосЗИТЛП», 2001. Том 2.
2. Лабораторный практикум по текстильному материаловедению. Учебное пособие для ВУЗов./ 2-е изд., перераб. и доп. , , – М.: / Легпромбытиздат, 1986.
УДК 331.41./.43:621.38
ИННОВАЦИОННЫЕ ТЕХНОЛОГИИ ПО ОЧИСТКЕ ВОЗДУШНОЙ ЗОНЫ ЦЕХОВ ТЕКСТИЛЬНЫХ ПРЕДПРИЯТИЙ
, к. т.н., , д. т.н., проф.
Алматинский технологический университет, г. Алматы, Республика Казахстан
Евразийский национальный университет им. , г. Астана Республика Казахстан
Вопросы охраны труда на современных текстильных предприятиях являются одними из важнейших проблем сегодняшнего дня, где главное направление – это очистка рабочей зоны от пыли и токсичных компонентов. Сложность решения этой проблемы обусловлена противоречиями между непрерывно возрастающим объёмом промышленного производства и несовершенными, с точки зрения требований охраны труда, формами технологии и организации производства, медленным внедрением новой, прогрессивной технологии современного высокопроизводительного технологического оборудования. На текстильных предприятиях кроме взвешенных частиц в удаленном воздухе присутствуют легколетучие вещества растворителей, красок, мелкодисперсной пыли, различных газов и т. д. Пыль образуется при сортировке, механической обработке и транспортировке различных волокнистых материалов: хлопка, льна, пеньки, шерсти, синтетических волокон и др. Оседая на остеклении и светильниках, пыль уменьшает их светопроницаемость. Попадая в различные движущиеся части машин и оборудования, пыль способствует их быстрому износу. Попадая в готовую продукцию, пыль снижает ее качество и может быть причиной брака. Пыль текстильных предприятий является производственной вредностью, так как одним из основных свойств пыли является ее способность вызывать аллергические реакции бронхолегочной системы, имеющие существенное значение в развитии пылевой патологии. Уже в 20-е годы прошлого столетия советские гигиенисты и проф. патологи широко изучили пылевые бронхиты и обратили внимание на широкое распространение их у работников угольной, хлопкопрядильной, мукомольной и других отраслей промышленности. Значительное распространение данного заболевания имеет место в прядильном производстве, при переработке хлопка, льна, шерсти. Нарушение организации труда и производства служат прямо или косвенно причиной ухудшения здоровья работающих, вызывая профессиональные заболевания легких, в первую очередь, пневмокониозы. Поэтому разработка способа и устройств для очистки воздуха рабочей зоны текстильных предприятий от пыли и аэрозольных частиц является актуальной задачей.
Частицы пыли производственного происхождения имеют различную форму и размеры, поэтому понятие размера частицы ввиду большого разнообразия форм условно. В пылеулавливании, также как и в отстаивании сточных вод, принято характеризовать размер частицы через ее седиметационный диаметр шара, скорости осаждения и плотности. В настоящее время известно несколько различных конструкций аппаратов для очистки газов от пыли. Однако, все они в основе процессов разделения аэрозолей используют принципы гравитации, инерции и диффузии.
Проанализированы физические, химические, а также электрические свойства хлопковых волокон, что создало предпосылки для изучения процессов зарядки и разрядки аэрозольных частиц, диагностики по их физическим параметрам и разработки способов и устройств на коронном разряде для контроля и очистки воздуха от высокодисперсных аэрозольных частиц.
Под воздействием внешних сил макромолекулы полимерных веществ, являющихся основной составной частью большинства текстильных волокон, имеют тенденцию к распрямлению и ориентации по направлению приложенной силы. Во всех процессах обработки волокон и формирования различных текстильных изделий, исходным материалом для которых являются пряжа, нити, ткани, присутствует трение. Особенно важную роль играют поля трения в различных процессах безверетенного прядения, где фактически различные способы служат одной цели – созданию таких сил трения, напряженности и конфигурации волокон, что обеспечило бы стабильное зарабатывание в пряжу достаточно распрямленных и ориентированных волокон, находящихся в механическом напряженном состоянии. Рассматриваемые под таким углом зрения характеристики фрикционных свойств волокон дают информацию, необходимую для понимания процессов аэродинамического, электростатического и пневмомеханического безверетенных способов прядения, а также для расчета, проектирования и конструирования соответствующих устройств. Установлено, что частицы пыли бывают электрически нейтральны только в начале образования, то есть тот или иной знак электрического заряда частиц высокодисперсной пыли зависит от способа их получения и от химического состава частиц. Частицы пыли могут получать заряд также в результате трения о твердую поверхность. Под влиянием искусственной ионизации, например, в коронном разряде с острия в запыленной зоне образуются крупные агрегаты пыли, состоящие из многих скоагулированных мелких частиц. Отсюда следует весьма важный вывод: высокодисперсная пыль, находясь в зоне искусственной ионизации и электростатического поля, меняет свое агрегатное состояние; вместо частиц радиусом порядка 0,1–1,0 мкм в запыленной зоне появляются крупные частицы, состоящие из тысяч мелких скоагулированных частиц.
Для интенсификации ряда процессов очистки запыленного воздуха существенное значение имеют вопросы зарядки и разрядки аэрозольных частиц, связанных с электрокоагуляцией разноименно заряженных частиц. При этом кулоновские силы притяжения, возникающие между ними, способствуют их сближению и коагуляции.
Разработан способ, в котором создают участки коронного разряда разной полярности и соединяют их последовательно. В основу способа контроля запыленности газа положены процессы зарядки аэрозольных частиц в результате взаимодействия с отрицательными ионами кислорода атмосферного воздуха, находящимися в отрицательном объемном заряде коронного разряда в первом участке.
Затем происходят процессы разрядки их в положительном объемном заряде коронного разряда во втором участке, где присутствуют в подавляющем большинстве положительные ионы кислорода и азота. Эффективность зарядки частиц диспергированного материала в потоке газа при этом способе зарядки в значительной степени зависит от формы, размеров и природы материала самих частиц аэрозоля. Между тем, частицы различных диспергированных материалов в потоке газа стремятся получить предельный заряд одного знака, соответствующего знаку коронирующего электрода. Поэтому, разница между электрическими зарядами материалов – проводников, полупроводников и диэлектриков оказалась незначительной, а высокая интенсивность зарядки частиц в поле коронного разряда резко снижает требования к выбору характеристик зарядовой зоны коронного разряда. На рисунке 1 представлено устройство для контроля запыленности газа.
 |
После подключения высокого напряжения и возникновения коронного разряда в камерах в рабочем объеме образуется электрический ветер в направлении коронирующих игл 2. При подаче достаточно высокого напряжения на первую иглу 2 между ней и сеточным электродом 3 возникает отрицательный коронный разряд, в то время между второй иглой 2 и сеточным электродом 3 появляется положительный коронный разряд.
Рис. 1. Устройство для контроля запыленности газа.
1 –корпус; 2 – коронирующие иглы; 3 – внешние электроды; 4 – выходной прибор;
5 - измерительные приборы.
После чего с помощью электрического ветра запыленный газ, в котором измеряется содержание пыли (аэрозолей), втягивается в рабочий объем устройства, где он взаимодействует поочередно, сначала с отрицательным, а затем с положительным объемными зарядами разрядных промежутков. В зарядной камере аэрозольные частицы заряжаются отрицательно и, увлекаясь электрическим ветром, покидают зону разряда, тем самым уменьшая ток разряда в общей цепи схемы. Затем отрицательно заряженные частицы попадают в зону второй разрядной камеры, где коагулируют с положительными ионами, и нейтрализуясь, уменьшают еще раз ток коронного разряда (5). Таким образом, по значению отклонения показания выходного прибора 5 от первоначального определяется степень запыленности газа, проходящего через рабочий объем устройства, причем из-за применения сеточных электродов влияние эффекта «потеря аэрозолей» на точность контроля сводится к минимуму. К тому же измерительные камеры работают независимо друг от друга из-за параллельного подключения их к источнику питания, и поэтому изменения токов разряда в камерах при прохождении запыленного газа суммируются без потерь [1]. По результатам исследований был изготовлен и испытан озонатор для очистки воздуха ОВК-1.
Результаты испытаний показали: после озонирования содержание пыли в воздухе рабочей зоны исследуемых цехов снизилось до 4,47-5,6 мг/м3, которое удовлетворяет нормам ПДК (6 мг/м3) (рис.2). В процессе испытаний был разработан новый озонатор, в котором производство озона происходит при пониженном давлении атмосферного воздуха, что не маловажно в условиях г. Алматы, где постоянно меняется давление атмосферного воздуха. Кроме того уменьшается потребление электроэнергии, что приводит к уменьшению энергозатрат. В работе озонатора использован принцип действия ионно-конвекционного насоса. Озонирующий элемент выполнен из фторопласта в виде стакана цилиндрической формы, а внутри закрытой части стакана осесимметрично прикреплена коронирующая игла из вольфрама, а к открытой части – тонкая сетка из нержавеющей стали. Озонирующий элемент имеет следующие параметры: радиус закругления иглы - 0,2мм, внутренний радиус цилиндрической трубки равен 5 мм, расстояние от иглы до сетки меняется от 4 до 6 мм, а напряжение питания разрядной камеры менялось в диапазоне от 4 до 14 кВ [2].
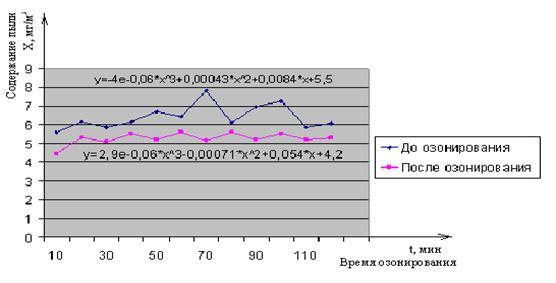
Рис. 2. Результаты испытаний озонатора.
ЛИТЕРАТУРА
1. Абишова процессов распространения токсичных компонентов пыли и разработка метода озонной очистки воздуха/дисс....канд. наук. - Алматы, 20с.
2. Абишова и др. Озонатор. Положительное решение на Патент по заявке № 000/1086.1 от 01.01.2001.
УДК 687.17:622.8
К ВОПРОСУ ПОВЫШЕНИЯ КАЧЕСТВА СПЕЦОДЕЖДЫ ДЛЯ РАБОТНИКОВ АВТОСЕРВИСА
, , к. т.н., проф.
Таразский государственный университет им. , г. Тараз, Республика Казахстан
e-mail: gtp. *****@***ru
В цивилизованном обществе проблема профессиональной зашиты вовлеченных в производственный процесс людей не может оставаться без внимания. Соответственно возрастает необходимость изготовления специальной одежды для защиты человека от вредных воздействий производственной среды.
В последние годы значительно увеличилось количество личного транспорта у граждан Казахстана. Соответственно увеличилось количество предприятий автосервиса.
Отсутствие специализированных помещений, недостаток инвестиционных средств в сферу стихийно развивающегося автосервиса привело к тому, что в цехах действующих предприятий автосервиса некоторые средства коллективной защиты иногда полностью отсутствуют, а существующие действуют недостаточно эффективно в условиях разнонаправленного воздействия вредных производственных факторов. Эффективную компенсацию вредных производственных факторов можно обеспечить в этом случае только за счет использования спецодежды достаточного высокого уровня качества.
В Стратегии вхождения Казахстана в число пятидесяти конкурентоспособных стран мира, большое внимание уделяется участию Республики в Конвенции Международной организации труда в области безопасности и гигиены. Неудовлетворительное состояние условий и безопасности труда в различных сферах производства является причиной роста производственного травматизма. Одним из способов улучшения условий труда и повышения уровня защищенности работников предприятия в производственном процессе служит применение спецодежды. Функции спецодежды выполняет комплекс важных функций, направленных на защиту от вредных и опасных производственных факторов, но немаловажным является и обеспечение психологического комфорта.
В настоящее время в РК активно развивается малый и средний бизнес, в котором достаточно солидное место занимают предприятия – станции технического обслуживания автомобилей. На этих предприятиях работает большое количество рабочих разных специальностей, используются современные технологии, химические средства и материалы.
Предлагаемая в настоящее время на потребительском рынке спецодежда далеко не всегда соответствует конкретному уровню предъявляемых требований для уникальных условий производственной среды. Решение этой задачи целесообразно выполнять на основе комплексных эргономических исследований.
Главным методологическим направлением современных эргономических исследований спецодежды является изучение системы «человек-техника-производственная среда» как единого целого на основе комплексного системного подхода. Основная задача этих исследований - многофакторное изучение трудовой деятельности человека, на основании которой проектируется эффективная (с позиции производительности, точности и надежности) система «человек – изделие – среда».
Развитие научных основ эргономического проектирования спецодежды на основе системного подхода отражено в трудах таких российских и казахстанских ученых, как: , , и. др.
В работах этих ученых сформулированы методологические основы системного подхода к проектированию спецодежды различного назначения, систематизированы критерии соответствия одежды условиям эксплуатации, созданы принципы оптимизации параметров конструкции, разработаны методы оценки качества спецодежды.
Экономическая ситуация в развивающейся отрасли автосервиса такова, что повышение гигиенических и эксплуатационных свойств спецодежды из недорогих тканей должны обеспечи-ваться в значительной мере за счет рациональных конструкторских и технологических решений.
Авторами проведено многофакторное изучение трудовой деятельности работников СТО города Тараза с использованием фотосъемки, видеосьемки, хронометража отдельных производственных операций. Исследование проводилось в течении календарного года, т. е. с учетом климатических особенностей различных времен года [1]. Результаты исследований показали, что спецодежда, используемая на большинстве СТО, не соответствует современным условиям труда, обладает низкими защитными свойствами от вредных и опасных производственных факторов. На предприятиях автосервиса используется в основном спецодежда от общих производственных загрязнений. Конструкция и технология этой одежды регламентируется ГОСТ 12.4.109-82, ГОСТ 27653 – 88, ГОСТ 27651 – 88, ГОСТ 12.4.131 – 83, ГОСТ 12.4.132-83. ГОСТ 12.4.132 – 83, ГОСТ 12.4.029 – 76 и др. Требования данных стандартов во многом являются устаревшими.
В результате проведенной работы поставлена задача повышения качества спецодежды работников СТО на основе эргономического проектирования Данная задача решается магистрантами кафедры «Дизайн и ТШИ» в следующей последовательности:
- изучены условия труда рабочих на станциях технического обслуживания различного типа;
- составлен перечень специальностей и характеристика их трудовой деятельности;
- разрабатывается классификация агрессивных факторов с учетом условий труда специальности;
- разрабатывается комплекс требований к спецодежде рабочих различных специальностей;
- разрабатывается алгоритм выбора материалов для спецодежды определенного вида;
- разработан дизайн-проект моделей спецодежды, адаптированных к условиям их эксплуатации и отражающих фирменный стиль предприятия;
- планируется провести опытную носку образцов спецодежды в производственных условиях; оценку качества образцов спецодежды; разработать рекомендации по совершенствованию проектирования специальной одежды для работников станции технического обслуживания автомобилей.
Работа выполняется на основе эргономических исследований. Главным методологическим направлением современных эргономических исследований спецодежды является изучение системы «человек-техника-производственная среда» как единого целого на основе комплексного системного подхода [2].
На основе изучения принципов эргономического проектирования спецодежды, анализа особенностей формирования качества спецодежды, изучения требований к материалам для спецодежды различного назначения авторы разработали организационно-технологичесую структуру процесса проектирования спецодежды для работников СТО и заправочных станций с учетом климатических особенностей Жамбылской области.
Проведенные эргономические исследования позволили изучить и типизировать характерные позы работников СТО основных специальностей, определить зоны дополнительного производственного напряжения в одежде и в узлах. Результаты исследований показали, что эргономические факторы значительно влияют на выбор конструктивных прибавок в одежде, методов технологической обработки узлов одежды и, как следствие, на форму специальной одежды. Необходимо изучать схему движений для каждой специальности, определять места концентрации напряжений в одежде, специфичных для каждой группы работающих.
Так как эргономическая система вообще, а система «человек - спецодежда - производственная среда» в частности, проявляется в динамических процессах, то основной задачей проектирования является целенаправленное обеспечение динамического соответствия спецодежды характерным и экстремальным движениям рабочего в конкретных производственных условиях [3].
В работе магистранта производится разработка эргономически рационального конструктивно-технологического решения специальной одежды в рамках многочисленных и противоречивых требований (функциональных, эргономических, эстетических и др.) и ограничений технико-экономического характера.
Защитные свойства спецодежды во многом зависят от применяемых материалов, их пакетов и специальных пропиток. Поэтому к спецодежде предъявляют требования, учитывающие весь комплекс показателей качества и назначения.
В результате проведенных авторами исследований установлено, что в спецодежде для работников СТО, защищающей от механических воздействий, доминирующими являются ее прочностные свойства: стойкость к истиранию, раздиру, проколу, порезу и т. д., что обеспечивается, в основном, использованием материалов с повышенными эксплуатационными свойствами. В конструкции этой группы спецодежды следует предусматривать специальные элементы, увеличивающие срок ее эксплуатации: накладки, полимерные покрытия на участках наибольшего износа и т. п.
Кроме того, спецодежда данной группы должна защищать от токсичных веществ и жидкостей. Конструкция должна исключать элементы, задерживающие на поверхности изделия вредные токсичные вещества, и обеспечивать герметизацию швов. В спецодежде для защиты от локального воздействия нефти и нефтепродуктов, кислот и щелочей высокой концентрации на необходимых участках должны предусматриваться накладки из соответствующих материалов, стойких к действию агрессивных сред.
Одежда для защиты от нетоксичных веществ и пыли должна препятствовать проникновению пылевидных частиц в пододежное пространство, т. е. необходимо предусмотреть элементы, обеспечивающие замкнутость пододежного пространства (манжеты, клапаны по линиям застежек, шлемы с пелеринами и т. п.).
Таким образом, проектирование спецодежды является одним из важнейших этапов формирования качества изделия, эффективности ее производства. Процесс проектирования специальной одежды для работников предприятий автосервиса имеет ряд особенностей, связанных главным образом, с ее защитными функциями, требует комплексного подхода к решению задач в области физиологии человека (телосложение, пропорции, психология), гигиены одежды (тепловлагопередача, токсичность, электризуемость, воспламеняемость), защитных и эксплуатационных свойств, применяемых материалов.
ЛИТЕРАТУРА
1. , Герасимович спецодежды для работников СТОА// Материалы конференции ТарГУ.-Тараз,2010 г.
2. Сурженко основы и методическое обеспечение эргономического проектирования специальной одежды: автореф. дис. ... д-ра техн. наук - М., 20с.
3. Романов, подход к проектированию специальной одежды. – М.: Лёгкая и пищевая промышленность, 1982. – 128 с.
УДК: 687.03:677.017
ИССЛЕДОВАНИЕ ФИЗИКО-МЕХАНИЧЕСКИХ И ЭКСПЛУАТАЦИОННЫХ
СВОЙСТВ МАТЕРИАЛОВ
Таразский государственный университет им. , г. Тараз, Республика Казахстан
Значительная роль в решении проблем, направленных на улучшении качества материалов для одежды, принадлежит исследованиям новых материалов, в том числе и плательных и блузочных для создания рациональных режимов применения материалов при изготовлении одежды массового производства. Исследование эксплуатационных свойств плательных материалов для одежды приобретает все большое значение благодаря широкому внедрению в текстильное производство химических волокон, нитей, полимеров. Из химического сырья можно получить материалы с заданными эксплуатационными свойствами при минимальных затрат сырья и применении наиболее экономических технологических процессов ткачества, вязания, способов производства материалов и др.
Для проектирования материалов с требуемыми эксплуатационными свойствами необходимо систематически проводить исследования блузочного ассортимента материалов в целях накопления данных и введения научно-обоснованных нормативов показателей качества.
Расширение ассортимента материалов для одежды и связанные с этим увеличение выпуска обновление видов одежды определяют тенденции более глубокого дифференцирования использования одежды, изменения требований к срокам носки изделий, критериям пригодности изделий для эксплуатации.
В работе обобщены результаты проведенных работ по изучению ассортимента, дан анализ критериев оценки качества плательного, блузочного нового ассортимента.
Номенклатура потребительских свойств и показателей качества товаров народного потребления должна отвечать следующим требованиям: учитывать назначение и условия потребления данной группы товаров;
Отражать современные достижения науки и техники, способствовать всестороннему учету требований потребителей с целью повышения качества товаров.
Типовая номенклатура потребительских показателей качества товаров включает следующие показатели: социального назначения, функциональные, надежности в потреблении, эргономичности, эстетичности, экологические. /1/.
Формирование комплекса показателей с учетом влияния их на гигиеничность одежды и учетом их весомости в общей оценке материала производилось методом экспертных оценок на примере плательных тканей.
Для исследования структурных, физико-механических и технологических свойств плательных и блузочных тканей применяли стандартные методы и пробы, сведения о которых приведены в таблице 1. /9/.
Таблица 1. Методы определения показателей основных свойств тканей
№ | Наименование показателя | ГОСТ, ТУ | Оборудование |
1 | 2 | 3 | 4 |
1 | Отбор проб | ГОСТ | - |
2 | Линейные размеры и поверхностная плотность | ГОСТ 3811-72 | Технические весы |
3 | Плотность ткани | ГОСТ 3812-72 | - |
4 | Толщина ткани | ГОСТ | Толщиномер ТЭМ |
5 | Линейная плотность нитей | ГОСТ 6611.1-73 | Торсионные весы |
6 | Разрывная нагрузка | ГОСТ 3813-72 | РТ-250 М-2 |
7 | Жесткость | ГОСТ | Прибор ПТ-2 |
8 | Несминаемость | ГОСТ | Прибор СМТ |
9 | Осыпаемость | ГОСТ 3814-81 | ПООТ |
10 | Раздвигаемость ткани | ГОСТ | Прибор РТ-2 |
11 | Стойкость к истиранию по плоскости | ГОСТ | ИТ-3М |
12 | Воздухопроницаемость | ГОСТ | FF-12 |
13 | Усадка после стирки | ГОСТ 9315-76 | - |
14 | Усадка после ВТО | ГОСТ 5012-82 | Пресс СS-311 |
15 | Гигроскопичность | ГОСТ 3816-81 | Эксикатор, сушильный шкаф |
16 | Влагоотдача | //-// | //-// |
17 | Водопоглощение | ГОСТ 3816-71 | Технические весы |
18 | Капиллярность | ГОСТ 3816-81 | - |
19 | Прочность окраски к трению | ГОСТ 9733.27-83 | Прибор ЦНИИ шелк |
Кроме стандартных методов испытаний в работе применялись и нестандартные.
Для определения драпируемости тканей применяли прибор ЦНИИ шелка /7,8/.
Формоустойчивость материалов определяют не только стабильность размеров и формы изделий, но и проявляется в сохранении внешнего вида (отсутствие смятия, отсутствие образования вздутий «мешков», ровности поверхности).
Одноцикловые характеристики деформации растяжения определяют на релаксометре «стойка» при нагрузках, составляющих 10-25% от разрывной нагрузки подкладочных тканей. /8/.
Коэффициент тангенциального сопротивления определяется методом «наклонной плоскости» и имеет большое значение для плательных и блузочных тканей, так как обеспечивает свободу движений человека, влияет на образование пиллинга, истирание материалов в одежде. /8,9/.
После определения требований и методов исследования тканей был изучен ассортимент плательных тканей, поступивших в торговую сеть города Тараз.
Обзор показал, что в продаже в основном имеются плательные и блузочные ткани импортного производства, разнообразные, по внешнему виду, качеству и свойствами. На эти ткани совершенно отсутствует какая либо информация об этих строении, физико-механических свойствах и соответственно нет рекомендаций по режимам изготовления из них швейных изделий. Это и определило цель данной научной работы.
Проведенные в данной работе исследования структурных и физико-механических свойств плательных тканей будут в дальнейшем использованы для прогнозирования свойств материалов в процессе эксплуатации и формирования пакетов материалов с требуемыми показателями свойств.
Результаты исследования свойств плательных тканей предоставлены в таблице 2.
Таблица 2. Структурные и физико-механические показатели блузочных тканей
№ | Наименование показателя | Единицы измерения | Вид материала | ||||
жаккард плательный | креп шелк | плательно блузочная | шифон металлик | шифон | |||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
1 | Производство | Юж. Корея | Юж. Корея | Индонезия | Турция | Юж. Корея | |
2 | Вид отделки | - | Гладко крашенная | Навивная с металлизацией | набивная | Броше гладко крашенная | Набивная с тиснением |
3 | Волокнистый состав | % | ВЛС-100 | ВЛС-100 | ВЛС-100 | ВЛС-100 | ВЛС-100 |
4 | Переплетение | - | жаккардовое | креповое | Ломаная саржа | жаккрдовое | полотняное |
5 | Вид нитей и линейная плот-ность по основе по утку | Текс | 2,4 4,7 | 11,9 14,2 | 17,6 16,4 | 3,7 2,8 | 3,6 3,6 |
6 | Ширина | См | 150 | 140 | 140 | 150 | 110 |
7 | Толщина | Мм | 0,38 | 0,45 | 0,13 | 0,25 | 0,3 |
8 | Поверхностная плотность | г/м2 | 133 | 173 | 178 | 78 | 70 |
9 | Плотность ткани по основе по утку | Нитей на 10см | 650 254 | 522 278 | 686 276 | 372 312 | 444 298 |
10 | Разрывная нагрузка по основе по утку | дан | 560 480 | 214 176 | 220 180 | 122 162 | 250 150 |
11 | Разрывное удлинение по основе по утку | % | 37,0 39,7 | 45 51 | 36 42 | 23 26,1 | 25 27,5 |
12 | Жесткость при изгибе по основе по утку | мкн. см2 | 1674 857 | 935 237 | 1200 1140 | 580 560 | 1260 787 |
13 | Несминаемость по основе по утку | % | 71,3 75,4 | 90,2 89,7 | 88,3 81,0 | 77,7 78,8 | 83,1 87,7 |
14 | Драпируемость | % | 25 | 64,4 | 45 | 38 | 21 |
15 | Осыпаемость ткани по основе по утку | мм | 0,2 0,3 | 0,9 3,6 | 0,1 0,3 | 8,7 3,2 | 0,1 0,2 |
16 | Раздвигаемость нитей по основе по утку | КГС | св 10кгс не раздв 1,5 | св 10кгс не раздв св 10кгс не раздв | 1,6 2,7 | 4 8 | 9,7 8,7 |
ЛИТЕРАТУРА
1. , , Савчук для одежды. – М.: Легкая индустрия, 1975г.-224с.
2. Эксплуатационные свойства материалов для одежды и методы оценки их качества: Справочник / ., ., и др./ - М.: Легкая и пищевая промышленность, с.
3. , Афанасьева одежды. Учебное пособие для вузов легкой промышленности. – М.: Легкая индустрия, 1979г.-144с.
4. Гигиеническая оценка материалов для одежды (Теоретические основы разработки)., ., . – М.: Легпромбытиздат, 1985г.-144с.
5. , , Юрченко свойства и технические требования к материалам для одежды. – М.: Легкая индустрия, 1978г.-160с.
6. , , Алыменкова швейного производства. – М.: Легпромбытиздат, 1986г.-424с.
7. Лабораторный практикум по материаловедению швейного производства: Учебное пособие для вузов / ., ., Д. Г. Петропавловский и др.- 4-е изд. Перераб и доп. – М.: Легпромбытиздат, 1991г.-432с.
8. ГОСТы «Классификация и номенклатура показателей», «Ассортимент и технические требования», «Общие технически условия», «Нормативы показателей», «Методы испытаний» и др.
УДК 504.064.4:574:687
АВТОМАТИЗИРОВАННЫЕ СИСТЕМЫ ИНЖЕНЕРНО-ЭКОЛОГИЧЕСКОГО МОНИТОРИНГА ВЫБРОСОВ, СБРОСОВ И ОТВЕДЕННЫХ ВРЕДНЫХ ВЕЩЕСТВ
В ШВЕЙНОМ ПРОИЗВОДСТВЕ
, к. т.н.,
Таразский государственный университет им. , г. Тараз, Республика Казахстан
Известно, что функциональный состав инженерно-экологического мониторинга включает две самостоятельные его разновидности: первая – экологический мониторинг, как система наблюдений за антропогенными изменениями природной среды и прогнозирования ее состояния; вторая – геотехнический мониторинг, как система оценки техногенного источника и экологического риска в процессе функционирования объекта [13]. Исходя из цели и задач исследования, в работе рассматривается геотехнический мониторинг, то есть определение уровня техногенных воздействий предприятий легкой промышленности на природно-техническую геосистему (ПТГ). В настоящее время практическую реализацию инженерно-экологического мониторинга можно осуществить с помощью автоматизированных систем.
Анализ современных источников информации [1-5, 7, 8, 9, 10, 12, 13] показывает, что разработка и реализация на практике автоматизированных систем мониторинга (АСМ) выбросов, сбросов и отведенных вредных веществ занимает одно из главных мест в общей системе по обеспечению экологической безопасности населения. АСМ выбросов, сбросов и отведенных вредных веществ предназначена для ведения автоматического непрерывного контроля экологической обстановки на контролируемом объекте, в регионе и для составления базы данных с последующей поддержке принятия управленческих решений. Система имеет иерархическую структуру, которая строится по радиально-узловому принципу, обеспечивающему функциональную живучесть сети за счет возможности построения обходных каналов связи и автономного режима работы контролера центра сбора и обработки информации, защищена от несанкционированного доступа и размещения настройки. На рисунке 1 изображена блок-схема подсистемы автоматизированной системы инженерно-экологического мониторинга (АСИЭМ). АСИЭМ должна обеспечить: сбор данных от постов контроля выброшенных, сброшенных и отведенных вредных веществ в автоматическом или в ручном режиме, а также их обработку в реальном масштабе времени; оперативное представление информации на экране мониторинга; подачу сигнализации при обнаружении постами контроля превышения ПДК вредных веществ; подготовку выходных документов за требуемые (установленные) промежутки времени; составление базы данных за весь период контроля.
Рис. 1. Блок-схема подсистемы автоматизированной системы
инженерно-экологического мониторинга
Согласно [3, 8, 10, 13, 14] общая структура аппаратных средств сети наземных измерений в системе инженерно-экологического мониторинга ПТГ включает: стационарные или передвижные посты по контролю состояния окружающей среды; инспекционные и экспертные службы получения экологических данных; центры сбора и обработки экологической информации, полученных от постов и служб; пользователи информации, полученной в центрах ее сбора и обработки. Основными составляющими сети автоматического экологического мониторинга являются датчики и анализаторы; устройства загрузки первичных экологических данных; устройства передачи данных; системы обработки данных. Принципиальная схема АСИЭМ действующего предприятия и территории вокруг него изображена на рисунке 2.
В качестве устройств загрузки экологических данных используются либо универсальные программируемые логические контролеры, либо специализированные микропроцессорные контролеры.
Рис. 2. Принципиальная схема автоматизированной системы экологического мониторинга действующего предприятия и территории вокруг него.
А – блок первичного сбора экологической информации;
В – центр загрузки, передачи и обработки экологической информации;
С – центр передачи пользователям экологической информации.
В качестве передающей аппаратуры можно использовать серийные телефонные модемы, использующие стандартные протоколы CCITT, а в качестве принимающей аппаратуры при небольшом числе локальных узлов сети, на первой стадии работы можно использовать те же модемы, стыкуя их с персональными компьютерами.
Согласно [8, 14, 15] по способу организации базы данных различаются на реляционные, иерархические и сетевые базы данных. Для составления перечисленных базы данных в работе использован реляционный способ (например, dBASE), а для картографических систем готовая программа с базами данных MapInfo. Например, база данных по воздуху должна включать в себя информацию о качественном и количественном состоянии метеорологических и физических величин, полученных от постов для измерения выбросов вредных веществ, для измерения фоновых параметров атмосферы. В таблице 1 приведены примеры состояния базы данных по характеристикам вредных веществ, выбросам вредных веществ в атмосферу, базы данных по источникам выбросов, а также обобщенная база данных о швейном производстве. Для составления базы данных применен реляционный способ, то есть построенная на основе реляционной модели данных, использующая математическое понятие теоретико-множественного отношения. База данных при этом представлена в виде совокупности таблиц, которых легко можно математически представить в виде матрицы.
Принципы практической реализации АСИЭМ подробно рассмотрены в следующих разделах и подразделах.
Таблица 1. Базы данных (БД) по вредным веществам швейного производства
Имя БД | Наименование вредного вещества | Класс опсности | ПДК мг/м3 | Состояние | |
мак. раз. | ср.сутч. | ||||
SO2 | оксиды серы | 3 | 0,5 | 0,05 | газ |
CO2 | оксиды углерода | 4 | 5,0 | 3,0 | газ |
NO2 | оксид азота | 2 | 0,085 | 0,04 | газ |
FORM | формальдегид | 3 | 0,045 | 0,014 | пары |
ETA | этилацетат | 4 | 0,1 | 0,1 | пары |
DMT | диметилтерефлат | 3 | 0,5 | 0,9 | пары |
BEZ | пары бензина | 4 | 5,0 | 1,5 | пары |
BEN | пары бензола | 4 | 1,5 | 0,1 | пары |
ATS | пары ацетона | 4 | 0,1 | 0,1 | пары |
DHE | дихлорэтан | 2 | пары | ||
PYLN | пыль неорганическая | 3 | 0,5 | 0,15 | твердые частицы |
PYLT | пыль текстильная | 3 | 0,03 | 0,03 | твердые частицы |
ЛИТЕРАТУРА
1. Окружающая среда и устойчивое развитие в Казахстане //Серия публикаций ПРООН Казахстан, NUNDPKAZ 06, Алматы.: 2004. – 210 с.
2. Карпенко системы контроля состояния атмосферного воздуха на предприятиях фосфорной подотрасли: автореф. канд. тех. наук – М.: 1992. – 154 с.
3. , , Суздалева мониторинг в регионах атомной электростанции //Инженерная экология. – 2001. №1. – С.10-15.
4. , , Косяков -расчетная оценка обстановки при радиационной аварии и защитные мероприятия на загрязненной территории //Атомная энергия.– 2000. - Т.89, вып. 6, – С.500-504.
5. Егоров принципы организации и ведения экологического мониторинга в регионе нормально работающей атомной станции //Экология регионов атомных станции. вып. 3. –М.: АЭП, 1995. С.200-08.
6. , Соболев -аналитическая система радиоэкологического мониторинга г. Москвы //Проблемы управления качеством окружающей среды городов: науч.-практ. конф. при РАН, 11-14 апрель. – 1995. – С.77-82.
7. Концептуальная модель базы данных системы контроля и учета источников ионизирующих излучений //, , И, – М.: Энергоиздат, Технический прогресс в атомной промышленности. Серия: Изотопы в СССР, вып. 75, 1989/90. С.28-37.
8. www. Goskom Ecology. Мониторинг окружающей среды. 12.01.2005. –9 с.
9. , Умяков окружающей среды текстильных предприятий //Текстильная промышленность. – 2000. №1. – С.34-36.
10. , , Шишов экология. – М.: Высшая школа, 1996. Т. 1, 638 с., Т. 2, 656 с.
11. Измерение в промышленности. Справочник в трех книгах //Под. ред. проф. докт. П. Профоса. Перевод с немецкого под редакцией проф. докт. техн. наук . – М.: Металлургия, 1990. –500 с.
12. , Шабалина мониторинг: измерение радиуса зон загрязнения приземного слоя атмосферы вблизи промышленных объектов //Инженерная экология. – 2004. №5. – С.51-58.
13. Джефферс Дж. Введение в системный анализ применения в экологии. Пер. с англ. – М.: Мир, 1981. – 253 с.
14. , Тарасенко в системный анализ. – М.: Высшая школа, 1989. – 368 с.
15. Экодинамика и экологический мониторинг Санк-Петербургского региона в контексте гло-бальных изменений. //Под ред. , – Санкт-Петербург: Наука, 1996. – 300 с.
ӘӨЖ 687.17
ПЕРСПЕКТИВАЛЫ СӘННІҢ НЕГІЗІН ҚҰРУДАҒЫ ҰЗАҚ МЕРЗІМДІ
БОЛЖАМ ЖАСАУ ӘДІСІ
атындағы Тараз мемлекеттік университеті. Тараз қ., Қазақстан Республикасы
«Сән» - француз сөзінен шыққан, түп негізі латын тілінен «modus» - өлшем, бейне, тәсіл деген мағына береді [1]. Сән белгілі бір уақыт аралығында кең тарап, үлкен танымдылыққа және көпшіліктің мойындауына ие. Сән бұл қоғамдағы анықталған талғамның қысқа үстемдігі, яғни ең алдымен сыртқы тұрмыс түріне, соның ішінде киімге деген үстемдік.
Сән айналымы оны болжауға мүкіндік береді. Сәнді зерттеушілердің пікірі бойынша болжам деп – арнайы ғылыми зерттеулер нәтижесінде даму көрінісінің құбылысы. Яғни болжам – нысанның болашақтағы мүмкіндіктері немесе альтернативтік дамуының жалпы және мерзімде жүзеге асуындағы ғылыми дәлелденген пікірлер.
Болжамның негізгі түрі уақыт айырмашылығы арқылы анықталады.
1. Жедел – 1 айға дейін.
2. Қысқа мерзімді – 1 айдан – 1 жылға дейін.
3. Орта мерзімді – 1 жылдан – 5 жылға дейін.
4. Ұзақ мерзімді – 5 жылдан – 15 жылға дейін [1].
Сәндегі болжам өнеркәсіп тұтынушылары арқылы өзекті болып отыр. Нәтижелі болжамдар жасау үшін бірінші:
· өндіріс көлемін жоспарлау қажет
· жаңа технологияларды меңгеру және жаңа сәнді үлгілердің шығу мүмкіндігін ескеру
· жаңа құрылымдарды ойлап табу және тайдалана білу, т. б.
Киімді үлгілеуде сән болжамын жасау өте тиімді. Жаңа сәнді киім коллекцияларының көрсетілімі жарты жыл бұрын өткізіледі. Ал жобалануы – маусым басталғанға дейін 1 жыл бұрын жасалынады. Бұл сәнді тенденцияларды болжау қажеттілігін бір жыл бұрын жасап қою керектігін дәлелдейді. Сөз болып отырған жайт, ол шапшаң және қысқа мерзімді сәнді болжауға байланысты.
Дизайнда жобалаушы-болжам (дизайн – болжам) деген түсінік бар. Жаңа бұйымдарды жобалау барысында бірінші болжам жасау сатысынан өтеді. Нысанның жобалық болжамы – зат болып табылады. Сол себептен де киімдегі болашақ сәнді тенденцияларды болжау жобалық болжамға жатқызуға болады. Келешектегі болжаудың негізі болып 3 өзара толықтырушы ақпараттық қайнар көз бар, яғни:
1. Болжап отырған құбылыстың болашағына белгілі бір процестер мен құбылыстар арқылы ұқсастықтарды құра отырып баға беру. Яғни костюмдегі сәнді болжаған кезде жаңа тенденциялардың әртүрлі өнер түрінде: формальді - эстетикалық тілдерін сәулет, мүсін, сыршырай, компютерлік жобалау және т. б. үйрету тиімді. Оларды зерттей отырып ұқсастықтарын айқындау жемісті жұмыс нәтижесін береді.
2. Өткен шақ пен қазіргі таңдағы тенденциялардың бәрімізге белгілі даму заңдылықтарын шартты түрде келешекте жалғасуы.
3. Үлгі жасауда күтілетін және қаланатын тенденциялардың құбылысы, белгілі дамыту болашағы. Дизайнда мұндай үлгіні – футуржоба деп аталады. Мұндай құбылысты авангардтық киім дизайнерінің коллекцияларында көруге болады.
Сәнді болжау мен анықталған болжам жасауда көптеген көзқарастар мен мүмкіндіктер бар. Кейбіреулер сәннің дамуында нақты анықталған ырғақтың жоқтығын айтып, оны тек табиғи құбылыс десе, кейбіреулер сәннің дамуында қатал заңдылықтардың барына және оның нақты болжамын математикалық үлгілеу әдісін қолданып есептеуді талап етеді.
Сәннің болжамын жасауда екі түрлі ұстаным бар:
1. Жеке сәнді нысанның болжамымен байланысты. Киім дизайнында – оның пішіні мен құрылымдық элементтерінің болжамы. Бұндай үйлесімділікті немқұрайлылық деп атауға болады. Яғни мұнда тек костюмнің пішіні ғана зерттеледі. Бұл жағдайда сәнді болжау әдісі уақыт аралығында костюмнің пішінінің құрылымдық өзгеру заңдылықтарын және анықталған уақыт аралығында костюм пішінінің дамуын талдау, мобильді түрдегі киім бөлшектерінің (түс, ою, өрнек, әрленуі) ауысуына қарағанда сәннің тұрақтылық заңдылықтарын анықтау. Бұл талдаудың нәтижесін шығару үшін оны жаңа косюмде қолдануға болады. Костюм пішінінің құрылымы бекітілген, бірақ қарапайым үш пішіннің: тік бұрыш, трапеция және сопақшаның бірінде көптеген ақпараттар жиынтығы болуы мүмкін. Осы пішіндердің негізі костюм элементтерінің (белдемше, көкірекше, жең) бірі, мұндайда осы элементтердің ұзындығы және ені ескерілуі тиіс.
Осы көрсеткіштер арқылы жобаланушы бұйымның ұзындығы мен ауданының өзгеру графигі құрылады. Содан соң, бос теориялық немесе пішінделген «сән үлгісі» - ырғақты қозғалыстың сәнді киім пішінінің үлгісі (математикалық моделі) құрылады және сән айналымы анықталады. Костюм пішінінің дамуы болашақта экстраполяциаланады, костюм пішінінің құрылымы жобалаушыға анықталған уақыт аралығында болжанады, яғни қандай да бір силуэттің қайталануы анықталады. Осындай жүйе арқылы костюмнің түстік шешімін де анықтауға болады. Бұндай болжам жасау көп сын туғызады. Себебі, онда тек бір ғана іске асу амалы – инновациялық – дәстүрлік, болашаққа деген бір ғана ақпараттық көз қарастырылады.
Ал ең басты кемшілік бұрыңғы сәннің құндылығы туралы ешқандай ақпарат берелмейді, яғни тек зерттелінетін бір ғана компонент сән құрылымы – сәнді нысан және т. б. компонентер (сәнді үлгіқалыптар, сәнді мағыналар, сәнді тәрбие) бұның бәрі зерттеусіз қалады.
2. Сәнді болжауда көбірек жемісті нәтиже беретін – ол сәннің барлық құрылымдық компоненттері: адамдардың өмір сүру бейнесі мен олардың тұтыну аспектілерінің әр түрлерін болжау. Қандай да бір жаңа зат тұтынушының талабы бойынша бастау алады, жаңа заттарды, сәнді құрушылар тұтынушылар болып табылады. Сол себептен де сәнді болжау әлеуметтік тұтынушылар болжамымен сәйкестену қажет. Сән болашағын негізгі әлеуметтік болжам: өмір сүру бейнесінің болжамы, демографиялық болжамы, жұмыста бастық пен жұмышылар ара-қатынасы, білім алу деңгейінің болжамдары және т. б.
Әлеуметтік болжамдар сұрақ-жауап алудан басталады (ол қоғамның қажеттіліктерін болашақта даму, тәрбие дәлелі және т. б.) адамның немесе әлеуметтік топтың, мекендеген тұрмысын, өмір сүру бейнесінің құрылымы мен мінез-құлқын зерттеп отырып болжайды.
Толық ақпараттық жиынтық болашақ сәнді болжауға мүмкіндік береді. Батыстық үлкен фирмаларда болжаммен айналысатын арнайы мамандар бар, оларды «тренд-скаут» деп атайды. Олар көше сәнінің түрлерін, сәнді ойын-сауық, би кешендеріне, түнгі клубтарға, примераларға, адамдар көп жиналатын жерлерге (рок-концерттерге, стадиондарға, сауда үйлеріне және т. б.) барады. Осылай олар адамдар арасындағы сәнді тенденцияларды анықтайды, оның нәтижесінде болашақ сәнді болжауға үлкен мүмкіндік туады.
Жастар сәнін болжау үшін жүргізілетін эксперименттер, дизайнер-зерттеушінің мақсаттары мен міндеттеріне сай жүргізіледі, сондықтан олар прагматикалық және ситуациялық сипатта болады. Жастар сәнін болжам жасау барысында анықталған факторлар мен заңдылықтар негізінде графиктер үлгісі жасалынды. Қазіргі кезде сәнді зерттеушілер сәнге, стилдерге болжам жасаудың бірнеше үлгісін қарастырады, олар біздің пікірімізше «ықтималды үлгілер» сипатында болады. Бұл үлгілер дизайнерлердің қажеттілігін қанағаттандыруға бағытталған, сондықтан гипотезалар құру мен қортындылар жасауға мүмкіндік береді және сәннің жалпы теориясын алмастырады.
Қазіргі заманғы экономикалық жағдайлар, жеңіл өнеркәсіп салаларында қызмет ететін дизайнерлерге жаңа талаптар қойылуда. Кәсіпорын тиімділігі көп жағдайда, өнімнің көркемдік және конструктивтік шешімдеріне тікелей байланысты. Кәсіпорын дизайнерінің еңбек өнімділігі, яғни идеяларды жылдам жүзеге асыруы, сұраныс пен сән өзгерістеріне жылдам жауап табу мүмкіндігін тудырады.
Тұтыну тауарлары нарығында бәсекелестіктің күшеюіне байланысты, шығармашылық еңбектің тиімділігін көрсетуге талпыныс артты. Ол үшін жаңа шешімдер іздеуді, рационалды ұйымдастыратын бірқатар әдіс-тәсілдер және әдістемеліктер жасалынды, олар адамның ойлау қабілетін шабыттандырып, адамның шығармашылық қабілеттерін толық жүзеге асыруға мүмкіндік береді.
Тігін саласындағы мамандықтардың ерекшеліктері мынада: маманнан жаңа идеяларды тұрақты түрде жылдам жүзеге асыру, оларды нақты материалмен тексеру, материалдық өнімнің – тауардың алуан түрін көптеген қасиеттермен шығару. Сондықтан, киімнің жаңа үлгілерін жобалау үдерісінде болжам жасау тәсілдер мен әдістер кеңінен қолданылады.
Сериялық өндіріске жарамды және бәсекеге қабілетті жаңа өнім түрін тұтынушыларға ұсыну үшін, көптеген «техникалық идеяларды» жүзеге асырып, бірнеше балама (альтернативті) шешімдер табу керек. Статистика көрсеткеніндей, үлкен сұранысқа ие болатын бір өнім түрін шығару үшін, кемінде 50-60 жақсы болжам жасалған идеялар болуы керек, оларды нақты кәсіпорын немесе нысан ішінен, сонымен қатар сырттан да алуға болады.
Сыртқы қайнар көздеріне тұтынушылар сұранысын зерттеу, қатардағы және потенциалды тұтынушылардың идеяларын алу, бәсекелес кәсіпорындардың іс-тәжірибесін пайдалану, сұранысты болжамдау жатады.
Кейінгі жылдары киім гардеробының ұлғаюына және тұтынудың артуына, сонымен қатар халықтың кең көлемде ақпарат алуына байланысты әр түрлі әлеуметтік және әртүрлі жастағы тұрғындардың эстетикалық, эргономикалық талаптары өсті. Олар заттардың сапасына, ассортиментіне қатаң талаптар қоя бастады. Бұл талаптарды тауарларды үлгілеу, конструкциялау, өндіру және өткізу үдерістерінде есепке алу – халықтың әртүрлі топтарының тігін бұйымдарына сұраныстарын толығырақ қанағаттандырудың алғы шарттарының бірі болып табылады.
Киім дизайнының киімді үлгілеуден айырмашылығы мынады: дизайнда жеке міндеттер қойылмайды, ол жалпы мәселелер қойып, оларды шешуге тырысады. Бұл мәселелер сән тенденциясына қатысы болмауы мүмкін, ол адамның қоғамдағы тіршілік әрекетіне қатысты болады. Егер киімді үлгілеу, жақсы пішін, мүсінге киімнің жарасуын, сол уақыт кезеңіне сәйкес болуын (кейде өте қысқа мерзімге), мақсат ететін болса, ал киім дизайны кейде әдейі «пішінді бұзады» (деконструкция тәсілі), драпировканың қарапайым тәсілдерін ұсынады, классикалық европалық дәсүрдегі үлгілеуге сәйкес келмейтін идеялар ұсынады.
Дизайн, сәннің даму тенденцияларын жаңа бағыттар жасайды. Ескіше түсінік бойынша, үлгілеу киім жасаудың жаңа тәсілдерін шығармайды, ол жиі «ұмытылған ескілерді» болжам жасау арқылы қайта тірілтеді, негізгі шығармашылық бастау ретінде ретро сәнді, тарихи және ұлттық киімдерді пайдаланады.
Сәндегі ескі сәннің қайта сән әлеміне оралуы бұл қалыпты құбылыс. Әрбір ұмыт болған сән қандай да бір уақыт аралығында қайта сән шыңына шығап сәнді деген атқа ие болады. Әрине ол бұрыңғы ескі қалпында оралмайды, оны уақыттың әсері түрлендіріп жібереді.
Бұйымның сәнділігі ассортиментке сұранысы шартты шешім. Сол себепті жастар сәнін ұзақ мерзімге болжау мүмкіндігі ең басты мәселеде тұр. Бұл тұрғыда сөз болып отырған жастар сәнін келешекке бастан аяқ болжап беру ғана емес, сәннің күтілетін негізгі даму тенденцияларын және жаңа өнеркәсіптік технологияларды дер кезінде дайындау, осы тенденцияларды жаңа шикізатпен материалдарды анықтау үшін қажет.
Ірі қалалардың экономикалық сарапшыларының айтуы бойынша: сән – ол өнер туындысы, оның басты мақсаты адамдарды таңқалдыру. Бұл тұжырым бойынша сәннің болжамын жасауға және оны ұзақ мерзімге жоспарлауға болады.
ӘДЕБИЕТ
1. «Композиция костюма одежды, обувь, акссесуары» - М.: «Феникс» 2005 г.
УДК 687.7.022.7
АРНАЙЫ КИІМ МАТЕРИАЛДАРЫНЫҢ ЖЫЛУ - ФИЗИКАЛЫҚ
СИПАТТАМАЛАРЫН ЗЕРТТЕУ
Жақанов М. А.
атындағы Тараз мемлекеттік университеті, Тараз қ., Қазақстан Республикасы
E-mail: *****@***ru
Жылу өткізгіштікті өлшеудің рұқсат етілетін негізгі қателігі ±10%. Кері таңбалы температуралар облысында өлшеу ұяшығын салқындату (-150ºС-қа дейін) сұйық азотпен жүргізіледі. Алынған тәжірибелік деректер суретте көрсетілінген.
Жүргізілінген зеріттеу нәтижесінде төмендегідей жәйттер анықталды:
1. Құрғақ жылуұстағыштарға жүргізілген -75ºС-тан, +75ºС аралығында жылу өткізгіштік коэффициенті өседі. Айтар бір нәрсе, кері температуралар дипазонында (-75ºС-тан, 0ºС-қа дейін) жылу өткізгіштік коэффициентінінің, оң температура кезіндегі (0ºС-ден, +75ºС-қа дейін) өсіммен салыстырғанда едеуір өскені (орташа 17%-ке) байқалады (А-суретте).
2. Ылғал жылуұстағыштардың жылу өткізгіштік коэффициенті, кері таңбалы температур аймағында құрғақ жылуұстаыштарға қарағанда орташа 26 есе және оң таңбалы температуралы аймақта (Б-сурет) 10 есе үлкен. Кері таңбалы температура аймағындағы ылғал жылуұстсғыштарда, ылғал мұз күйінде болатын кезінде, жылу өткізгіштік коэффициенті айтарлықтай төмендейді, ал оң таңбалы аймақта, су мұзға айналатын жерде, коэффциент өседі. Бұл тенденция температураға байланысты мұз және судың жылу физикалық қасиеттерінің өзгеруімен анықталады [4].
3. Құрғақ және ылғал үлгілердегі жылу өткізгіштік коэффициентінің өзгеруіне теңіз суының тұзды қанығуының әсері бірдей емес. Құрғақ жылуұстағыштардың теңіз суымен қанықтылығы төменгі температуралар облысында жылу өткізгіштік коэффициентінің 22%-ке өседі, бұл жылуұстағыштар құрамындағы талшықтар бетінде теңіз тұзды кристаллдарының түзілуі және кондуктивті жылу алмасу үлесінің ұлғаюымен байланысты. Температура 10ºС-тан жоғары өсуімен, жылуұстағыштардың коэффициенттері өзгеруіне теңіз тұзының әсері оншалықты емес, ол температура оң таңбалы болғанда жылуұстағыштағы конвективті жылу алмасудың өсуімен байланысты (А-сур.). Ылғал жылуұстағыштардың тұзды сумен қанықтылығы, тұщы суға малынған жылуұстағыштарға қарағанда, олардың жылу өткізгіштік коэффициентінің төмендеуіне әсер етеді. Бұл кезде, кері таңблы температурада теңіз тұзымен қаныққан ылғал үлгілердің жылу өткізгіштік коэффициенті, тұщы суға малынған жылуұсағыштарға қарағанда орташа 25%-ға, ал оң таңбалы кезінде 16%-ға кіші (Б-сур.). Бұл судың минералдығы өсуімен оның жылу өткізгіштігі төмендеуі мен теңіз мұзының тұщы судан жылу өткізгіштік коэффициентінің аздығына байланысты [4].
Алынған мәндер Каспий теңізің қайраңды аймағындғы метрологиялық жағдайында қолданылатын арнайы киімнің жылуды сақтаудың өзгеруін болжауға мүмкіндік береді.
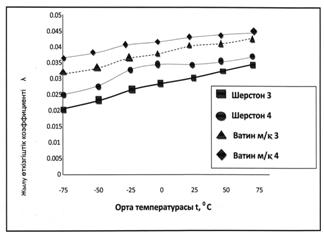
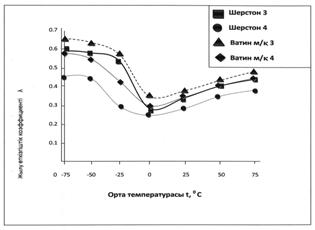
А - құрғақ жылуұстағыштар Б- Ылғалды жылуұстағыштар
Сур. «Шерстон»Жылуұстағыш және мақталы-қағазды ватиннің температураға байланысты жылу өткізгіштік коэффициентінің байланыс графигі:
1-құрғақ жылуұстағыш; 2-алдын-ала тұзды(теңіз суына) суға малынып құрғатылынған жылуұстағыш; 3-тұщы суға малынған жылуұстағыш; 4- тұзды суға малынған ылғалды жылуұстағыш.
ӘДЕБИЕТ
1. , Никитин материалов для одежды в условиях пониженных температур. –М.: Легпромбытиздат, 1985.
2. Колесников поектирования специальной одежды. –М.: Легкая индустрия, 1971.
3. Платунов изменения в монотном режиме. –Л.: Энергия, 1973.
4. , Проскуряков . Л.: Гидрометоиздат, 1988.
УДК 66.071.71
К ПРЕДОТВРАЩЕНИЮ ОБРАЗОВАНИЯ КОРРОЗИИ, ПЛЕСЕНИ И ПЯТЕН В ХРАНИЛИЩАХ МУЗЕЕВ, ГАЛЕРЕЙ ИСКУССТВ, ИЗДЕЛИЙ ИЗ КОЖИ И МЕХА
, , д. т.н.
Таразский государственный университет им. , г. Тараз, Республика Казахстан
e-mail: oraz_gulzat@mail.ru
Южно-Казахстанский государственный университет им. М. Ауезова, г. Шымкент,
Республика Казахстан
Обзор литературы /1-10/ показал, что в Казахстане не уделяется должное внимание на применение природных и искусственных сорбентов в экологических целях, если выразится точнее, то не уделяется должное внимание предотвращению образования коррозии, плесени и пятен в хранилищах музеев, галерей искусств, церквей, архивов библиотек.
Полезная площадь верхних этажей зданий соборов и музеев, галерей искусств, церквей, библиотек и магазинов по продаже изделий из кожи и меха используется в прямом назначении, а их подвальные помещения отводятся для хранения экспонатов, картин, книг и изделий из кожи и меха.
Для поддержания относительной влажности воздуха на должном уровне в небольших соборах, зданиях музеев, хранилищах изделий из кожи и меха нами было предложено использовать подвесной малогабаритный адсорбер /10,11/, который заправлялся природным цеолитом Казахстана.
В крупных соборах, картинных галереях и музеях целесообразно проводит осушку воздуха, подаваемого в помещения, в многосекционном адсорбере с псевдоожиженными слоями природного цеолита.
В многосекционном аппарате (внутренний диаметр 150 мм) псевдоожиженные слои цеолита создавались на трех тарелках. Дисперсный материал перетекал с верхней тарелки на нижние, затем в приемник через перетоки, имеющие поддерживающие диски с регулируемым зазором между диском и нижним срезом трубки.
В аппарат дисперсный материал подавался тарельчатым питателем, псевдоожижался воздухом, нагнетаемым через систему газодувкой. Расход воздуха измерялся с помощью диафрагмы и дифференциального манометра. Гидравлическое сопротивление аппарата и псевдоожиженного слоя измерялось также дифференциальными манометрами.
Регулирование расхода твердой фазы производилось изменением величины зазора между тарелкой питателя и выходным патрубком бункера в его нижней части, а также изменением числа оборотов тарелки питателя.
Расход твердой фазы измерялся взвешиванием материала, собранного в приемнике.
В ходе эксперимента выяснилось, что переток, снабженный поддерживающим диском, часто забивается. Это привело к нарушению режима работы многосекционного аппарата.
В связи с этим нами предложена конструкция сдвоенной ситчатой тарелки (рис.1). На рис.2 представлен вид на тарелку сверху. В период псевдоожижения прорези, сделанные в тарелках, удалены друг от друга на 90˚. А в период выгрузки частиц из псевдоожиженного слоя нижняя тарелка поворачивается на 900 и прорези размещаются друг над другом; происходит выгрузка частиц из слоя. После завершения выгрузки материала нижняя тарелка возвращается в исходное состояние.
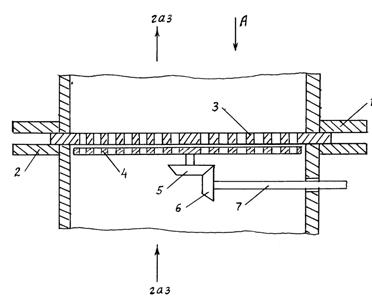
Рис.1. Сдвоенная ситчатая тарелка
1 и 2 – фланцы; 3 – неподвижная тарелка; 4 – подвижная тарелка;
5 и 6 – конические шестерни; 7 – вал.
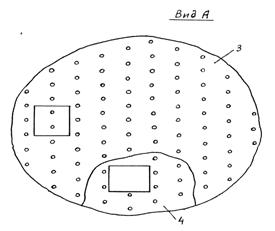
Рис.2. Вид сверху на сдвоенную ситчатую тарелку.
3 – неподвижная тарелка; 4 – подвижная тарелка.
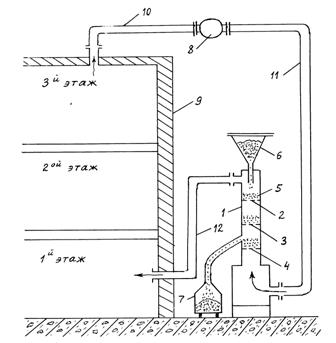
Рис.3. Схема регулирования относительной влажности воздуха в крупных соборах,
музеях и в помещениях картинных галерей.
1 – колонна; 2, 3 и 4 – сдвоенные ситчатые тарелки; 5 –псевдоожижкнный слой; 6 – бункер для свежего адсорбента; 7 –приемник для отработанного адсорбента; 8-высоконапорный вентилятор; 9 – здание трехэтажной картинной галереи; 10, 11 и 12 – воздуховоды.
Такая конструкция позволила организовать работу аппарата в непрерывном и полунепрерывном режимах.
На рис. 3 представлена схема регулирования относительной влажности воздуха в крупных соборах, музеях и в помещениях картинных галерей.
Трехсекционный аппарата (внутренний диаметр 150 мм) с псевдожиженнными на сдвоенных ситчатых тарелках слоями (h=0,05 м) природного цеолита Казахстана (размер частиц 3-4 мм) при расходе твердой фазы V=1,353·10-6 м3/c и расходе газа G=0,0675 кг/с обеспечил температуру точки росы подаваемого в помещение воздуха tp=-20˚С, что соответствует относительной влажности воздуха φ=4,41% (абсолютная влажность 0,9 г/м3).
Оптимальная относительная влажность в помещении 48-50%. Это достигается изменением количества тарелок в аппарате и расхода газовой и твердой фаз.
В основных и подвальных помещениях, хранилищах музеев, галерей искусств, церквей, архивов библиотек, изделий из кожи и меха не происходило образование плесени и пятен, а также было предотвращено образование коррозии на поверхности металлических изделий (экспонатов).
ЛИТЕРАТУРА
1. Экологический кодекс Республики Казахстан. – Алматы, 20с.
2. Дубинин -химические основы сорбционной техники. – М., 1935.
3. Кельцев адсорбционной техники. – М., 1984.
4. , , Кельцев сита и их применение. – М., 1964.
5. Цеолитовые молекулярные сита. – М., 19с.
6. , Лепилин адсорбция паров и газов. – Л., 19с.
7. Серпионова адсорбция газов и паров. – М., 19с.
8. , Егорова цеолитов. – Л., 1968. – 158 с.
9. Чигаркин Казахстана. Алматы, 2006.-414 с.
10. , , Акынбеков и улучшение метеоусловий в помещениях картинных галерей, музеев и церквей // Механика и моделирование процессов технологии. – Тараз, 2008. – № 1. – С. 82-86.
11. , , Ораз подвесной// Труды VI Международной конференции «Проблемы науки и образования в современных условиях», посвященной 15-летию Южно-Казахстанского гуманитарного института им. М. Сапарбаева. Том 2, Шымкент, 2009,С. 7-12.
УДК 332.01:685
ПРОБЛЕМЫ УПРАВЛЕНИЯ КАЧЕСТВОМ И КОНКУРЕНТОСПОСОБНОСТЬЮ ПРОДУКЦИИ ЛЕГКОЙ ПРОМЫШЛЕННОСТИ
Таразский государственный университет им. , г. Тараз, Республика Казахстан
e-mail: *****@***ru
В настоящее время проблема управления качеством и конкурентоспособностью продукции легкой промышленности приобретает особую актуальность в связи с тем, что с развитием рыночных отношений в нашей стране все больше уменьшается объем производства, на рынке увеличивается количество товаров зарубежных производителей, которые вытесняют отечественную продукцию. Поэтому для упрочнения позиций отечественных производителей на рынке необходимо принимать меры по повышению их конкурентоспособности.
Легкая промышленность включает текстильную, швейную, трикотажную, кожевенно-меховую и обувную отрасли. На сегодняшний день в легкой промышленности более 80% предприятий представлено субъектами малого и среднего бизнеса. По состоянию на 1 января 2010 года в легкой промышленности страны зарегистрировано 1591 предприятий. Из них активно действующих всего 526: 449 - малых, 60 - средних и 17 крупных.
Для успешного развития легкой промышленности в Казахстане имеются благоприятные факторы и предпосылки - в Южно-Казахстанской области ежегодно собирают тыс. тонн хлопка-сырца, производство в стране натурального сырья - хлопкового волокна (130-170 тыс. тн/год), шерсти (15-20 тыс. тн/год) и более 7,5 млн. штук кожевенного сырья, возможность экспорта тканей и пряжи, одежды на мировые товарные рынки, где есть спрос на указанную продукцию из натурального сырья.
Общая тенденция развития отрасли характеризуется снижением ее доли в объеме промышленности республики, что сопряжено с сокращением рабочих мест. Основным фактором, препятствующим их развитию, является неравные конкурентные условия со стороны третьих стран, в особенности из Китая и Турции. Продукция отрасли имеет низкую конкурентоспособность по цене из-за наличия большого количества товаров, произведенных в Китае, в том числе контрафактных.
Для развития приоритетных секторов экономики, в том числе и легкой промышленности разработана государственная программа по форсированному индустриально-инновационному развитию Республики Казахстан на 2010 – 2014 годы.
Главной задачей предусмотренной государственной программой развития является удовлетворение потребности внутреннего рынка в продукции легкой промышленности за счет переработки сырья, производства продукции с высокой добавленной стоимостью и с перспективой ее выхода на внешние рынки. Предстоящий период основные направления развития отрасли связаны с созданием стимулов для модернизации и диверсификации производств по переработке местного сырья (хлопок, шерсть, кожа) в текстильной, швейной, кожевенной и обувной промышленности.
Для повышения качества и конкурентоспособности отечественной продукции легкой промышленности главная цель в ближайшие годы состоит в увеличении выпуска конкурентоспособных отечественных изделий до объемов, позволяющих удовлетворить потребности населения. Для достижения этой цели необходимо решить следующие задачи:
• Ресурсное обеспечение развития отрасли;
• Техническое перевооружение предприятий;
• Развитие, инновационного, управленческого и кадрового потенциалов;
• Совершенствование управления системы менеджмента предприятий.
Ресурсное обеспечение развития отрасли. Наша республика располагает собственными сырьевыми ресурсами.
Техническое перевооружение предприятий отрасли. В настоящее время парк оборудования предприятия характеризуется наличием большого количества оборудования с физическим и моральным износом. При этом порядка 80% предприятий отрасли оснащены устаревшим оборудованием, загруженность составляет 30%. В связи с этим техническое перевооружение предприятия на базе внедрения новых технологий и совершенствования структуры производства в направлении роста доли высокотехнологичной и наукоемкой продукции становится главным условием развития производства.
Развитие научно-технического и инновационного потенциала. Реформирование предприятий, с учетом организации современного менеджмента, системы маркетинга, бухгалтерского учета, создание собственной товаропроводящей сети, управление издержками производства и установлении на этой основе цен реализации, обеспечивающих конкурентоспособность продукции по эти показателям.
Перспективы технологического развития отрасли связаны с наличием натурального сырья, производственных мощностей и человеческих ресурсов.
Требует разрешения проблема кадрового обеспечения предприятия. Кадровый технический персонал по возрастным категориям характеризуется явной диспропорцией в сторону старших возрастных категорий. Для долгосрочного обеспечения предприятий рабочими кадрами высокой квалификации требуется восстановить эффективно действующую систему подготовки кадров (профтехучилища, средние специальные и высшие учебные заведения), ориентированную на формирование и развитие современных компетенций, востребованных в конкурентной экономике.
Совершенствование системы управления для предприятий легкой промышленности является сегодня обязательным условием выживания и развития. В условиях нехватки оборотных средств это дает наибольший эффект как в повышении производительности, так и в формировании конкурентоспособного предприятия.
В этой ситуации для развития и выживания нужны не традиционные решения, а умение кооперироваться, определять свободные торговые ниши, заинтересовывать инвесторов и партнеров, работать над ассортиментом и качеством продукции, снижать издержки, постоянно изучать рынок и творчески использовать недостатки конкурентов. Сегодня должны быть востребованы гибкость руководителей, кардинально изменена стратегия мышления персонала.
Без устранения всех этих проблем, без постоянного совершенствования всей системы менеджмента нельзя рассчитывать на успех в конкурентной борьбе.
Конкурентоспособность как самостоятельная категория в кластере объектов управления отечественных предприятий появилась в связи со становлением и развитием рыночных отношений.
Широкий спектр структурообразующих инструментов отечественных систем управления качеством концентрировался в зонах организации производства и технико-технологической подготовки производства, управленческой и послепродажной (эксплуатационной) сферах деятельности. С развитием рыночных отношений в стране крупнейшие и наиболее успешные предприятия на рынке продукции легкой промышленности заимствовали зарубежные системы управления качеством и конкурентоспособностью. Среди наиболее известных своими масштабами по практике применения - японская, американская, германская системы управления. Каждая из этих систем базируется на социокультурных чертах национальной философии и менталитета, отражает уровень развитости методологического и методического аппарата управления конкурентоспособностью и смежных научных областей.
Принципы работы признанных в мировой практике систем управления качеством и конкурентоспособностью продукции широко представлены достаточным количеством глубоких аналитических исследований. В соответствии с определением Europen Management Forum (Женева) "конкурентоспособность - это реальная или потенциальная способность компаний проектировать, изготовлять, сбывать в тех условиях, в которых им приходится действовать, товары, которые по ценовым и неценовым характеристикам в комплексе более привлекательны для потребителей, чем товары их конкурентов". В международных стандартах серии ИСО-9000 дается такое определение: "Качество - совокупность свойств и характеристик продукции или услуги, которые придают им способность удовлетворять обусловленные или предполагаемые потребности". Такая трактовка приближает понимание качества к рыночным условиям хозяйствования.
Классическими концепциями управлением качеством признаны модели Э. Деминга, Дж. Джурана, А. Фейхенбаума, Ф. Кросби, К. Исикава, Г. Тагути. Широкое признание получили модели, разработанные президентом Американской организации по контролю качества А. Фейхенбаумом (кольцо качества) и специалистами Европейской организации по контролю качества –(модель Дж. Ван Эттингераи - Дж. Ситтинга), учитывающая влияние потребителей на качество продукции. Развитие этих подходов представлено в модели Дж. Джурана, который первым обосновал переход от контроля качества к управлению качеством. Модель Джурана представляет собой "спираль качества", в которой формирование и непрерывное улучшение качества происходит не по замкнутому кругу, а по восходящей спирали, подчеркивающей комплексность, неразрывность такой системы. Модель определяет основные стадии непрерывно развивающихся работ по управлению качеством. Эта модель предполагает постоянное изучение меняющегося спроса на рынке сбыта и поведения изделия в эксплуатации, что представляет особую актуальность для изделий производства легкой промышленности.
Таким образом, «классики» менеджмента качества еще в прошлом столетии в той или иной форме подчеркивали значимость организационной перестройки общей системы управления предприятием, привлекали внимание к роли и значимости организационных факторов в управлении конкурентоспо-собностью предприятия. К числу организационных факторов, значимых для системы управления конкурентоспособностью продукции можно отнести - организационную структуру, организационную культуру, организационное поведение персонала, уровень организационного развития предприятия.
В современных условиях экономического развития формирование стратегии развития предприятия должно быть ориентировано на повышение качества продукции и конкурентоспособности предприятия, и базироваться на современных концепциях, методах и подходах, объединяющих в себе мировой опыт. Организация должна соответствовать требованиям качества продукции, экономики, экологии, социальной политики, здоровья, производственной и информационной безопасности.
УДК 687: 675
К ВОПРОСУ ОБ ЭКОЛОГИЗАЦИИ ПРОИЗВОДСТВА ПРОДУКТОВ ДИЗАЙНА
, к. т.н., , м. п.
Таразский государственный университет им. , г. Тараз, Республика Казахстан
В настоящее время в кожевенном производстве одним из приоритетных направлений является использование экологически безвредных материалов, обеспечивающих экологическую чистоту и безопасность, как производства, так и выпускаемой продукции.
Экологическая безопасность - совокупность действий, состояний и процессов, прямо или косвенно не приводящих жизненно важным ущербам, наносимым природной среде и человеку.
Основываясь на одном из принципов экодизайна: использование не искусственных, а естественных материалов были проведены исследования инновационного характера в области технологии кожи. Как известно, по сравнению с искусственной кожей натуральная кожа имеет высокую конкурентоспособность на потребительском рынке, обусловленную высоким уровнем гигиенических, физико-механических свойств и другими положительными качествами. Кроме того, изделия из кожи всегда, в большей или меньшей степени, являются предметом высокой моды, так как кожа – это один из наиболее универсальных материалов для дизайнеров.
В условиях завода были проведены отмочно-зольные, преддубильные и дубильные процессы по разработанным технологиям получения перчаточно-галантерейной кожи хромтитанового, хромалюминиевого и хромалюмотитанового способов дубления при соответствующих параметрах и расходах химических материалов, а также красильно-жировальные процессы по типовой методике производства перчаточно-галантерейных кож [1].
Проведенные эксперименты позволили определить, что по физико-механическим свойствам перчаточно-галантерейные кожи соответствуют нормативным показателям, предъявляемым для перчаточно-галантерейных кож и имеют следующие отличия: кожи хромтитанового способа дубления по показателю прочности превосходят кожи хромового способа дубления; хромалюминиевого – по показателю удлинения; хромалюмотитанового – превосходят по прочностным и упруго-пластическим показателям.
Обеспечение экологической безопасности выпускаемой продукции обусловлено соответствием Техническому регламенту «Требования к безопасности продукции легкой промышленности», то есть бе-зопасность кожгалантерейных изделий должна соответствовать установленным требованиям, обес-печивающим их химическую и биологическую безопасность для жизни или здоровья потребителя [2].
1. Согласно настоящего Технического регламента биологическая опасность - негативное воздействие готового изделия на организм потребителя вследствие несоответствия показателей физических и химических свойств установленным требованиям в зависимости от вида продукции.
В соответствии с требованиями, установленными настоящим Техническим регламентом для кожгалантерейных изделий, была проведена оценка эргономических свойств – гигиенических показателей перчаточно-галантерейной кожи методами физических испытаний. В результате проведенной гигиенической оценки перчаточно-галантерейной кожи были получены следующие физико-гигиенические показатели: гигроскопичность - 42%, водопроницаемость в статических условиях -1,5 и в динамических условиях -35 мл/(см2*ч), влагоемкость -52%, намокаемость -32%, паропроницаемость-8,6 мг/(см2*ч), воздухопроницаемость-0,01 м3/(м2*с) и теплопроводность-0,08 Вт/(м*град), которые соответствуют нормативным показателям.
Химическая опасность - превышение в продукции предельно допустимого уровня концентрации вредных, опасных для здоровья химических веществ. Так, для определения химической опасности продукции необходимо принять во внимание факт соответствия или превышения норм содержания хрома в выработанной коже.
Согласно нормативным показателям настоящего Технического регламента допустимое содержание хрома в кожаных изделиях, контактирующих с кожей человека, не должно превышать 3 %. При анализе данных химического состава – содержания хрома в перчаточно-галантерейной коже, полученной различными способами дубления, свидетельствуют о том, что при хромовом дублении содержание хрома в коже (3,8%), которое значительно превышает допускаемой нормы, при хромтитановом (3,2%) и хромалюминиевом (3,2%) незначительно, а при хромалюмотитановом (3,0%)– соответствует.
Выше перечисленное указывает на то, что перчаточно-галантерейная кожа, полученная при наименьшем расходе хромового дубителя (0,9% от массы голья) с использованием экологически безвредных дубителей, экологически безвредна для кожи человека.
Экологическая безопасность получаемой кожи подтверждена санитарно-химическими и токсикологическими исследованиями. Проведенная в токсикологической лаборатории оценка на токсичность химического вещества – хромалюмотитанового комплексного минерального соединения показала, что данный вид дубителя относится к 4 классу опасности (малоопасны), пожаро - взрыво-безопасны, т. е. использование их для производства перчаточно-галантерейной кожи является экологически безвредным.
Таким образом, используемые комплексные минеральные дубители, являясь экологически безвредными соединениями, не оказывают вредного воздействия на организм человека, в частности, при соприкосновении перчаточно-галантерейной кожи в качестве изделия с кожей человека.
При качественной оценке перчаточно-галантерейной кожи была проведена ее органолептическая оценка, которая показала, что данная кожа обладает следующими свойствами: полностью продубленная, хорошим внешним видом, мягкая на ощупь, имеет ровную поверхность и окраску, с гладкой и хорошо отделанной бахтармянной стороной (рис. 1).
|
|
|



Рис. 1. Опытные образцы перчаточно-галантерейной кожи.
Таким образом, с целью экологизации кожевенного производства на основе применения экологически безвредных дубящих соединений была разработана технология получения перчаточно-галантерейной кожи, позволяющая улучшить качество готовой кожи и обеспечить ее экологическую безопасность.
ЛИТЕРАТУРА
1. А. С. № 000 по заявке за № 000/1761.1. Способ дубления перчаточно-галантерейной кожи / , , ; заявл. 24.12.2007.
2. http: //www. Min. .//Об утверждении Технического регламента «Требования к безопасности продукции легкой промышленности» /Министерство юстиции Республики Казахстан. html.
