

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
1.1 Основные этапы решения задач на ЭВМ
Понятие экономической информационной системы. Классы ИС. Структура однопользовательской и многопользовательской, малой и корпоративной ИС, локальной и распределенной ИС, состав и назначение подсистем. Основные особенности современных проектов ИС. Этапы создания ИС: формирование требований, концептуальное проектирование, спецификация приложений, разработка моделей, интеграция и тестирование информационной системы. Методы программной инженерии в проектировании ИС.
1.2 Критерии качества программы
Рассматривается понятие качества ПО, характеристики и атрибуты качества, связь атрибутов качества с требованиями. Дается краткий обзор различных методов контроля качества ПО, с болеедетальным рассмотрением тестирования и проверки свойств на моделях.
1.3 Постановка задачи и спецификация программы.
Анализ предметной области, выделение требований к разрабатываемой программной системе, основные графические модели, используемые в этих деятельностях - диаграммы потоков и вариантов использования.
Раздел 2. Типизация в языках программирования
2.1 Способы записи алгоритма
О роли чертежей в стандартизации промышленного производства в классических, инженерных областях (строительстве, машиностроении, электротехнике и т. д.). Обсуждается причины, препятствующие использованию чертежного проектирования при разработке программных систем "as is". Вводится понятие метафоры визуализации, обосновывается практическая значимость графовой метафоры при визуализации ПО. Дается определение визуального моделирования и средств визуального моделирования - языков, методов, программных инструментов. Рассказывается о семантическом разрыве между визуальными моделями и программным кодом, препятствующим автоматической генерации кода по моделям
2.2 Стандартные типы данных
Определяется понятие типа переменной как множества значений, которые она может принимать, и набора операций, которые можно совершать со значениями. Рассматриваются наиболее важные базовые типы алгоритмического языка - целые и вещественные числа. Подчеркивается особенность представления целых чисел в компьютере как элементов кольца вычетов, рассматривается интерпретация элементов кольца вычетов как неотрицательных чисел или чисел со знаком. Приводится представление вещественных чисел в компьютере в плавающей форме, рассматриваются особенности арифметики плавающих чисел.
2.3 Представление основных структур программирования
Рассматриваются управляющие конструкции языка Си: ветвления "if-else" и "if-else if", циклы "while" и "for". Приводятся также конструкции, которых лучше избегать: "switch", "do-while", "goto". Рассматривается представление программы в виде набора функций, прототипы функций, методы передачи входных и выходных параметров. Перечисляются различные виды памяти: статическая, стековая, динамическая (куча) и способы работы с памятью в Си. Вводится составной тип данных "структура". Материал иллюстрируется многочисленными примерами программ: решение квадратного уравнения, вычисление квадратного корня, вычисление НОД двух чисел и расширенный алгоритм Евклида, печать N первых простых чисел, рекурсивный обход дерева и др.
2.4 Типы данных, определяемые пользователем
Рассматриваются символьные переменные и способы кодирования символов. Вводится логический тип и логические выражения, подчеркивается отличие логических выражений от арифметических: сокращенное вычисление результата. Определяется конструкция массива. Рассматриваются возможные способы представления текстовых строк.
2.5 Записи и файлы
Рассматриваются методы работы с файлами, использующие функции ввода-вывода из стандартной библиотеки ANSI. Приводятся способы работы с символами и текстовыми строками с помощью функций стандартной библиотеки. Материал иллюстрируется примерами, включающими программу "wc" подсчета символов, слов и строк в файле и программу "Записная книжка", которая позволяет находить телефон человека по его имени, а также сохранять и модифицировать содержимое книжки.
2.6 Динамические структуры данных, списки
Дается общее понятие структуры данных как исполнителя, который организует работу с данными: хранение, добавление и удаление, поиск и т. п. Рассматриваются реализации одних структур на базе других, в частности, реализации на базе массива. Приводятся наиболее важные из простейших структур данных: очередь и стек, а также их непрерывные реализации на базе массива. Даются многочисленные примеры использования стека в программировании. Рассматривается обратная польская запись формулы (знак операции после агрументов) и способ ее вычисления на стековой машине. В качестве примера использования обратной польской записи рассматривается графический язык PostScript. Материал иллюстрируется проектом "Cтековый калькулятор", реализованным на языке Си.
2.7 Программирование рекурсивных алгоритмов
Рекурсия и итерация. Особенности рекурсивных программ.
Раздел 3. Создание программ
3.1 Способы конструирования программ, модульные программы. Диалоговые программы.
Рассматриваются основные понятия компонентных технологий разработки ПО и понятие компонента. Рассказывается об общих принципах разработки распределенного ПО и об организации взаимодействия его компонентов в рамках удаленного вызова процедур и транзакций.
3.2 Основы доказательства правильности
Методики тестирования промышленных программных систем. Вопросы построения тестового окружения, планирования системы тестов, анализа и обнаружения дефектов программного кода тестируемой системы, интеграционного и системного тестирования, общих аспектов тестирования пользовательских интерфейсов. Рассмотрение процессов верификации проектной документации, а также процессов формальной инспекции кода и документации.
3.3 Основные подходы: процедурное, логическое, функциональное и объектно-ориентированное программирование. Дружественность.
Машинно-независимый подход к эффективному программированию. Пример программирования на языке Форт, отмечены его основные преимущества и недостатки.
Общие формы представления информации символьными выражениями, анализируются требования к полноте и эффективности методов их обработки. Вводятся базовые понятия, такие как списки, атомы, данные, значения, функции.
Предлагаются типы данных, такие как варианты, последовательности, множества, приспособленные к декларативному стилю программирования. Описана техника организации недетерминированных вычислений, такая как, вычисления с возвратами, перебор вариантов, откат. Исследуются связь диагностической интерпретации и средств логического программирования.
Рассмотрены основные принципы объектно-ориентированного программирования и проанализированы схемы их реализации на базе ряда структур данных на примере простой модели объектно-ориентированного языка.
Раздел 4. Процесс производства программных продуктов
4.1 Жизненный цикл программы. Методы, технология и инструментальные средства
Следствия теоремы Гёделя о неполноте для программирования. Логическая несовместимость разных классов задач. Практическая несовместимость ипостасей внутри стилей. Взаимодействия и сочетаемость стилей. Следствия теоремы Гёделя о неполноте для программирования. Логическая несовместимость разных классов задач. Практическая несовместимость ипостасей внутри стилей. Взаимодействия и сочетаемость стилей.
4.2 Тестирование и отладка
Основные понятия тестирования: терминология тестирования, различия тестирование и отладки, фазы и технология тестирования, проблемы тестирования. Критерии выбора тестов: структурные, функциональные, стохастические, мутационный, оценки покрытия проекта. Разновидности тестирования: модульное, интеграционное, системное, регрессионное, автоматизация тестирования, издержки тестирования. Особенности процесса и технологии индустриального тестирования: планирование тестирования, подходы к разработке тестов, особенности ручной разработки и генерации тестов, автоматизация тестового цикла, документирование тестирования, обзоры и метрики.
4.3 Документирование и стандартизация
Раздел 5. Проектирование программного обеспечения
5.1 Абстрактные структуры данных
Подходы к инкапсуляции в классово ориентированных языках: С++, Modula-2, Delphi, Oberon. Абстрактные типы данных как максимальный случай инкапсуляции типов данных.
5.2 Автоматизация проектирования и технология использования САПР программного обеспечения.
Программно-технологические средства специального класса — CASE-средства. Rational Rose.
Рекомендуемая литература
а) Основная литература
1. Терехин лекций по дисциплине «Технологии программирования». Электронный учебник.
2. . Основные концепции и механизмы объектно-ориентированного программирования. Уч. пособ., 2005, 640с.
б) Дополнительная литература
1. C#. Электронный учебник.
2. Карли Ватсон и др. С# . М., Из-во «Лори», 2005, 861с.
3. Шилдт. С# : учебный курс. СПб, Из-во «BHV», 2002, 512с.
8 Средства обучения
Компьютерный класс, оборудованный компьютерами AMD64 2800+/256/ 60Гб/CD/FDD/17, объединенными в локальную сеть, принтер лазерный HP LaserJet 6L, проектор, экран, программное обеспечение: Microsoft “Visual Studio 2005” – межплатформенная и межъязыковая среда для компилятора С++ или С#, электронные учебники и учебные пособия.
9 Тематика и методические указания по выполнению лабораторных работ
№ | Часы | Содержание лабораторной работы |
1 | 4 | Разработка классов для решения определенного заданием круга задач. |
2 | 6 | Разработка графического пользовательского интерфейса приложения. |
3 | 10 | Создание многопоточного приложения с синхронизированным доступом к общим данным. |
4 | 10 | Разработка многоклиентского серверного приложения. |
Правила оформления отчёта по лабораторной работе
По каждой лабораторной работе готовится отчёт. В заголовке отчёта по лабораторной работе указывается:
· название дисциплины;
· номер лабораторной работы;
· тема лабораторной работы;
· шифр группы;
· фамилия и инициалы студента.
Далее приводится отчёт о выполнении конкретных заданий. Для каждого задания приводится:
· краткое описание задания (задачи);
· решение с подробными комментариями (если это текст программы, то не менее 70 % строк должны содержать комментарии; кроме того, текст программы должен быть структурированным по разделам, блокам, каждому циклу или условному оператору);
· исходные данные и результаты решения;
· результаты решения должны быть оформлены ясны и понятны (каждое число, график, таблица сопровождаются пояснительной надписью или комментарием).
Правила выполнения заданий
Если конкретные значения исходных данных, в том числе, размерности массивов, не заданы, то следует разработать полную совокупность тестовых данных. Это включает в себя следующее:
· корректные, нормальные значения исходных данных (например, середины диапазонов области определения);
· экстремальные значения исходных данных (имеются в виду значения на границе области определения или в близи особых точек, то есть точек, в которых либо происходит деление на нуль, либо функция не определена, либо значение функции равняется нулю);
· запредельные значения исходных данных, то есть за границей области определения или бессмысленные значения (как правило, подобные значения могут возникать только из-за ошибок при вводе исходных данных).
В отчёте по лабораторной работе должны быть приведены результаты работы программы по каждой группе тестовых данных.
Разрабатываемая программа должна быть максимально эффективной. Эффективность программы определяется в соответствии со следующими правилами: минимум объёма требуемой памяти для программы и максимум быстродействия. Последнее равносильно минимуму времени работы программы, то есть минимуму количества машинных операций, с учётом трудоёмкости каждой из них. Если можно улучшить один показатель без ущерба для другого, то следует этого добиваться. В ином случае следует предпочесть экономию оперативной памяти в ущерб производительности.
Для повышения эффективности программы можно рекомендовать следующее:
· не использовать рабочие массивы той же размерности, что и массивы с исходными данными или результатами, если это возможно;
· при обработке двухмерных массивов допустимо использовать одномерный массив для временного хранения строки или столбца матрицы;
· выбирать, где это возможно, короткие типы данных;
· использовать поименованные константы вместо неоднократного повторения одинаковых констант;
· при обращении к функциям параметры передавать стараться по ссылке (адресу), а не по значению;
· рабочие переменные, необходимые для временного хранения значений, объявлять локальными, а не глобальными;
· избегать вычислений в циклах выражений, не зависящих от параметра (счётчика) цикла;
· выбирать, где это возможно, наименее трудоёмкие (по времени) операции.
Пример выполнения лабораторной работы
Тема: Паттерн «Abstract Factory» (шаблон «Абстрактная Фабрика»)
Выполнил: ст. гр. ПУ-19
Проверил:
Рассмотрим шаблон проектирования под названием Abstract Factory.
Абстрактная фабрика предоставляет интерфейс для создания целых семейств объектов без указания конкретных классов. Объекты каждого семейства должны быть логически связаны между собой. Перед тем, как привести пример использования «Фабрики», рассмотрим небольшую диаграмму классов:
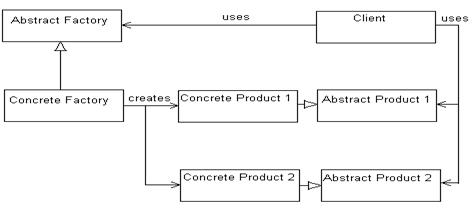
Из диаграммы видно, что клиент после использования «Фабрики» для создания объектов, манипулирует объектами на более высоком уровне абстракции.
Предположим, мы создаем компьютерную игрушку. Игрок будет управлять некоторым отрядом: маг, воин, лучник. Раса отряда не является ключевым моментом, поэтому можно использовать абстрактную фабрику:
public abstract class SquadronFactory {
public abstract Mage createMage() {}
public abstract Archer createArcher() {}
public abstract Warrior createWarrior() {}
}
Интерфейсы персонажей будут следующие:
public interface Mage {
public void cast();
}
public interface Archer {
public void shoot();
}
public interface Warrior {
public void attack();
}
Перейдем к конкретным классам:
public class ElfSquadronFactory extends SquadronFactory {
public Mage createMage() {
return new ElfMage();
}
public Archer createArcher() {
return new ElfArcher();
}
public Warrior createWarrior() {
return new ElfWarrior();
}
}
public class ElfMage implements Mage {
public void cast() {
// использовать магию эльфов
}
}
public class ElfArcher implements Archer {
public void shoot() {
// использовать лук эльфов
}
}
public class ElfWarrior implements Warrior {
public void attack() {
// использовать меч эльфов
}
}
Аналогичные классы можно создать для других рас. Перейдем к использованию выше описанных классов для создания отряда. Функция создания отрядов будет иметь следующий вид:
public void createSquadron (SquadronFactory factory) {
Mage mage = factory. createMage();
Archer archer = factory. createArcher();
Warrior warrior = factory. createWarrior();
...
}
В данный метод в качестве параметра передается конкретная фабрика. В результате мы получаем семейство классов, которые будут вести себя четко определенным образом.
Обратим внимание на то, что абстрактная фабрика может быть не только абстрактным классом, но и интерфейсом, и конкретным классом. Конкретные фабрики чаще всего реализуют паттерн Singleton.
Используем паттерн «Абстрактная Фабрика» в таких случаях:
· система не должна зависеть от способа создания объектов;
· система работает с одним из нескольких семейств объектов;
· объекты внутри семейства взаимосвязаны.
10 Тематика и методические указания по выполнению курсовых работ
Темы курсовых работ
1) Адресная схема города
2) Транспортное предприятие
3) Типовая средняя школа
4) Отдел кадров
5) Складское хозяйство
6) Аптечная информационно-поисковая служба
7) Информационная служба института
8) Отдел снабжения предприятия
9) Типовое торговое предприятие
10) Расчеты с поставщиками и подрядчиками
11) Информационная служба библиотеки
12) Система расчета заработной платы (случай почасовой оплаты)
13) Система расчета заработной платы (случай сдельно-премиальной оплаты)
14) Информационная служба ГУВД
15) Служба трудоустройства
16) Автоматизированная система составления расписаний
17) Автоматизированная система составления сметной документации
18) Автоматизированная система составления планов графиков
19) Информационная служба табельного учета
20) Система регистрации и учета хозяйственных договоров
21) Служба охраны предприятия
22) Реестр акционеров
23) Городской отдел социальной защиты
Пример выполнения курсовой работы
Тема: АВТОМАТИЗИРОВАННАЯ СИСТЕМА СКВОЗНОГО КОНТРОЛЯ МЕТАЛЛОПРОКАТА. ЦЕХ СОРТОВОГО ПРОКАТА
Выполнил: ст. гр. ПУ-19
Проверил:
г. Новокузнецк 2006
ТЕХНИЧЕСКОЕ ЗАДАНИЕ
на разработку и ввод в действие
Автоматизированная система сквозного контроля металлопроката.
Цех сортового проката.
1. Ведение.
В течение первого пятилетия 70-х пять цехов прокатного передела КМК - обжимной, рельсобалочный, листопрокатный, сортопрокатный и среднесортный держали высокую производительность производства. К 1971 году КМК занимал 4-ое место в отрасли по объему и качеству выпускаемой металлопродукции. К этому времени его прокатные станы дважды выработали прокатные сроки эксплуатации и в 2-3 раза перекрыли расчетные мощности. Отработав предыдущее пятилетие без какой-либо реконструкции, прокатное производство комбината на годы получило гос. задание увеличить объем товарной продукции до 17241 тыс. тонн проката за счет внутренних резервов предприятия. С заданием прокатчиков справились, перевыполнив его на 145,5 тыс. тонн при обязательстве 110 тыс. тонн. Но эта пятилетка отчетливо показала, что возможности КМК наращивать производство проката исчерпаны: если за вторую половину 50-х годов к уровню годов производство его увеличилось на 2,5%, то за первую половину 70-х относительно предшествующего пятилетия прирост составил 0,9% или 838 тыс. тонн. Прокат мелкого и среднесортного сортов, выпускаемых цехами сортового проката, от общих объемов прокатной продукции комбината в 70-х -80-х годах составлял почти половину. Основной бедой сортопрокатного цеха оставалось неизбежное старение оборудование и нехватка свободных площадей. В сортопрокатном с проблемами боролись, что называется, всем миром. В каждом предложении руководство цеха и технологи старались усмотреть то рациональное зерно, что могло улучшить условия труда людей, работу отдельных механизмов и в целом - поточных линий цеха. С 80-х годов XX века на КМК функционирует автоматизированная система оперативного диспетчерского управления (АС ОДУ) комплексом сталь-прокат. К настоящему времени стала ясной необходимость внедрения такой АС, которая бы осуществляла текущий контроль за движением металлопотока, фиксировала основные параметры, характеризующие конкретную плавку (марка стали (Ма), масса (m), температура (t), время начала и конца технологической операции (τн, τк) при обработке металла на каждом переделе и соответствие этих параметров технологическим инструкциям. Объектом исследования данной работы является цех сортового проката (ЦСП) КМК), а более конкретно - описана и проанализирована организация планирования и оперативного регулирования производства, будут рассмотрены виды потерь при производстве металлопродукции и новая АС сквозного контроля металлопотока (АС СКМ) в направлении на ЦСП.
1.1.Описание технологического процесса в цехе сортового проката
В состав цеха сортового проката входят сортопрокатный участок (стан 450), среднесортный участок (стан 500), участок рельсовых скреплений и шаропрокатные станы ( 1, 2). Металл в ЦСП поступает из ОЦ (на печи стана 450 и 500) и из ЭСПЦ-2 (на печи стана 500, а часть – на нагревательные колодцы ОЦ).
В соответствии с требованиями плавочного контроля, посад блюмсов и заготовок в нагревательные печи производится (в зависимости от марки стали) по схеме, по зонам слитка с выделением или без выделения из плавки головных блюмсов и контрольных заготовок. Посадка производится по наряду, выданному ПРБ цеха. Наряд выписывается фабрикатором не позднее начала смены и проверяется контрольным мастером ОТК. В наряде указывается: номер плавки, марка стали, количество заготовок, на какой профиль предназначена прокатка данной партии, длина порезки, а также ГОСТ или ТУ, по которым будет поставляться металл. При обнаружении несоответствия количества посаженных в печь блюмсов с количеством выданных, посадка металла прекращается до выяснения причин расхождения.
После нагрева в методических печах стана 500 металл отправляется либо в РБЦ, либо в рабочие клети стана 500.
Стан 500 состоит из 9-и рабочих клетей, последовательно расположенных в 3 линии:
· первая – 5 клетей, из них 4 черновых;
· вторая – 3 клети (чистовые);
· третья – одна клеть (отделочная);
Из печей выдается по одной заготовке на подводящий рольганг первой клети. Перед первой клетью заготовка (если это нужно) кантуется, задается в валки и последовательно проходит 5 клетей первой линии. После 5-ой раскат шлепперами передается на вторую линию и последовательно проходит три клети этой линии. За восьмой клетью раскат шлепперами передается на третью линию, проходит через 9-ю (отделочную) клеть и полученный профиль транспортируется к пилам горячей резки. На дисковых пилах раскат раскраивается на мерные, кратные мерные и немерные длины в соответствии с заказом, затем охлаждается на несущих цепях двустороннего холодильника, направляется на роликоправильные машины, в карманы и на отгрузку. Сортамент стана 500 – это, в основном, квадратная заготовка для стана 450, круглая заготовка для ШПС и накладочная полоса для участка РС.
Далее металл со склада заготовок передается на стан 450. Сортовой стан 450 линейного типа состоит из четырех рабочих клетей. Заготовки, поступающие к клети из печей, осматриваются вальцовщиком. Заготовки с пережогом, растрепкой концов и неправильной формы в прокатку не допускаются.
После прокатки в чистовой клети полоса по отводящему рольгангу подается к маятниковой пиле горячей резки. На пиле производится удаление растрепки переднего и заднего концов, раскрой полосы на длины согласно заказу. После клеймовки полосы шлепперами передаются на цепной холодильник. С холодильника полосы, в зависимости от профиля, сбрасываются в карман или подвергаются правке на роликоправильной машине, затем увязываются в пачки и отправляются на склад готовой продукции. Сортамент стана: квадраты, круги, фасонные и прочие профили.
На участок РС со склада стана 450 поступает полоса для изготовления клемм, которые служат для крепления рельс к шпалам.
Круглая заготовка со стана 450, также как и со стана 500, поставляется на шаропрокатные станы на внутризаводских вагонах в связках, массой не более 8 тонн. На каждой связке должна быть бирка из листовой стали с указанием профиля, номера плавки, маски стали, количества штанг, веса и бригадного знака. Каждый вагон сопровождается отгрузочной накладной и сертификатом, в котором указывается номер плавки, марка стали, химический состав, количество штанг, диаметр, длина, масса заготовки и дата отгрузки.
Заготовки со склада связками подаются на наклонную решетку загрузочного устройства печи. Температурный режим печи зависит от диаметра заготовок и темпа прокатки. После нагрева заготовка поступает в прокатку на стан. После горячей деформации шары проходят термическую обработку, включающую закалку в баке с проточной водой или двухстадийную закалку с прокатного нагрева и самоотпуск. Отгрузка шаров из бункера производится электромагнитным краном в железнодорожные вагоны навалом без упаковки.
Т. о., основной сортамент ЦСП составляет квадратная заготовка, круглый сорт, шары, фасонная заготовка для изготовления клемм ( заготовка квадратная 100-127 мм; сталь круглая 60-120 мм; сталь квадратная 65-127 мм; сталь полосовая (150-200)*(16-60); сталь угловая равнополочная №№12,5;14; швеллеры №14;18; сталь угловая не равнополочная №№ 000/190; 160/100; рельсы ж/д узкой колеи Р18, Р24;полоса для накладок Р50, Р65; профиль зетовый №10; шахтная стойка СВП17, СВП22; профиль Б).
1.2.Автоматизированная система оперативного диспетчерского управления (АС ОДУ) комплексом “Сталь-Прокат”
АС ОДУ предназначена для обеспечения всех уровней диспетчеров комбината оперативной информацией о состоянии всех участков и цехов на переделе для принятия управляющих воздействий на ход производства с целью повышения качества и производительности управления производством, снижения раскоординации технологических производств и создание информационной среды управления.
Состав АС ОДУ:
"Мартен";
"ОТК разливки";
"ОТК Стриппера";
"Посадчик ОНК";
"Диспетчера комбината";
"Диспетчера обжимного цеха";
"Диспетчера рельсобалочного цеха";"ПРБ ССЦ"; "ПРБ ОЦ".
1.2.1.Описание АС ОДУ в целом
Комплекс сталь-прокат металлургического производства включает в себя сталеплавильные цехи с отделениями разливки, цехи подготовки составов, обжимно-заготовочное производство, включая линии горячего транзита металла (рельсовый металл), цехи вторичного прокатного передела с отделениями отделки металла и отгрузки, службы оpганизационно-технологического управления агрегатами, службы опеpативно-диспетчеpского управления (ОДУ) перечисленными структурными подразделениями и службу диспетчерского управления производственного отдела комбината, включая службы оперативного планирования.
"АРМ Мартен" предназначен для ввода информации о производстве в мартеновском цехе и учитывает все данные о ходе технологического процесса на всем протяжении производства мартеновской стали. Своевременный ввод информации позволит прогнозировать весь дальнейший ход производства на переделе сталь-прокат.
Разливка один из самых важных участков сталеплавильного производства. Своевременное обеспечение составами с изложницами участка разливки ко времени выпуска стали и началу разливки одна из основных задач решаемых вводом АСОДУ в эксплуатацию. Кроме того, наличие точной и достоверной информации с участка разливки позволяет лучше спланировать работу участка стриппера, ОНК и обжимного цеха.
"АРМ ОТК разливки" предназначен для ввода информации о ходе разливки мартеновских плавок и учитывает все данные о количестве произведенной стали, а также о количестве бракованных, недолитых и малоголовых слитков. Своевременный ввод информации позволит запланировать весь дальнейший ход производства на переделе сталь-прокат и лучше управлять им. Стрипперование это извлечение слитков из изложниц полностью или частично (снятием утеплителей) с целью дальнейшего посада слитков в ОНК. Именно на этом участке осуществляется наблюдение за количеством произведенного металла, так как можно окончательно определить количество, качество и вес слитков, и их свойства, а также данные о временном интервале готовности слитков к дальнейшему технологическому процессу. Эти задачи решаются вводом в эксплуатацию «АРМ ОТК стриппера» в составе АС ОДУ. Кроме того, наличие точной и достоверной информации с участка стриппера позволяет лучше спланировать работу ОНК и обжимного цеха, а также спланировать загрузку прокатных цехов.
"АРМ ОТК стриппера" предназначен для ввода информации о производстве в отделении стрипперования по мартеновской и электроплавках и учитывает все данные о ходе технологического процесса. Наличие данных по качеству и количеству металла позволит прогнозировать загрузку ОНК, обжимного и прокатных цехов, не допустить скопление составов со слитками перед ОНК и согласовать работу по горячему транзиту рельсового металла на участке стриппер - ОНК – обжимной цех рельсобалочный цех.
В зависимости от марки стали и температуры слитков при посадке, колодцы предварительно подготавливаются согласно условиям посадки. Посадку металла в колодцы производят поплавочно, без разрыва, по слитков в колодец. Разрешается производить пересадку подогретых слитков холодного и теплого посада из колодца в колодец. Во избежание резкого охлаждения кладки колодца после спуска шлака запрещается посадка холодного металла.
По окончании посада слитков плавки посадчик записывает в графике работы колодцев номер плавки, марку стали, тип слитка, количество слитков, посаженных в колодец, температуру и время посада слитков, ориентировочное время выдачи, которое затем уточняется совместно с нагревальщиком после выхода на второй период нагрева. В графике работы колодцев также отмечаются все простои колодца.
"АРМ посада ОНК" предназначен для ввода информации о производстве в ОНК (отделении нагревательных колодцев) и учитывает все данные о ходе технологического процесса на участке стриппер - ОНК. своевременный контроль и ввод информации посадчиком ОНК позволит контролировать работу отделения нагревательных колодцев в полном объеме и прогнозировать дальнейший ход производства.
1.2.2.Функциональное обеспечение
АС ОДУ формирует следующие видеограммы:
Оперативная обстановка мартеновского производства;
Оперативная обстановка прогнозов выпусков;
Оперативная обстановка "Разливка-отстой-стриппер";
Оперативная обстановка ОНК (доска посада-выдачи).
АС ОДУ формирует следующие документы:
Накладная на состав для ОНК;
Накладная на состав для стрипперного отделения;
Накладная на тепловозную телегу;
Справка о полноте и своевременности ввода операторов ОНК за дату;
Справка о полноте и своевременности ввода контролеров УТК за дату;
Справка о доплате операторам мартена;
Справка о доплате контролерам УТК;
Архив по мартеновскому производству за заданную дату;
Архив по мартеновскому производству по выбору кода плавки.
Кроме этого подсистемой Оперативного контроля параметров (АС ОКП) формируются выходные документы:
Итоги работы комплекса сталь-прокат;
График прохождения металла по комплексу сталь-прокат;
Динамика потерь по времени по мартеновскому цеху ;
Анализ тенденций качества планирования работы МЦ;
Итоги работы мартеновских цехов с начала года;
Итоги работы мартеновских цехов с начала месяца;
Итоги работы мартеновских цехов за сутки;
Динамика температуры начала стрипперования;
Динамика температуры конца стрипперования;
Динамика длительности транспортировки стриппер – ОНК;
Динамика температуры прибытия в ОНК;
Динамика длительности ожидания посада;
Динамика температуры всада;
Динамика длительности нагрева;
Суточная загрузка ОНК;
Ритм подачи слитков на блюминг;
Ритм подачи рельсовых заготовок;
Таблица входных данных N1;
Таблица входных данных N2;
Таблица отклонений длительности прохождения металла мартена;
Таблица потерь металла по комплексу сталь – прокат;
Таблица температур передела комплекса сталь – прокат.
Информационное обеспечение
Структура информационных потоков АС ОДУ показана на рис. 1, структура информационых потоков подсистемы Оперативного контроля параметров (АС ОКП) показана на рис.2.
На ВЦ «Сталь-прокат» расположены три сервера.
Сервер-1 является основным, на нем находится база данных. На сервер оперативно вводятся новые данные по переделу. Информация обновляется в оперативном режиме. К серверу-2 подключены пользователи, вводящие данные для просмотра и использующие данные для просмотра. На основе введенных данных формируется накладная на состав, которая является основным документом, сопровождающим металлопоток от участка разливки стали до отделения нагревательных колодцев ОЦ.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
