| " width="490" height="778"/> |
«M1-X» извлекаемый эксплуатационный пакер
«M1-X» ИЗВЛЕКАЕМЫЙ ЭКСПЛУАТАЦИОННЫЙ ПАКЕР
 «М-1Х» - пакер с механической посадкой за счет сжатия или растяжения уплотняющих и фиксирующих элементов пакера. Извлекаемый пакер, позволяющий НКТ находится в растянутом, сжатом или нейтральном положении.
«М-1Х» - пакер с механической посадкой за счет сжатия или растяжения уплотняющих и фиксирующих элементов пакера. Извлекаемый пакер, позволяющий НКТ находится в растянутом, сжатом или нейтральном положении.
ОСОБЕННОСТИ И ПРЕИМУЩЕСТВА:
o Возможны три варианта сборки на различное дифференциальное давление: стандартное давление 7,500 psi (517 атм.), с большим проходным отверстием ствола пакера и на дифференциальное высокое давление 10000 psi (690атм.).
o НКТ могут оставляться в растянутом, сжатом или нейтральном положении.
o Удерживает дифференциальное давление над и под пакером (по трубному и затрубному пространству).
o Посадка правосторонним вращением, освобождение правосторонним вращением.
o Посадочный и освобождающий механизм замкового типа (с J -фигурной канавкой), т. е. механизм позволяющий освобождать пакер от нагрузки НКТ и при использовании дополнительных приспособлений производить замену НКТ без срыва и подъема пакера.
o Внутренний байпасный канал, позволяющий быстро уравновесить давления после срыва пакера.
o Расположение уплотнений ниже верхних клиньев позволяет вымыть осевший шлам до освобождения пакера через байпасный клапан.
o Преобразуется в механическую мостовую пробку при использовании дополненного клапана.
o Легкая процедура посадки и безопасный механизм освобождения проворотом вправо.
o Конструкцией предусмотрен механизм аварийного извлечения пакера вращением вправо, что предотвращает отворот труб при аварийных работах с пакером.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
o Может быть использован в добыче, нагнетании, для изоляция отдельных зон в качестве нижнего пакера в тандемной сборке, при всех видах сервисных работ.
o Для разобщения ствола обсадной колонны в вертикальных, наклонно-направленных и горизонтальных скважинах в зоне его установки.
o Для защиты эксплуатационных колонн от воздействия закачиваемой жидкости, а также от повышения давления при технологических операциях по воздействию на призабойную зону пласта в процессе эксплуатации нагнетательных и эксплуатационных скважин.
o Позволяют производить поиск мест негерметичности эксплуатационной колонны, проведения поинтервального воздействия на призабойную зону пласта хим. реагентами; поинтервальной закачки жидкости в нагнетательные скважины с целью поддержания пластового давления (вода, растворы полимеров и др.).
o Позволяют производить ремонтные работы при применении отсоединительного устройства М-2 и глухой пробки на газовых и нефтяных скважинах без их глушения.
o Использование различных модификаций пакера М1-Х позволяют производить ремонт скважин без их подъема на поверхность и неоднократно производить испытания на герметичность:
- После работы в скважине подъем пакера на поверхность осуществляется без перелива. Применение пакеров М1-Х при закачке агрессивных химических реагентов в скважину позволяет обезопасить эксплуатационную колонну от корродирования и значительно сократить затраты по закачке нейтрализующих жидкостей ингибиторов коррозии, При использовании компоновки из 2 пакеров возможно эксплуатировать, производить обработки пластов, регулировать закачку на 2 различных эксплуатационных горизонта, вскрытых на одной скважине. Применение полнопроходных пакеров М1-Х позволяет значительно снизить затраты на проведение капитальных ремонтов нагнетательных и газовых скважин при использовании установок «Непрерывная труба» (Coiled tubing), т. к. в этом случае, время и стоимость работ при проведении КРС без подъема эксплуатационного лифта будет в несколько раз ниже (возможность промывки пропаннта после проведения ГРП). Различные конструкции пакеров М1-Х позволяют применять их: - без лифтовых колонн, - в качестве мостовых пробок, - в качестве основы (инструмента удержания) для другого оборудования ( клапанов-отсекателей, подвесных фильтров ).
o Возможность применения для проведения ГРП и других сервисных работ.
o Дополнительный способ посадки методом растяжения, позволяет использовать пакер на малых глубинах (с использованием хвостовика)
МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ПРИ ИЗГОТОВЛЕНИИ ПАКЕРОВ:
При изготовлении пакеров марки М1-Х, используется сталь производства США. Легированная сталь марки «any steel 65-105 KSY YIELD (ES4.39678)», применяемая для производства данного оборудования, предусматривает возможность его эксплуатации в сильно агрессивных средах (согласно требований американской инженерной ассоциации по ASO 9003 и рекомендаций Американского нефтяного института (American Petroleum Institute)). Данная сталь рассчитана для работы в скважинах с большим температурным изменением и агрессивным выносом твердых частиц, а также устойчива к химически агрессивным компонентам пластовых флюидов и газов.
Срок эксплуатации пакеров «М1-Х», с учетом постоянного нахождением пакера в скважине до 10 лет. В процессе эксплуатации будет требоваться только замена резино-технических изделий (уплотнительных элементов ) и шлипсов якорного устройства, но имея опыт эксплуатации данных пакеров можем сказать, что их замена потребуется только после нескольких спуско-подъемых операций (в зависимости от конфигурации и подготовленности скважин ), т. е. накладные расходы при применении данных пакеров минимальны. Это связано с применением высококачественных эластомеров, изготавливаемых по лицензии всемирноизвестной фирмы «Дюпон», либо же
закупаемых у нее. Эластомеры установленные на пакера «М1-Х» имеют твердость 80 или 90 DURO, что и обуславливает их долговечность и устойчивость к агрессивным средам. Основой материалов эластомеров служит Viton, в настоящее время являющийся лучшим материалом для изготовления резиновых уплотнений в нефтяной промышленности и рекомендованный к применению всем компаниям в США Американским нефтяным институтом (American Petroleum Institute). При подборе уплотнений к пакерам, поставленных для Вашей компании были учтены все те требования, которые соответствуют физико-химическим показателям в Ваших скважинах (температура, высокое дифференциальное давление, возможность наличия агрессивных соединений и абразивных частиц, и т. д.). Подбором материалов для производства пакеров занимается высокопрофессиональный инженерный состав компании «Смит Сервизес» и все производство имеет соответствующие сертификаты и разрешения.
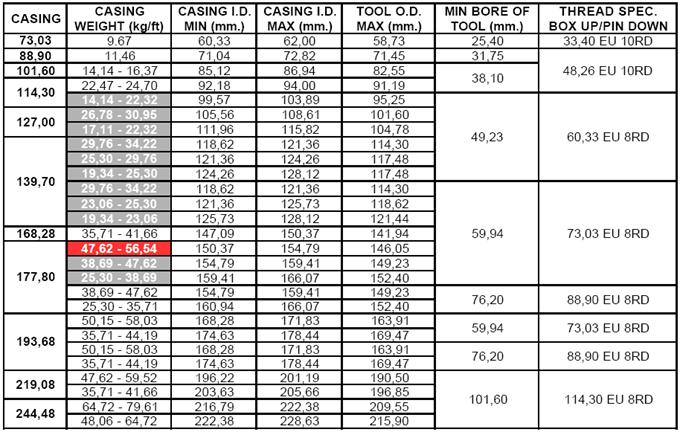
Основные типоразмеры выпускаемых компанией «Смит Сервисиз» пакеров «М-1Х»:
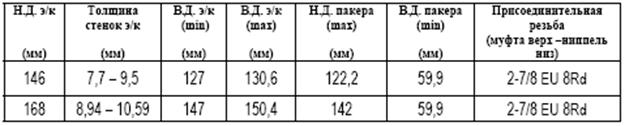
Типоразмеры пакеров выпускаемых при совместном производстве с компанией «Татнефть» на базе ЦБПО РБО «СТ» (г. Лениногорск):
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ДЛЯ ТИПОВЫХ НАГНЕТАТЕЛЬНЫХ СКВАЖИН
Данное руководство содержит общие положения по посадке пакера и его освобождению, и являются только рекомендациями.
Подготовка скважины:
Перед спуском пакера, необходимо произвести работы по очистке стенок эксплуатационной колонны в интервале посадки с применением «колонного скрепера». После очистки стенок колонны и промывки в объеме одного цикла, произвести шаблонировку э/к до интервала посадки пакера, спуском шаблона: 124,4мм (для э/к 146мм) и 143мм (для э/к 168мм), для уверенности прохождения пакера по э/к до интервала посадки. Колонна не должна иметь сколов, шлама, стружки (остающийся после фрезерных работ при КРС), дабы избежать вывода из строя уплотнительных элементов пакера в процессе его спуска в скважину. В связи с этим описанные выше операции по очистки стенок скважины и промывке являются необходимыми элементами подготовительного процесса. Это общее положение по подготовки скважины к посадке извлекаемого, эксплуатационного пакера. Если в добывающей компании имеются стандартные процедуры и РД на проведения цикла работ по подготовке скважины к посадке данных пакеров, они должны быть проведены по указанию Распорядителя работ.
Спуск в скважину:
После подготовке скважины, соедините ваш пакер с колонной НКТ и спустите на глубину посадки. Любой возникающий правосторонний крутящий момент НКТ в процессе спуска могут привести к незапланированной посадке пакера. В случае применения разъединительного устройства М-2, левосторонний крутящий момент может привести к отсоединению пакера от разъединительного устройства и его «полету» на забой скважины. Если пакер спущен без устройства М-2, любые закачки жидкости за пакер (например, АКЖ), должны быть произведены до посадки пакера. Не допускайте закачки с производительностью более 7,9 л/сек. и давлением не выше 35 атм. Если в компоновке имеется устройства М-2, все работы по закачке рекомендуется производить после посадки пакера, с производительностью не более 13,2 л/сек. и давлением не более 54 атм.
Посадка:
После того как пакер на глубине установки, соедините планшайбу (фонтанную арматуру) с колонной НКТ и опустите ее максимально близко у фланцу КГ. После этого дважды произведите измерения веса вашей компоновки при ходе инструмента вверх и вниз. Посадка пакера должна начинаться только после подъема инструмента вверх. Поднимите компоновку на предварительно рассчитанное удлинения (расстояние которое необходимо оставить между планшайбой и фланцем КГ), по формуле приведенной ниже. Вес НКТ оставляемые на пакера должен в приделах от 3,6 до 5,5 тонн. Проверните компоновку на. оборота вправо и медленно опускайте компоновку. После начала посадки пакера (уменьшения веса ни индикаторе), снимите ключ. Продолжайте спуск компоновки до касания планшайбой – КГ. Приподнимите компоновку на ее собственный вес и опустите. Повторите эту операцию дважды, для освобождения НКТ от
вращательного момента. При закрытие замка J-слота, вы увидите возвратный момент поворота верхнего фланца. Приподнимите компоновку на 2,2 т сверх собственного веса (ССВ) и опустите вниз; приподнимите компоновку на 4,5 т ССВ и опустите; приподнимите компоновку на 6,8т ССВ. и опустите планшайбу на КГ. Перед окончательной посадкой зафиксируйте вес на пакере и укажите его в акте на посадку (также необходимо указать вес колонны НКТ при ходе вверх и вниз). Пакер установлен. В случае присутствия в компоновке устройства М-2, приподнимите вашу компоновку на 1т. ниже собственного веса колонны НКТ и поверните на. оборота влево для освобождения овершота. Произведите необходимые работы по закачке.
Расчет удлинения:
∆L = F x L E x As
F = Вес оставляемый на пакере (kg)
L = Длинна колонны НКТ от планшайбы до центра пакера (mm)
E = Модуль упругости стали (kg/mm2)
As = Площадь кольцевого сечения НКТ (mm2)
E = 30,000,000 psi = 21,092 kg/mm2
As – для НКТ диаметром 60,3мм, с толщиной стенки 5мм = 841.3 mm2
As – для НКТ диаметром 73 мм, с толщиной стенки 5,5мм = 1169.0 mm2
Slot – длина слота J-механизма = 300 mm.
Общее удлинение = ∆L + Slot (300mm)
Освобождение:
Не должно быть дифференциального давления м/у НКТ и затрубным пространством (не более 35 атм). Приподнимите НКТ на 1т. ниже собственного веса и проверните трубы на. оборота вправо, после чего приподнимите колонну до освобождения пакера. После освобождения пакера, подождите 5-10 минут, для того чтобы уплотнительные элементы приняли прежнюю форму. Снимите планшайбу и наверните одну трубу и проверьте движения пакера вниз. Продолжите подъем НКТ.