


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ
РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
Московский государственный институт электроники и математики
(Технический университет)
Кафедра технологических систем электроники
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
по выполнению курсовой работы по дисциплине
«Технология материалов и изделий электронной техники»
Специальность 210107 – «Электронное машиностроение»
Москва 2006
Целью курсовой работы является систематизация, закрепление и расширение теоретических знаний, полученных при изучении дисциплины «Технология материалов и изделий электронной техники» и смежных с ней дисциплин.
Курсовая работа проводится на 7-м семестре 4-го курса.
Настоящие методические указания знакомят студентов с направленностью и последовательностью выполнения курсовой работы, составом ее графической части и содержанием пояснительной записки.
Задание на курсовую работу является основным исходным элементом для выполнения курсовой работы.
Введение
Микроэлектроника – это генеральное схемотехническое и конструктивно-технологическое направление в создании средств вычислительной техники, радиотехники и автоматики.
Основополагающая идея микроэлектроники — конструктивная интеграция элементов электронной схемы — объективно приводит к интеграции схемотехнических, конструкторских и технологических решений и выражается в тесной взаимосвязи и взаимообусловленности всех этапов проектирования интегральной микросхемы (ИМС). При этом главным связующим звеном всех этапов проектирования является задача обеспечения высокой надежности ИМС.
Важнейшей задачей схемотехнического проектирования является разработка быстродействующих и надежных схем, устойчиво работающих при низких уровнях мощности (малая допустимая мощность рассеяния), в условиях сильных паразитных связей (высокая плотность упаковки) и при ограничениях по точности и стабильности параметров элементов. Потенциальная надежность ИМС на этом этапе проектирования оценивается с учетом возможностей выбранного структурно-топологического варианта ИМС и его технологической реализации.
Конструктор, стремясь сохранить быстродействие и надежность ИМС на проектном уровне, определяет оптимальную топологию, выбирает материалы и технологические методы, обеспечивающие надежные электрические соединения, а также защиту от окружающей среды и механических воздействий с учетом технологических возможностей и ограничений.
При технологическом проектировании синтезируется оптимальная структура технологического процесса обработки и сборки, позволяющая максимально использовать отработанные, типовые процессы и обеспечивать высокую воспроизводимость, минимальные трудоемкость и стоимость с учетом конструкторских требований.
Важным этапом технологического проектирования, направленного на обеспечение качества и надежности ИМС, является разработка операций контроля на всех этапах производства: входного контроля основных и вспомогательных материалов и комплектующих изделий, контроля в процессе обработки, межоперационного контроля полуфабрикатов и выходного контроля готовых изделий.
Наиболее ответственная и сложная задача стоит перед производством. Реальные условия производства характеризуются рядом дополнительных факторов, полный учет которых при проектировании ИМС невозможен. Это качество основных и вспомогательных материалов, чистота технологических сред, климатические условия производства, степень очистки изделий от загрязнений, побочные эффекты и процессы при выполнении отдельных операций и др. Влияние подобных факторов на качество и надежность ИМС обнаруживается на этапе внедрения и отладки технологического процесса и требует дополнительных исследований качественных и количественных связей для их ослабления или устранения. Производство диктует необходимость и определяет задание на разработку новых технологических методов и средств повышения качества и надежности ИМС, производительности и экономичности технологических процессов.
Таким образом, возможности технологии определяют жизнеспособность и реальную эффективность тех или иных конструкторских и схемотехнических решений, налагают на них ограничения, обусловленные практикой производства. Выдвигая собственные задачи дальнейшего углубленного изучения физических явлений, производство в то же время непрерывно стимулирует развитие методов конструирования и схемотехнического проектирования.
Основные понятия и определения
Полупроводниковая интегральная микросхема — это функциональный электронный узел, элементы и соединения которого конструктивно неразделимы и изготовляются одновременно в едином технологическом процессе в объеме и на поверхности общего кристалла. В первом приближении процесс создания полупроводниковой интегральной микросхемы сводится к формированию в приповерхностном слое полупроводниковой пластины элементов (транзисторов, диодов, резисторов) и к последующему их объединению в функциональную схему пленочными проводниками по поверхности пластины (межсоединения).
Для характеристики типа применяемых в ИМС транзисторов, а также технологических методов их изготовления пользуются понятием «структура ИМС». В общем случае структура ИМС определяет последовательность слоев в составе микросхемы по нормали к поверхности кристалла, различающихся материалом, толщиной и электрофизическими свойствами. Так, в практике производства ИМС используют структуры на биполярных транзисторах (в частности, диффузионно-планарные, эпитаксиально-планарные и др.) на МДП-приборах. Заданная структура ИМС позволяет установить состав и последовательность технологических методов обработки пластины и определить технологические режимы для каждого метода.
На рис. 1 представлен фрагмент ИМС с диффузионно-планарной структурой, включающий биполярный транзистор и резистор. Для одновременного формирования транзистора и резистора необходимо, чтобы р-область резистора и изолирующая его n-область имели глубину и электрофизические свойства, одинаковые с областями соответственно базы и коллектора транзистора. Аналогичное соответствие должно обеспечиваться для всех элементов, входящих в состав ИМС. Оно является главным признаком и непременным условием применения интегральной технологии и позволяет минимизировать число технологических операций, составляющих цикл обработки.
Таким образом, интегральная технология представляет собой совокупность методов обработки, позволяющую при наличии структурного подобия (технологической совместимости) различных элементов ИМС формировать их одновременно в едином технологическом процессе.
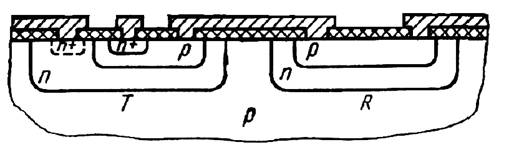
Рис. 1. Фрагмент ИМС с диффузионно-планарной структурой:
Т – транзистор; R - резистор
Важно отметить, что выпускаемые в составе той или иной серии ИМС различного функционального назначения имеют единую структуру и, следовательно, единую базовую технологию. Для базовой технологии характерны не только определенная технологическая последовательность обработки и определенный комплект оборудования, но и постоянная, отработанная настройка оборудования, т. е. жесткие технологические режимы. Последнее является существенным для экономичности и эффективности процесса производства ИМС.
Очевидно, что базовая технология не зависит от размеров элементов в плане, их взаимного расположения и рисунка межсоединений. Все эти свойства конкретной ИМС определяются в процессе топологического проектирования, а обеспечиваются фотолитографией — процессом избирательного травления поверхностных слоев с применением защитной фотомаски.
Топология микросхемы — чертеж, определяющий форму, размеры и взаимное расположение элементов и соединений ИМС в плоскости, параллельной плоскости кристалла. Поскольку элементы и соединения формируются путем последовательного образования отдельных слоев (коллекторный слой, базовый слой и т. д.), различают общую и послойную топологию (рис. 2 в соответствии с рис. 1). По чертежу базового слоя, например, может быть разработан чертеж фотошаблона, с помощью которого создают окисную маску для избирательной диффузии примеси р-типа.
При заданном наборе элементов топология ИМС (точнее, рисунок межсоединений) определяет ее функциональные свойства. Можно представить себе кристалл, содержащий некоторый универсальный набор элементов (очевидно, с некоторой избыточностью) и сплошной слой металлизации. Такие кристаллы в составе общей пластины могут быть «доработаны» по желанию заказчика до конкретных функциональных ИМС в зависимости от рисунка межсоединений, выполненного с помощью соответствующего фотошаблона. Описанная универсальная пластина-заготовка, получившая название базового кристалла, позволяет обеспечить экономичность производства ИМС более узкого, специального применения, выпускаемых в небольших количествах.
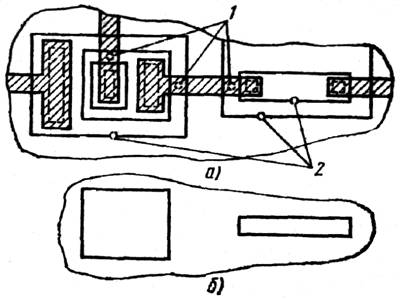
Рис. 2. Фрагменты общей (а) и послойной (базового слоя) (б)
топологии ИМС:
1 – дефекты, возникающие на этапе металлизации;
2 – дефекты, возникающие на этапе диффузии примеси
Гибридные и совмещенные интегральные микросхемы. Применение полупроводниковых интегральных микросхем, однако, ограничено рядом причин. Одна из них заключается в том, что производство полупроводниковых ИМС оказывается целесообразным лишь в крупносерийном и массовом производстве, когда становятся экономически оправданными значительные затраты на подготовку производства (главным образом на проектирование и изготовление комплекта фотошаблонов). Другая причина лежит в ряде ограничений на параметры элементов и ИМС в целом: невысокая точность диффузионных резисторов (±10%) и отсутствие возможности их подгонки, невозможность получать конденсаторы достаточно больших емкостей, температурные ограничения, ограничения по мощности и др.
Поэтому наряду с полупроводниковыми ИМС, разрабатывают и выпускают комбинированные, гибридные интегральные микросхемы. Технологической основой таких ИМС являются процессы нанесения резисторов, конденсаторов, проводников и контактов в виде пленок соответствующих материалов на диэлектрическую пассивную подложку. Активные элементы — транзисторы, диоды изготовляют по известной полупроводниковой технологии, а затем монтируют на общей подложке (рис. З).
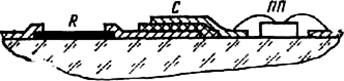
Рис. З. Фрагмент гибридной ИМС:
R — резистор; С — конденсатор;
ПП — кристалл полупроводникового прибора
Гибридная пленочная интегральная микросхема — ИМС, которая наряду с пленочными элементами, полученными с помощью интегральной технологии, содержит компоненты, имеющие самостоятельное конструктивное оформление. В зависимости от метода нанесения пленочных элементов на подложку различают тонкопленочные (напыление в вакууме) и толстопленочные (трафаретная печать) гибридные ИМС.
Гибридные ИМС имеют худшие технические показатели (размеры, массу, быстродействие, надежность), чем полупроводниковые ИМС. В то же время они позволяют реализовать широкий класс функциональных электронных схем, являясь при этом экономически целесообразными в условиях серийного и даже мелкосерийного производства. Последнее объясняется менее жесткими требованиями к фотошаблонам и трафаретам, с помощью которых формируют пленочные элементы, а также применением менее дорогостоящего оборудования. В составе пленочных ИМС получают резисторы с точностью ±5%, конденсаторы ±10%, а с применением подгонки — до десятых долей процента. Гибридно-пленочная технология позволяет реализовать практически любые функциональные схемы.
Совмещенная интегральная микросхема. Стремление расширить область применения полупроводниковых ИМС привело к созданию другого типа комбинированных микросхем (рис. 4). При их изготовлении полупроводниковую технологию совмещают с тонкопленочной технологией для создания некоторых пассивных элементов, к которым предъявляются повышенные требования по точности и температурной стабильности.
Совмещенная интегральная микросхема — это комбинированная интегральная полупроводниковая микросхема, в которой некоторые элементы (обычно пассивные) наносят на поверхность пластины (кристалла) методами пленочной технологии.
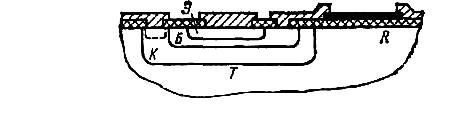
Рис. 4. Фрагмент совмещенной ИМС:
Т - транзистор; R - пленочный резистор
Степень интеграции. Известно, что полупроводниковые интегральные микросхемы по сравнению с аналогичными печатными схемами с навесными элементами имеют лучшие технико-экономические показатели: размеры и массу, надежность, быстродействие, стоимость. Известно также, что эти показатели улучшаются с повышением функциональной сложности ИМС, т. е. с увеличением числа элементов, полученных с помощью интегральной технологии, с возрастанием степени интеграции.
Степень интеграции — это показатель степени сложности ИМС, характеризуемой числом элементов, полученных с помощью интегральной технологии на общем кристалле. Для характеристики степени интеграции используют показатель K = lg N, где N — число элементов ИМС. В зависимости от значения К условно различают ИМС малой степени интеграции, средней степени интеграции, большие интегральные схемы (БИС) и сверхбольшие (СБИС).
Повышение степени интеграции ИМС является, таким образом, важнейшей задачей микроэлектроники, в значительной мере определяющей основные тенденции схемотехнических и конструкторско-технологических разработок.
Структуры ИМС
При сравнительной оценке различных типов структур целесообразно учитывать ряд конструктивно-технологических показателей:
1) качество межэлементной изоляции, которое можно характеризовать удельной емкостью (пФ/мкм2);
2) площадь, занимаемую типичным функциональным элементом ИМС — вентилем;
3) количество циклов избирательного легирования;
4) количество циклов фотолитографии.
Среди планарных структур, в которых использованы биполярные транзисторы, исторически более ранней является диффузионно-планарная структура (рис. 5). Функции изоляции в ней выполняют р-n-переходы, ограничивающие области отдельных элементов и смещенные в обратном направлении. Для получения обратного смещения в области подложки, разделяющей элементы, формируется омический контакт, связанный с наиболее низким потенциалом источника питания, а к изолирующим областям резисторов с помощью контактов подводится высокий потенциал.
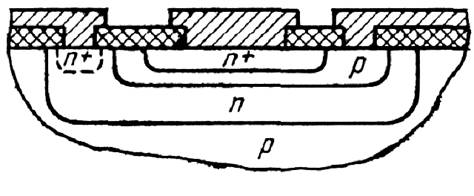
Рис. 5. Диффузионно-планарная структура биполярного транзистора
Планарный транзистор (независимо от типа структуры) имеет коллекторный контакт в одной плоскости с базовым и эмиттерным контактами. Вследствие этого коллекторный ток преодолевает протяженный горизонтальный участок дна коллекторной области (под дном базы), имеющий малые поперечные размеры. В диффузионном коллекторе концентрация активной примеси распределена по глубине неравномерно: она максимальна на поверхности и равна нулю — на дне коллектора, поэтому слой коллектора под базой имеет высокое сопротивление, что увеличивает напряжение насыщения и время переключения транзистора.
Равномерное распределение примеси по толщине коллектора может быть получено с помощью процесса эпитаксиального наращивания кремния с дозированным количеством донорной примеси. Такой процесс применяют для создания эпитаксиально-планарной структуры.
Чтобы получить простейшую эпитаксиально-планарную структуру, необходимо на поверхности исходной монокристаллической пластины кремния, равномерно легированной акцепторной примесью, сформировать эпитаксиальный слой требуемой толщины. В полученной на данной стадии заготовке (рис. 6) в дальнейшем формируют базовые и эмиттерные области (диффузионным методом), а также контакты и межсоединения (так же как в диффузионно-планарной структуре).
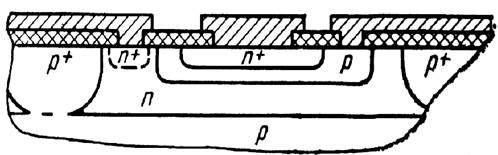
Рис.6. Эпитаксиально-планарная структура биполярного транзистора
Концентрация легирующей примеси в эпитаксиальных пленках может изменяться в широких пределах. Однако с повышением концентрации примеси в эпитаксиальном коллекторе снижается пробивное напряжение перехода база — коллектор.
Компромиссное решение удается получить в эпитаксиально-планарной структуре со скрытым слоем (рис. 7). Здесь эпитаксиальный коллектор легируют умеренно (необходимую концентрацию примеси рассчитывают из условия пробоя перехода база — коллектор), а малое сопротивление коллектора обеспечивают параллельно включенным скрытым слоем (п+), имеющим высокую концентрацию примеси.
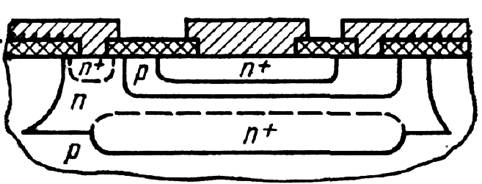
Рис. 7. Эпитаксиально-планарная структура со скрытым n+ слоем
Существенное уменьшение площади под вентиль с одновременным упрощением технологии имеет место при использовании структур «металл — диэлектрик — полупроводник» (МДП-структуры). Основным элементом функциональных схем на МДП-структурах является МДП-транзистор с индуцированным каналом n- или р-типа.
МДП-транзистор имеет симметричную структуру (рис. 8), включающую область истока, область стока и изолированный затвор, с помощью которого можно индуцировать канал и управлять его проводимостью.
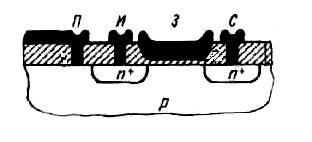
Рис. 8. Структура МДП – транзистора
Характер задания и содержание курсовой работы
Задание на курсовую работу состоит из двух частей.
В первой части студенты должны разработать технологический маршрут изготовления одной из представленных выше транзисторных структур (рис. 5, 6, 7, 8). Тип структуры для каждого студента определяет преподаватель. При выполнении этого задания необходимо графически проиллюстрировать последовательность изменения разрабатываемой структуры. Результаты разработки технологического маршрута должны быть представлены в виде приведенной ниже таблицы.
Технологический маршрут изготовления транзисторной структуры
Последовательность изменения структуры | Название технологической операции | Примечания |
В разделе таблицы «Примечания» необходимо указать
используемое на каждой технологический операции оборудование и типовые режимы проведения технологических процессов.
Во второй части задания студенты должны описать один из технологических процессов, используемых в производстве материалов и изделий электронной техники. Список этих процессов приведен в приложении к настоящим методическим указаниям. Конкретное задание каждому студенту выдает преподаватель.
По согласованию с преподавателем студент может сам предложить тематику второй части курсового проекта.
Объем второй части курсового проекта должен составлять стр. машинописного текста.
Пояснительная записка
Пояснительная записка должна быть выполнена на бумаге формата А4 и содержать титульный лист, задание, оглавление основных разделов записки и список используемой литературы.
Изложение всех разделов пояснительной записки должно быть четким, технически грамотным и доходчивым для чтения.
Защита курсовой работы
Курсовая работа представляется на защиту в окончательно оформленном виде. Защита работы происходит в сроки, установленные кафедрой. Работу принимает ведущий преподаватель дисциплины.
При защите будут оцениваться содержание и качество выполненной работы, степень и глубина понимания предмета.
Рекомендуемая литература
1. Коледов и конструкции микросхем, микропроцессоров и микросборок: Учебник для вузов. – М.: Радио и связь, 1989.
2. Парфенов микросхем: Уч. пособие для вузов. – М.: Высш. шк., 1986.
3. Готра микроэлектронных устройств: Справочник. – М.: Радио и связь, 1991.
4. , Киреев низкотемпературной плазмы для травления и очистки материалов. – М.: Энергоатомиздат, 1987.
5. , Горин и установки электрон-ионной технологии: Уч. пособие для вузов. –М.: Высш. шк., 1988.
Приложения
Первая часть задания. Разработать технологический маршрут изготовления одной из транзисторных структур (рис. 5, 6, 7, 8). Выбор структуры определяется преподавателем.
Вторая часть задания. Описать и исследовать один из представленных ниже технологических процессов изготовления материалов и изделий электронной техники.
1. Конструктивно-технологические варианты изоляции элементов микросхем друг от друга.
2. Сравнительная характеристика и область применения фотолитографических и электроннолитографических методов.
3. Методы нанесения металлических пленок при создании микроэлектронных приборов.
4. Технология высокотемпературного окисления кремния.
5. Сравнительные характеристики методов диффузионного и ионного легирования полупроводников.
6. Определите порядок расчета глубины залегания p-n перехода при диффузионном легировании.
7. Методы формирования эпитаксиальных слоев.
8. Опишите и сравните возможные методы нанесения металлических пленок при создании микроэлектронных приборов.
9. Сравнительный анализ рентгеновской, электронной и ионной литографий.
10. Сравнительные характеристики химических и плазменных методов травления в технологии производства микросхем.
11. Опишите варианты плазмохимических методов обработки в микроэлектронной технологии.
12. Получение монокристаллов полупроводниковых материалов методами направленной кристаллизации из расплава.
13. Механическая обработка полупроводниковых материалов. Методы резки монокристаллов на пластины.
14. Физические основы и технология формирования тонких диэлектрических пленок методами химического и плазмохимического осаждения.
15. Физическая сущность и основные этапы процесса фотолитографии.
16. Изготовление изделий из стекла и керамики.
17. Технология получения неразъемных соединений в производстве изделий ЭТ.
18. УЗ обработка в производстве изделий электронной техники.
19. Лазерная обработка в производстве изделий ЭТ.
20. Электронно-лучевая обработка материалов в электронной промышленности.
21. Изготовление элементов цветных кинескопов.
22. Анализ типов современных мониторов.
23. Конструкции элементов полупроводниковых микросхем, методы изоляции элементов.
24. Технология изготовления гибридных микросхем.
25. Технологические процессы сборки полупроводниковых приборов и ИМС.
26. Лазерная и электронно-лучевая микрообработка в производстве изделий ЭТ.
27. Технология изготовления газопоглотителей электровакуумных приборов.
28. Виды и назначение термической обработки деталей электровакуумных приборов.
Учебное издание
Методические указания
по выполнению курсовой работы по дисциплине
«Технология материалов и изделий электронной техники»
Составитель
ЛАПШИНОВ Борис Алексеевич
Редактор
Технический редактор
http://www. miem. *****/rio/
*****@
Подписано в печать Формат 60х84/16.
Бумага офсетная №2. Ризография. Усл. печ. л. 1,0. Уч.-изд. л. 0,8 Изд. № 000. Тираж 25 экз. Заказ. Бесплатно.
Московский государственный институт электроники и математики.
Москва, Б. Трехсвятительский пер., 3/12.
Отдел оперативной полиграфии Московского государственного
института электроники и математики.
Москва, .
