
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral

СТАТИСТИЧЕСКИЙ КОНТРОЛЬ КАЧЕСТВА
Качество – наиболее важная характеристика любого бизнеса, которая должна быть в центре внимания всех работников безотносительно к их служебному положению.
Г-н Деминг (один из первых специалистов в области контроля качества) утверждал, что заказчики могут получить более, чем просто удовлетворение от поставки продукции; они должны получить такое удовольствие от нее, что вопрос о следующем заказе у них просто не будет вызывать сомнений. Для того, чтобы этого достичь, компания должна предложить заказчику товар высочайшего качества по разумной цене. Г-н Деминг подчеркивал, что указанные цели не являются несовместимыми. Улучшение качества совсем не означает увеличение цены товара. На самом деле улучшение качества приводит к снижению издержек, поскольку число товаров, которые придется отнести к браку или подвергнуть переработке, заметно снижается. Кроме того, ввиду повышения производительности уменьшается число сбоев в производственном процессе.
Улучшение продукции
ß
Снижение издержек
ß
Повышение производительности
ß
Увеличение объемов продаж посредством реализации продукции более высокого качества по более низким ценам
ß
Расширение бизнеса и увеличение числа рабочих мест
Рис.1 Результаты улучшения качества продукции
МЕТОДИКА
Статистические методы, которые будут описаны ниже, способствуют достижению компанией целей повышения качества, однако при отсутствии общего настроя и соответствующей системы управления эти методы окажутся неэффективными.
1. Изменчивость технологического процесса
любой технологический процесс подвержен изменчивости, даже если он функционирует в полном соответствии с установленными нормативами.
Эта изменчивость содержит в себе две компоненты :
- изменчивость под воздействием простых или неустранимых причин; изменчивость под воздействием неслучайных, или специальных, причин.
Неслучайные, или специальные, причины колеблемости появляются ввиду возникновения особых изменений в самом технологическом процессе или окружающей среде, которые можно выявить. Например:
- ошибка оператора при наладке станка; частичная поломка или замедление работы станка; поломка заводских кондиционеров и неожиданное увеличение температуры воздуха; несоблюдение пропорций при смешивании различных ингредиентов сырья.
Статистический контроль за технологическим процессом используется для определения условий, при которых этот процесс можно контролировать, или условий, при которых возникают неполадки и процесс выходит из-под контроля. Если технологический процесс невозможно контролировать ввиду появления неслучайных причин изменчивости, то с помощью статистического метода выявить эти причины нельзя. Этот метод лишь позволяет оператору установить факт наличия вероятных неполадок.
2. Производственные возможности технологического процесса
Производственные возможности процесса определяются как допустимый интервал неустранимой или простой изменчивости технологического процесса в нормальных условиях. Этот интервал позволяет судить о возможности изготовления конкретного продукта в рамках данного технологического процесса.
Технологический процесс должен функционировать в нормальных условиях по тем параметрам, которые определяют его производственные возможности. Каждое изделие измеряется соответствующей переменной, на основе которой рассчитывается стандартное отклонение. На практике оценку производственных возможностей технологического процесса рассчитывают с помощью выборки, т. е. с использованием 6S, где S – стандартное отклонение выборки.
Показатель производственных возможностей используется в процессе принятия решения о том, какие виды операций можно выполнять с помощью данного технологического процесса и для того, чтобы выявить, когда технологический процесс становится неконтролируемым под воздействием неслучайных причин.
3. Контрольные карты
Контрольные карты используются для оценки “контролируемости” или “неконтролируемости” процесса. Эту оценку можно получить:
- осуществляя проверку замеров важнейших параметров изделия, например, веса сахара в одной упаковке, диаметра отверстия, просверленного в листе металла, длины стального прута; осуществляя проверку отдельных качественных характеристик изделия, например, прочно ли упакован пакет, правильно ли закрыта крышкой бутылка, не повреждено ли фарфоровое изделие и т. д.
В первом случае используются контрольные карты количественного признака, а во втором - контрольные карты качественного признака. Поскольку каждый из указанных видов контрольных карт имеет свою область применения, мы рассмотрим их в отдельности.
3.1 Контрольные карты количественных признаков при известных m и s
Если генеральная совокупность имеет нормальное (или близкое к нормальному) распределение со средним значением m и стандартным отклонением s , выборочное распределение выборочного среднего также является нормальным и имеет такое же среднее значение и стандартную ошибку, равную s/ Ön, где n — объем выборки. Для любого нормального распределения между граничными значениями, равными
m ± 2 - стандартное отклонение,
заключено примерно 95% распределения. Вероятность того, что полученное значение окажется больше, чем m + 2 - стандартное отклонение, составляет 2,5%, или один случай из 40, вероятность получения значения, меньшего m - 2 - стандартное отклонение, также составляет 2,5%. Аналогично интервал
m ± 3 - стандартное отклонение
охватывает около 99,8% распределения. Вероятность того, что полученное значение превысит m + 3 - стандартное отклонение или окажется меньше, чем m-З - стандартное отклонение, составляет 0,1%, т. е. это событие будет иметь место в одном случае из 1000.
Графическая иллюстрация этих крайних значений приведена на рис.2 для выборочного распределения выборочного среднего. Эта диаграмма является основой для составления контрольной карты среднего арифметического технологического процесса.
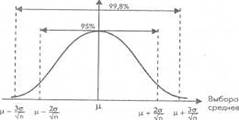
Рис.2 Выборочного распределения выборочного среднего.
Для построения графика, приведенного на рис.2, необходимо, чтобы значения m и s были известны. Их оценки получают по результатам расчетов среднего значения и стандартного отклонения соответствующих параметров технологического процесса на протяжении длительного промежутка времени.
95%-ные границы распределения называются верхней и нижней предупреждающими границами. 98%-ные границы распределения называются верхней и нижней границами регулирования.
Построение контрольной карты состоит в нанесении на график выборочных средних в соответствии с номером выборки (рис. 3).
Стандартная процедура использования этих контрольных карт состоит из следующих шагов:
1. Через равные промежутки времени проводится выборка объемом n и рассчитывается выборочное среднее.
2. Полученное значение выборочного среднего наносится на контрольную карту в
соответствии с номером выборки.
3. Если выборочное среднее лежит за пределами границы регулирования, производится остановка технологического процесса в целях выявления неслучайных
причин вариации.
4. Если два последовательно полученных значения выборочных средних находятся
в промежутке между предупреждающей границей и границей регулирования,
предпринимаются немедленные действия по остановке процесса производства и выявлению неисправностей. Если некоторое среднее значение лежит за пределами
предупреждающих границ, следующая выборка производится сразу же, до момента
проведения очередной выборки.
5. Если точки на графике образуют явный возрастающий или убывающий тренд,
предпринимаются определенные меры даже в случаях, когда эти точки находятся в пределах предупреждающих границ. Этот тренд может оказаться индикаторов
наличия неслучайных причин, например, снижения параметров наладки станка.

Рис. 3. Контрольная карта Шухарта выборочного среднего
3.2 Контрольные карты количественных признаков при не известных m и s
Оценка m вычисляется как среднее всех индивидуальных значений. Это равносильно нахождению среднего значения выборочных средних. Для каждой выборки рассчитывается `х, а затем – среднее из полученных значений `х. Это и есть среднее`х. Если значение s неизвестно, оценку разброса значений в генеральной совокупности
получают с использованием среднего значения размахов выборки `R. Для того, чтобы оценить s, мы должны знать характер взаимосвязи между `R и s. Искомая взаимосвязь проста : s = `R / dn, где n – размер выборки, dn находится из таблицы.
3.3 Контрольные карты качественных признаков
Оценка качества продукции через измерение количественных параметров, например, длины изделия, не всегда целесообразна. В некоторых случаях наличие или отсутствие у изделия дефектов зависит от определенных качественных признаков.
Различают два типа контрольных карт качественных признаков. В р-картах используется удельный вес бракованных изделий, а в с-картах — число бракованных изделий, приходящихся на одну выборку.
Долю бракованных изделий в генеральной совокупности р в условиях контролируемого технологического процесса оценивают на основе большого числа выборок:
Общее число бракованных изделий во всех выборках
Наилучшая оценка р = Общее число изделии, подвергшихся проверке
В р-картах долю бракованных изделий в выборке размера n принято обозначать через p^.
p^ = Число бракованных изделий в выборке = r
Число изделий в выборке n
Число бракованных изделий г в выборке размером в n изделий, полученной случайным образом из достаточно большой генеральной совокупности, имеет биномиальное распределение, если вероятность того, что изделие окажется бракованным, р является константой.
Р ( r дефектов в выборке размера n) = nСГ х рг х qn ~ г, где r = 0, 1,2, ..., n. Так как
p^ = r , p^ также имеет биномиальное распределение.
n
Стандартная ошибка распределения p^ равна: SE p^ =Öpq/n.
Расчет параметров биномиального распределения достаточно трудоемок, поэтому для упрощения расчетов его можно аппроксимировать либо распределением Пуассона, либо нормальным распределением. Мы не будем приводить точные формулировки правил такой аппроксимации, а ограничимся лишь ее общими принципами, которые состоят в следующем: в процессе аппроксимации используется распределение Пуассона, если n> 30, р< 0,1 и np < 5; в процессе аппроксимации используется нормальное распределение, если n> 30, 0,1 < р < 0,9, np> 5 и n(1 р) > 5.
При использовании любого из указанных распределений в процессе аппроксимации построение контрольной карты типа р аналогично построению контрольной
карты среднего. Однако при аппроксимации нормальным распределением процедура значительно упрощается, что показано ниже.
Центральная линия: она строится на уровне доли бракованных изделий в
условиях контролируемого технологического процесса p^ ,
оцененной по выборочным значениям в течение достаточно
длительного промежутка времени.
Предупреждающие p±2*Öpq/n в условиях контролируемого
границы: технологического процесса значение p^ окажется за пределами
этих границ примерно в одном случае из 40.
Границы p±3*Öpq/n в условиях контролируемого
регулирования: технологического процесса значение p^ окажется за пределами
этих границ примерно в одном случае из 1000.
Построенную в результате этого алгоритма контрольную карту можно интерпретировать точно так же, как и контрольные карты среднего и размахов. Если для аппроксимации использовалось нормальное распределение, значение нижней  предупреждающей границы и нижней границы регулирования могут оказаться отрицательными. Поскольку и данном случае отрицательные значения недопустимы, можно либо не принимать во внимание нижние границы карты, либо провести аппроксимацию заново с использованием распределения Пуассона.
предупреждающей границы и нижней границы регулирования могут оказаться отрицательными. Поскольку и данном случае отрицательные значения недопустимы, можно либо не принимать во внимание нижние границы карты, либо провести аппроксимацию заново с использованием распределения Пуассона.
□ Пример Компания производит пластмассовые походные чашки. В течение времени, когда было точно известно, что технологический процесс находится под контролем, было проведено 25 выборок, каждая объемом в 100 единиц. Оборудование было соответствующим образом налажено, использовалось сырье допустимого качества, наблюдение за ходом процесса осуществлял оператор соответствующей квалификации. Был произведен контроль изделий в каждой выборке. В табл. 1 приведены данные об обнаруженных бракованных изделиях.
Табл.1 Число бракованных изделий в каждой из 25 выборок размером в 100 единиц.
Номер выборкии | Число бракованных изделий | Номер выборкии | Числа бракованных изделий |
1 | 8 о | 14 | 4 |
2 | 6 | 15 | 5 |
3 | 1 | 16 | 4 |
4 | 6 | 17 | 2 |
5 | 3 | 18 | 8 |
6 | 2 | 19 | 4 |
7 | 7 | 20 | 3 |
8 | 6 | 21 | 9 |
9 | 7 | 22 | 7 |
10 | 3 | 23 | 5 |
11 | 5 | 24 | 3 |
12 | 4 | 25 | 5 |
13 | 6 |
Нужно построить контрольную карту качественного признака.
Решение
Общее число бракованных изделий в 25 выборках равно 123, следовательно, оценка доли бракованных изделий в генеральной совокупности составит: p^ = 123 = 0.049
25*100
Хотя значение р достаточно мало и nр = 4,9, т. е. меньше 5, прибегнем сначала к аппроксимации нормальным распределением и определим положение границ на контрольной карте.
Центральная линия: 0.049
|
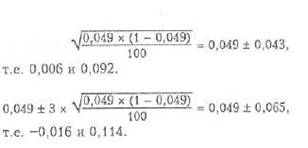
Предупреждающие границы:
Центральная линия: 0,049. Предупреждающие границы: 0,049 ± 2 х |
Нижняя граница регулирования отрицательная, поэтому ее либо не наносят на контрольную карту, либо полагают равной нулю.
Так как р < 0,1 и nр < 5, в данном случае аппроксимация с использованием распределения Пуассона, вероятно, позволила бы получить лучшие результаты. Среднее число дефектов в выборке nр == 4,9. Следовательно, распределение вероятностей Пуассона имеет вид:
P(r дефектов в выборке) = 4.9r e-4.9 , r = 0,1,2, …
Значения предупреждающих границ и границ регулирования, равные 0,001, 0,025, 0,975 и 0,999, определяются в процессе расчета кумулятивных вероятностей, что показано в табл.2.
Положим, что нижняя граница регулирования равна нулю, поскольку она не может иметь отрицательные значения. Положение оставшихся трех границ определяется как середина соответствующего интервала. Например, верхняя предупреждающая граница лежит между
р = 0,09 и р = 0,10 и, следовательно, находится на уровне р = 0,095.
Табл.2 Использование аппроксимации распределением Пуассона для определения положения границ на контрольной карте.
Число бракованных изделий, r | Доля бракованных изделий, p^ | Вероятность, P(r) | Кумулятивная вероятность |
1 | 2 | 3 | 4 |
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 | 0,00 0,01 0,02 0,03 0,04 0,05 0,06 0,07 0,08 0,09 0,10 0,11 0,12 0,13 0,14 | 0,0074 0,0365 0,0894 0,1460 0,1789 0,1753 0,1432 0,1002 0,0614 0,0334 0,0164 0,0073 0,0030 0,0011 0,0004 | Нижняя граница регулирования 0,001 0,0074 Нижняя предупреждающая граница 0,025 0,0439 0,1333 0,2793 0,4582 0,6335 0,7767 0,8769 0,9382 0,9717 Верхняя предупреждающая граница 0,975 0,9880 0,9953 0,9983 Верхняя граница регулирования 0,999 0,9994 0,9998 |
Ниже приведены результаты аппроксимации двумя указанными распределениями.
Положение контрольной границы по результатам аппроксимации | ||
Нормальным распределением | Распределением Пуассона | |
Нижняя граница регулирования | (-0,016) | 0 |
Нижняя предупреждающая граница | 0,006 | 0,005 |
Верхняя граница регулирования | 0,092 | 0,095 |
Верхняя предупреждающая граница | 0,114 | 0,125 |
На рис.4 построена контрольная карта по результатам аппроксимации распределением Пуассона.
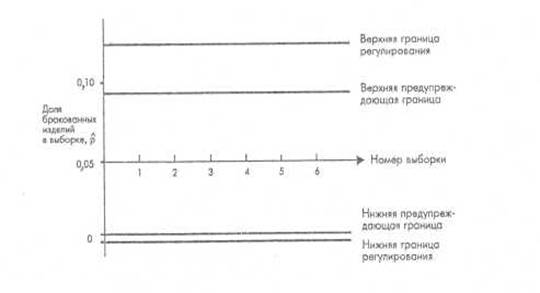
Рис.4. Контрольная карта качественного признака
У9-14у, Глава 7.
|

|
