
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Государственное областное образовательное учреждение
«Таловская школа-интернат для детей-сирот и детей, оставшихся без попечения родителей»
ТВОРЧЕСКИЙ ПРОЕКТ
«ЗАЖИМНОЕ ПРИСПОСОБЛЕНИЕ. МАШИННЫЕ ТИСКИ»
Выполнил:
ученик 11 класса
Турбин Иван
Руководитель:
Троценко
Сергей Александрович
Воронеж, 2009 г.
СОДЕРЖАНИЕ.
1. Обоснование темы проекта.
2. Сбор и обработка информации.
3. Подбор материала.
4. Конструкция приспособления.
5. Оборудование и инструменты.
6. Технология изготовления приспособления.
7. Экономический расчет.
8. Самоанализ работы.
9. Приложения.
10. Используемая литература.
ОБОСНОВАНИЕ ТЕМЫ ПРОЕКТА.
Технологическая обработка различных материалов с целью преобразования размеров и формы, подразумевает различные способы обработки заготовок, связанные с применением режущего инструмента. Окончательное качество изделия зависит от различных факторов:
- правильно выбранного материала для заготовки изделия;
- соответствующего приёмам обработки выбранного инструмента;
- применительно к выбранному материалу подобрать оптимальные режимы резания и заточку инструмента;
- использование в процессе изготовления изделия дополнительного оборудования и приспособлений, облегчающих технологические процессы и повышающие безопасность труда.
Одни из таких вспомогательных приспособлений являются различные зажимные приспособления и фиксирующие устройства, которые нам более известны под одним общим названием – тиски.
Тиски станочные предназначены для жесткого закрепления деталей при фрезеровании, сверлении, строгании и др. операциях, осуществляемых на станках. В случаях, когда изделие требуется зафиксировать под определенным углом, тиски устанавливают на поворотную платформу, обеспечивающую свободное вращение вокруг вертикальной оси. После выбора нужной позиции зажимной инструмент притягивается к основе специальными болтами. Поворотная основа — удобное вспомогательное устройство, однако она несколько снижает жесткость конструкции, поэтому использовать её следует только при необходимости.
Станочное оборудование, применяемое в школьных учебных мастерских, в большинстве случаев не имеют собственных приспособлений для закрепления обрабатываемых заготовок. Особенно это характерно для сверлильных станков. При сверлении заготовок приходится удерживать детали и руками, и пассатижами, и ручными тисками (фото 1а, б,в).


Фото 1,а фото 1,б

Фото 1,в
Использование таких приемов фиксации деталей во время обработки не только не способствует повышению качества и точности выполняемых операций, но и, что самое главное, не может гарантировать обеспечение необходимых условий безопасности труда.
Для устранения этих существенных недостатков мы с учителем решили изготовить такое приспособление самостоятельно. Так как для приобретения тисков в торгующих организациях у нас в школе - интернате просто нету необходимых средств.
Сбор и обработка информации.
Для начала нами было рассмотрено устройство тисков, используемых на школьном горизонтально-фрезерном станке (фото 2).

Фото 2
Затем были рассмотрены подробно машинные тиски, предлагаемые торговыми организациями(фото 3,4,5,6).


Фото 3. Фото 4.


Фото 5. Фото 6.
Кроме промышленных моделей, используя средства интернет, были рассмотрены самодельные варианты зажимных приспособлений (фото 7,8,9).
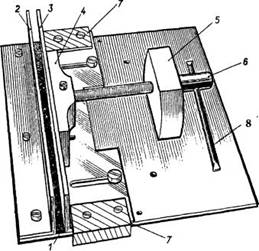
Фото 7: 1 — основание тисков; 2 — неподвижная губка; 3 — подвижная губка; 4 — пластина; 5 — упорная гайка; 6 — зажимной винт; 7 — направляющая (две штуки); 8 — вороток зажимного винта.
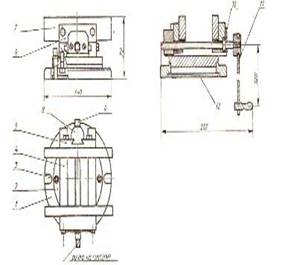
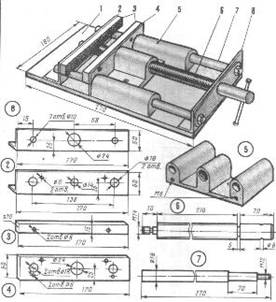
Фото 8. Фото 9.
Рассматривая в качестве примеров приведенные выше на фотографиях образцы различных машинных тисков и анализируя их в соответствии с разработанной схемой требований к будущему изделию:
технологичность
 (простота в изготовлении)
(простота в изготовлении)
экономичность
габаритность (доступные материалы)
![]()
![]()
 (малый вес и размеры)
(малый вес и размеры)

Простота в

 Машинные тиски обращении
Машинные тиски обращении
 |
Надежность
Закрепления
заготовки
безопасность в универсальность
монтаже и ра - (возможность применения
боте при различных технологи-
ческих процессах)
нами было принято решение об изготовлении тисков, изображенных на фото №9.
Для изготовления данного приспособления не требовались дорогостоящие материалы их можно было сделать из отслужившего свой срок зажимного приспособления столярного верстака ( фото 10), отрезка уголка и стальной плиты.

Фото 10.
Мною были изготовлены и испытаны такие тиски:

Но в ходе испытаний и дальнейшей эксплуатации был выявлен существенный недостаток – закреплению заготовок очень мешали направляющие штанги (фото 11) и зажимной винт(фото12).
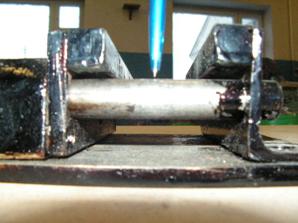

Фото 11. Фото 12.
Поэтому мы с учителем решили на основе данной конструкции изготовить тиски лишенные этих недостатков, которые представлены здесь.

Фото 13.
ПОДБОР МАТЕРИАЛА.
КАК уже говорилось выше, для изготовления данного приспособления не требуются дорогие материалы и специальные инструменты. Необходимо иметь списанное зажимное приспособление от столярного верстака, стальную плиту толщиной 5-10мм, (у нас была в распоряжении плита толщиной 8 миллиметров), стальной уголок №40-50. Кроме этого потребуется крепеж в виде болтов и гаек.
Плита, уголок были взяты из отходов, проще говоря, из металлолома, а болты и гайки размером М6, М8, М10 всегда есть в любой слесарной мастерской:
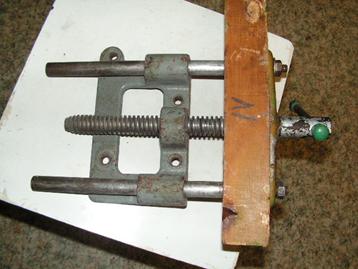
Фото 14.

Фото 15.
Конструкция приспособления.
Приспособление состоит из основания 1, неподвижно закрепленном на нем винтовом упоре 2 с направляющими штифтами 3,подвижной 4 и неподвижной 5 губок(фото 16).

Фото 16.
Винтовой зажим и основание соединяются между собой болтами М10 таким образом, чтобы резьба болтов не выступала за нижнюю плоскость основания, в противном случае готовое изделие будет неровно крепиться к станине станка(фото 17).
Фото 17.
Неподвижную губку можно закрепить при помощи винтов, но приемлемы и заклепочное соединение и сварка.
ОБОРУДОВАНИЕ И ИНСТРУМЕНТЫ.
Для изготовления машинных тисков необходимо иметь:
· Токарный станок

· Вертикально-фрезерный станок

· Сверлильный станок

· Горизонтально-фрезерный станок

Кроме станочного оборудования так же необходим слесарный, резьбонарезной инструмент.
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ.
1. Необходимо доработать винтовой узел: отрезать дополнительный отлив для его крепления. Чтобы уменьшить габариты изделия:

2. Проточить винт до диаметра 12 мм и нарезать резьбу М10 на длине 20 мм.

3. Проточить направляющие до размера М8 и отрезать лишнее на длину 60 мм.

4. Фрезеровать основание в соответствии с чертежом (приложение1).

5. Отрезать 3 уголка длиной 175мм и у двух уголков срезать с одной стороны 10мм на всю длину, для уменьшения габаритов готового изделия.

6. При помощи сварки сварить между собой один срезанный и один не срезанный уголок в виде швеллера, и просверлить в нем с одной стороны 3 отверстия в зеркальном отражении от винтового узла для крепления направляющих и винта ( приложение2).
7. На узкой стороне неподвижной губки совместно с основанием просверлить 3 отверстия диаметром 6мм(приложение3).
8. Произвести снятие заусенцев с поверхности обрабатываемых деталей при помощи напильника.
9. Выполнить предварительную сборку и подгонку деталей по месту.
10. Произвести опробование собранного изделия на сверлильном станке (крепление, наладка, удобство в работе).

11. Произвести окончательную сборку и отделку тисков.
ЭКОНОМИЧЕСКИЙ РАСЧЕТ.
Учитывая тот факт, что материал для изготовления тисков не покупался, его стоимость в расчеты себестоимости мы не включаем.
Основные затраты при изготовлении изделия приходятся на электроэнергию, отделочные материалы и (условно) оплату труда.
Электричество в процессе работы расходовалось на освещение и работу станков.
В течение всего времени, а в сумме оно составило примерно19 часов, горели 8светильников с лампами дневного света общей мощностью 320 ватт.
Затраты определим из формулы :
320*19*3,65=22,2 рубля
Станки общей мощностью 4,2 КВт наработали 7,3 часа, затраты составили 112 рублей. Итого в сумме получаем 134,2 рубля.
Затраты на амортизацию, отделку, составят 2.5% -3,4 руб. оплата труда добавит к себестоимости ещё 35 рублей и в итоге получаем 172,6 рубля.
Добавим на развитие производства 13% и получим рыночную стоимость 195 рублей.
Самоанализ работы.
Проведя испытания изготовленных мною машинных тисков для сверлильного станка я остался ими доволен. Тиски получились удобные в эксплуатации, надежно фиксируют закрепляемее в них заготовки, причём ширина заготовки может быть в пределах от 0 до 135 миллиметров. Даже первый вариант тисков после выступления на районной олимпиаде по технологии вызвал интерес среди преподавателей и учащихся, а представленный здесь вариант может конкурировать даже с промышленными тисками не только в стоимости. но и в простоте и доступности в изготовлении. Так же для расширения возможностей тисков их можно укомплектовать сменными губками для закрепления деталей сложной формы(круглых, конусных и др.).
Приложения.
ПРИЛОЖЕНИЕ 1. Основание.

ПРИЛОЖЕНИЕ 2. Подвижная губка.
ПРИЛОЖЕНИЕ 3. Неподвижная губка.
ИСПОЛЬЗУЕМАЯ ЛИТЕРАТУРА.
1. Журнал «Школа и производство» гг.
2. Журнал «Моделист-конструктор» гг.
3. «Приспособления для школьных мастерских».
4. «Справочник токаря-фрезеровщика».
5. Интернет ресурсы.
6. Прайс листы торговых организаций.
7. Каталоги фирм производителей тисков.
