

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Министерство образования РФ
Департамент образования
администрации Владимирской области
областное государственное образовательное учреждение
начального профессионального образования
«Профессиональное училище № 10»

Методическая разработка
Тема:
Однослойная сварка листового металла.
Нахлесточное соединение.
мастер производственного обучения
Муром
2010
Аннотация.
Урок занимает главное в разделе курса «Ручная дуговая сварка и резка металлов», «Электрическая дуга», «Оборудование».
Важен для обучения учащихся по предмету «Основы теории сварки и резки металлов», «Технология производства сварочных конструкций» и для сварочных работ на производственной практике на производстве.
Закрепляет ранее полученные знания по наплавке валиков и сварке стыковых соединений и усвоения новой темы урока – сварка нахлесточных соединений.
Формирует поисковый стиль мышления, воспитывает любовь к профессии, бережное отношение к оборудованию, инструменту, материалам, электроэнергии.
План урока
Профессия: электрогазосварщик
Мастер п/о:
Место проведения: сварочная мастерская
Тема программы № 6: Дуговая наплавка валиков и сварка пластин в нижнем, наклонном, вертикальном и горизонтальном положении.
Тема урока: «Однослойная сварка листового металла.
Нахлесточное соединение».
Цели урока:
Учебная - закрепить и совершенствовать ранее полученные знания. Научить учащихся правильно выполнять сварку нахлесточных соединений в нижнем положении.
Развивающая – формировать поисковый стиль мышления.
Воспитательная – воспитывать любовь к профессии, бережное отношение к оборудованию, инструменту, материалам, электроэнергии.
Методическая – управление процессом формирования качества знаний и умения учащихся, согласно стандарту образования.
Межпредметные связи:
1. оборудование;
2. ручная дуговая сварка;
3. электрическая дуга;
4. материаловедение;
5. черчение;
6. электротехника;
7. экономика.
Материально-технологическое оснащение урока:
1. инструмент и приспособления электросварщика, спец. одежда;
2. пластины из стали 3 размером 250*110*3;
3. электроды марки 03С диаметром 4 мм;
4. преобразователь сварочный, многопостовой;
5. экран;
6. мультимедийная приставка;
7. фотоаппарат.
Наглядные пособия:
Плакаты, стенды, образцы пластин нахлесточных соединений в нижнем положении, эталоны изделия.
Ход урока.
Этапы урока | Элементы дидактики | Содержание деятельности мастера | Деятельность учащихся |
Организационная часть | Принимает раппорт дежурного, осматривает внешний вид учащихся. | Приветствуют, готовятся к уроку. | |
Вводный инструктаж | Целевая установка | Сообщает тему урока, разъясняет цель урока, называет детали. | Слушают, запоминают. |
Повторение пройденного материала. | Активизация знаний учащихся. | Беседа с учащимися по пройденному материалу в виде эстафеты: 1. что называют сваркой? 2. что такое дуговая сварка? 3. что такое сварочный шов? 4. что такое сварочная волна? 5. что такое кратер? 6. техника безопаснос-ти при выполнении сварочных работ? 7. тестовые задания. | Отвечают устно, письменно. |
Теоретическая часть инструктажа. | Формирование ориентировочной основы деятельности. | Объясняет тему урока «Нахлесточные соединения»: -процесс сварки нахлесточного соединения; -выбор диаметра электрода; -выбор силы сварочного тока; -техника безопасности при сварке; -организация рабочего места. | Слушают, запоминают, повторяют. |
Практическая часть инструктажа | Практические приемы работы | Показывает: - видеофильм; -организацию рабочего места; - подготовку металла к сварке; -практическое выполнение нахлесточного соединения; -предлагает повторить приемы сварки нахлесточного соединения; - повторяет технику безопасности при сварочных работах. | Смотрят, запоминают, дублируют показ мастера с целью закрепления нового материала. |
Практические упражнения | Закрепление, развитие, углубление основных способов действий | -проверка правильности организации рабочих мест и соблюдение правил техники безопасности; -проверка правильности выполнения учащимися трудовых приемов и технологического процесса выполнения работ; -проверка правильности пользования чертежами; - оказание помощи учащимся в наладке оборудования; -проверка хода выполнения работ и оказание помощи учащимся; - прием и оценка работ учащихся. | Выполнение самостоятельной работы - нахлесточного соединения |
Заключительный инструктаж.
1. Сообщение о достижении цели урока.
2. Показ лучших работ учащихся и анализ их успехов.
3. Разбор совместно с учащимися технических ошибок и их характерных недостатков, допущенных при выполнении работ, организации рабочих мест, указание путей их предупреждения и устранения, анализ выполнения правил техники безопасности.
4. Сообщение оценок за выполненные работы.
5. Рассмотрение случаев потерь рабочего времени, брака и анализ их причин.
6. Сообщение учащимся темы следующего урока.
7. Выдача домашнего задания.
Задание на дом.
1. виды сварных соединений;
2. выбор диаметра электрода и силы сварочного тока;
3. дефекты сварных швов;
4. техника безопасности при сварочных работах;
5. угловые соединения.
Опорный конспект.
Нахлесточные сварные соединения, в которых сварные элементы расположены параллельно и частично перекрывают друг друга.

По форме подготовки кромок свариваемых деталей нахлесточное соединение бывает без скоса кромок. По характеру выполнения шва нахлесточные соединения могут быть односторонними и двусторонними, односторонними прерывистыми и односторонними со сплошным швом.
Нахлесточные соединения бывают однослойные и многослойные (однослойные применяются с катетом шва до 10 мм).
Нахлесточные соединения можно сваривать и без колебательных движений концом электрода. Колебательные движения концом электрода производят, когда необходимо наложить шов с большим катетом.
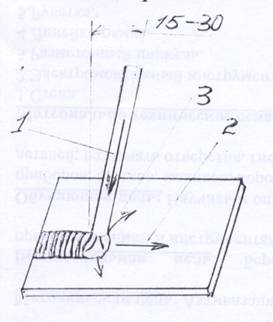
Нахлесточные соединения в нижнем положении надо сваривать с наклоном электрода под углом 30-45 градусов, с оплавлением верхней кромки и без оплавления, в зависимости от толщины металла т катета шва.
Целесообразнее вести сварку электродом, расположенным углом назад 15-30 градусов.
При наплавке и сварке сварщик одновременно выполняет три движения электродом:
1 движение:
поступательная, равномерная
и непрерывная подача
электрода к детали по мере его
плавления;
2 движение:
передвижение электрода вдоль
оси шва;
3 движение:
колебание концом электрода
поперек шва для получения
валика нужного размера.
Для сварщика большое значение имеет поддерживание при сварке определенной длины дуги.
Сварочная дуга имеет три основных зоны:
|
|
|
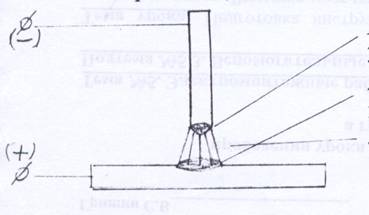
1. Катодная область – t С;
2. Анодная область – t С;
3. Столб дуги – достигает t С.
Длина дуги определяется в зависимости от диаметра электрода, длина дуги равна:
(0,5 – 1,1)* dэ
Длина дуги оказывает большое влияние на качество сварного шва и его форму.
Увеличение длины дуги приводит к нарушению его стабильности. Выбор диаметра электрода определяют из-за толщины свариваемого металла. Примерное соотношение между диаметром электрода и толщины листов свариваемого изделия:
Толщина свариваемого изделия | 1-2 | 3 | 4-5 | 6-12 | 13 и более |
Диаметр электрода | 1,5-2 | 3 | 3-4 | 4-5 | 5-6 |
Приближенные расчеты силы сварочного тока на практике определяются формулой: I св ═ К * dэ;
где dэ – диаметр электрода; мм
К – коэффициент, применяемый в зависимости от диаметра электрода:
dэ мм | 1-2 | 3-4 | 5-6 |
К А | 25-30 | 30-45 | 45-60 |
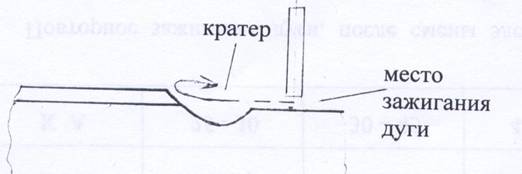
Повторное зажигание дуги, после смены электрода или случайного обрыва
Нахлесточные соединения преимущественно применяются при дуговой сварке строительных конструкций из стали толщиной не болеемм.
В отдельных случаях их используют и при сварке листов большей толщины (но не более 20-25 мм).
Преимущества нахлесточных соединений:
1. отсутствие сноса кромок под сварку;
2. простота сборки соединения (возможность подгонки
размеров за счет величины нахлестки).
Недостатки нахлесточных соединений:
1. повышенный расход основного металла на перекрытии в соединениях;
2. возможность проникновения влаги в щель между перекрытыми листами;
3. сложность определения дефектов сварки.
При выполнении сварочных работ необходимо соблюдать правила техники безопасности.
Виды промышленного травматизма в сварочном производстве следующие: ожоги, слезотечение, ушибы, отравления, поражение электрическим током.
Ожоги – вследствие того, что в процессе сварки оголенные участки тела не были защищены от воздействий лучей сварочной дуги и от брызг расплавленного металла.
Слезотечение - вследствие того, что глаза во время сварки не были защищены от воздействия лучей сварочной дуги.
Ушибы, падения – вследствие невнимательности.
При отбивании шлака со шва необходимо пользоваться слесарными очками.
Отравление газами – плохая вентиляция.
Поражение электрическим током – не были соблюдены правила техники безопасности.
Перед началом работы сварщик должен убедиться в исправности сварочного оборудования. В сырых помещениях должен использовать резиновые коврики, перчатки, сапоги. Следить, чтобы оборудование было заземлено.
Заземление – это соединение металлических частей оборудования с землей, которые не находятся под напряжением. Но могут находиться под напряжением, в случае неисправности токоведущих частей оборудования.
Повышение производительности труда в значительной мере зависит от правильной организации рабочего места.
Вопросы эстафеты:
1. что называют сваркой?
Ответ: сваркой называется процесс образования неразъемного соединения металлических изделий путем местного нагревания их до расплавленного состояния.
2. что такое дуговая сварка?
Ответ: дуговая сварка относится к сварке плавления. При этом виде сварки плавление осуществляется электрической дугой, горящей между электродом и свариваемым изделием.
3. что такое сварочный шов?
Ответ: представляет собой участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла в сварочной ванне.
4. что такое сварочная ванна?
Ответ: это часть металла сварного шва, находящаяся в момент сварки в расплавленном состоянии.
5. что такое кратер?
Ответ: углубление, образующееся во шве по окончании сварки.
6. техника безопасности при выполнении сварочных работ?
7. тестовые задания.
Тестовые задания.
Альтернативный тест (да - нет)
Строение сварочной дуги.
1. электрическая дуга была открыта Бенардосом (нет)
2. источником потока свободных электронов является катодное пятно (да)
3. дуговой промежуток делится на 2 зоны – катодную и анодную (нет)
4. температура катодного пятна больше температуры анодного пятна (нет)
5. длина дуги равняется длине столба дуги (нет)
6. прямая полярность получается, если минус от источника питания присоединен к электроду (да)
7. наибольшее применение имеет дуга косвенного действия (нет)
8. дуга постоянного тока горит более устойчиво (да)
9. чем больше длина дуги, тем больше падение напряжения (да)
10. при обратной полярности катодом является изделие (да)
1. дуга состоит из анодной области, катодной области и столба дуги (да)
2. самая высокая температура на анодном пятне (нет)
3. падение напряжения в катодной области достигает 10…16 В (да)
4. падение напряжения в электрической дуге равно падению напряжения в столбе дуги (нет)
5. количество наплавленного металла больше количества расплавленного металла (нет)
6. при струйном переносе электродного металла диаметр капли меньше половины диаметра электрода (да)
7. большее количество энергии выделяется в анодной области (да)
8. чем больше длина дуги, тем меньше падение напряжения (нет)
9. при прямой полярности электрод плавится медленнее, чем заготовка (да)
10. при малых значениях силы тока дуга имеет жесткую характеристику (нет)
Список используемой литературы.
1. «Сварочные работы» Москва «Академия» 2005 г;
2. «Руководство для сварщиков» Москва «Высшая школа» 2006 г;
3. «Сварочное дело» Москва «Академия» 2006 г;
4. «Ручная дуговая сварка» Москва 2006 г.
Заключение.
Информационно-развивающий урок, направленный на овладение знаниями, умениями и навыками.
Урок проводился в сварочной мастерской, где имеются наглядно-иллюстрационные пособия по всем темам программы производственного обучения.
При подготовке урока были учтены знания теоретического обучения, особое внимание уделялось технике безопасности, и, самое главное, прививалась любовь к выбранной профессии «Электросварщик».
Главное внимание на уроке было уделено правильному выполнению сварки нахлесточных соединений, организации рабочего места и технике безопасности.
Было выбрано сочетание теоретической и практической формы обучения, так как это наиболее успешно усваивается учащимися.
Задания учащиеся выполняли по вопросам эстафеты и тестам.
Высокая работоспособность обеспечивалась тем, что урок был подготовлен интересно, на основе теоретического, практического материала.
Поставленные задачи были выполнены полностью, уровень успеха в группе составил более 90 %.
