
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ЗАДАНИЕ 8
1. Выберите сталь для изготовления пресс-форм. Укажите химический состав и назначьте режим термической обработки, опишите сущность происходящих превращений, микроструктуру и главные свойства пресс-форм после обработки.
Стали, применяемые для изготовления пресс-форм, относятся к группе инструментальных. Технологические и механические свойства инструментальных сталей определяются наличием химических элементов, входящих в данную сталь. При изготовлении пресс-форм используют теплостойкие стали повышенной вязкости, которые обеспечивают высокие прочность и сопротивление пресс-формы при нагреве.
Сталь 4Х4ВМФС относится по свойствам к группе теплостойких инструментальных сталей (повышенной теплостойкости). Теплостойкие стали сохраняют высокую твердость до нагрева на температуры порядка 650–700оС (твердость 45¸52 HRC). Основная карбидная фаза – карбид вольфрама (молибдена) Ме6С и карбид Ме23С6. Также возможно интерметаллидное упрочнение. Теплостойкие стали являются глубоко прокаливающимися.
Влияние хрома. Хром положительно влияет на ряд характеристик инструментальных сталей (прокаливаемость, склонность к вторичному твердению, теплостойкость и т. д.). По мере повышения его концентрации в твердом растворе существенно возрастает устойчивость аустенита. Хром способствует сохранению высокого сопротивления пластической деформации при нагреве до 400–500оС. Пределы прочности и текучести составляют 80% от их значений при 20оС. Кроме того, хром повышает устойчивость против окисления при нагреве до 600–650оС.
К числу ограничений использования хрома в качестве легирующего элемента относится прежде всего резкое увеличение карбидной неоднородности при введении его в количествах, превышающих 4–5%. Наличие грубых строк и остатков сетки первичных карбидов в сталях с 6–12% Cr наряду с трудностями технологического характера (снижение пластичности при повышенных температурах, возрастание опасности локальных оплавлений при нагреве слитков под деформацию и др.) существенно снижает их эксплуатационные свойства.
Влияние вольфрама и молибдена. Повышение содержания вольфрама в комплекснолегированных инструментальных сталях увеличивает их устойчивость против перегрева. Вольфрам и молибден эффективно повышают теплостойкость.
Вольфрам (и в меньшей степени молибден) задерживают коагуляцию карбидов, выделяющихся по границам зерен, и усиливают дисперсионное твердение при отпуске, но при увеличении их содержания ухудшается вязкость. Это отрицательное влияние вольфрама значительнее его измельчающего воздействия на зерно. Вольфрам усиливает также карбидную неоднородность, из-за чего дополнительно снижаются механические свойства в крупных сечениях.
Влияние ванадия. Ванадий оказывает эффективное влияние на процессы собирательной рекристаллизации и существенно уменьшает чувствительность инструментальных сталей к перегреву.
На механические свойства ванадий оказывает неоднозначное влияние. Уменьшая чувствительность к перегреву, при содержаниях до 1% он может повышать прочность и пластичность высокоуглеродистых и среднеуглеродистых (» 0,4% С) штамповых сталей.
Ванадий, также как и хром, обладает сильно выраженной склонностью к дендритной ликвации, но в отличие от него ванадий благоприятно влияет на дисперсность и характер распределения первичных карбидов в высокоуглеродистых сталях.
Влияние кремния. Кремний является ферритообразующим элементом и расширяет область существования a-железа в сплавах системы Fe – Si уже при содержании около 2%. Не образуя в сплавах на основе железа соединений с углеродом, кремний практически не оказывает влияния на тип и состав карбидов в штамповых сталях, но вызывает их укрупнение в отожженном состоянии.
Кремний интенсифицирует процессы образования карбидов при отпуске и значительно повышают уровень вторичной твердости. Содержание кремния в сталях для изготовления пресс-форм ограничивают 0,5–0,8%.
Для получения максимальных механических свойств для стали марки 4Х4ВМФС проводят закалку с последующим отпуском при температуре 550 °С.
Закалка. При закалке важной задачей является защита от обезуглероживания; поскольку температуры закалки – высокие. Обязательно применение мер защиты; наиболее целесообразен нагрев в контролируемых (защитных) атмосферах или в вакууме.
После закалки данные стали рекомендуется подстуживать на воздухе до 950–900оС, а затем охлаждать в масле.
Отпуск. Операцию отпуска выполняют немедленно после закалки с целью предупреждения трещин. Как правило, отпуск производят на твердость 50 HRC.
Поскольку при нагреве для отпуска в структуре сохраняется много остаточного аустенита, целесообразно проведение двукратного отпуска. Температура второго отпуска может быть на 10–20оС ниже, а его продолжительность на 20–25% меньше, чем первого отпуска. Охлаждение после отпуска проводится на воздухе.
Химический состав в % материала 4Х4ВМФС (по ГОСТ 5
C | Si | Mn | W | V | Mo | Cr | Ni | S | P | Cu |
не более | ||||||||||
0.37¸0,44 | 0.6¸1 | 0.2¸0,5 | 0,8¸1,2 | 0.6¸0,9 | 1.2¸1,5 | 3.2¸4 | 0,6 | 0,03 | 0,03 | 0,3 |
Температура критических точек материала 4Х4ВМФС, °С.
Ac1 | Ac3(Acm) | Mн |
830 | 910 | 255 |

Рис.1 График термической обработки штампа из стали 4Х4ВМФС
Превращения при закалке. Мартенситное превращение имеет место при высоких скоростях охлаждения, когда диффузионные процессы подавляются. Сопровождается полиморфным превращением
γFe® αFe. При охлаждении стали со скоростью, большей критической (V > Vк), превращение начинается при температуре начала мартенситного превращения (Мн) и заканчивается при температуре окончания мартенситного превращения (Мк). В результате такого превращения аустенита образуется продукт закалки – мартенсит.
Минимальная скорость охлаждения Vк, при которой весь аустенит переохлаждается до температуры точки Мн и превращается, называется критической скоростью закалки. Так как процесс диффузии не происходит, то весь углерод аустенита остается в решетке αFe. Мартенсит – пересыщенный твердый раствор внедрения углерода в αFe. При образовании мартенсита кубическая решетка αFe сильно искажается.
Превращение при отпуске. Термическую обработку, заключающуюся в нагреве закаленной стали до температур ниже точки АС1, называют отпуском.
Структура закаленной стали – мартенсит и остаточный аустенит – является неравновесными фазами. Переход стали в более устойчивое состояние должно сопровождается распадом мартенсита и остаточного аустенита с образованием структуры, состоящей из феррита и цементита. Распад этих фаз идет по диффузионному механизму, и поэтому скорость процесса в основном обусловлена температурой нагрева. Из указанных фаз при нагреве в первую очередь начинает распадаться мартенсит.
Распад мартенсита (первое превращение при отпуске). На первой стадии превращение в кристаллах мартенсита (при температуре ниже 200 oС) образуются карбиды. В связи с этим данный тип распада мартенсита называют двухфазным.
Вторая стадия распада мартенсита при температуре С сопровождается дальнейшим выделением карбидов и, следовательно, он обедняется углеродом. При низкотемпературном отпуске легированных сталей не происходит диффузионного перераспределения легирующих элементов и поэтому выделяющиеся частицы карбидов имеют такое же среднее содержание легирующих элементов, как и мартенсит.
Структура, образующаяся в результате распада мартенсита при температурах ниже 3500С, называют отпущенным мартенситом, который отличается от мартенсита закалки меньшей концентрацией в нем углерода и включением дисперсных кристаллов e - карбида, когерентно связанных с решеткой мартенсита.
Превращение остаточного аустенита (второе превращение при отпуске). При отпуске высокоуглеродистых и легированных сталей, содержащих повышенное количество остаточного аустенита, при температуре С происходит его распад. В результате превращения остаточного аустенита образуются те же фазы, что и при отпуске закаленного мартенсита при той же температуре, но структурное состояние продуктов распада отличается от состояния продуктов, получаемых при превращении мартенсита.
Снятие внутренних напряжений и карбидное превращение (третье превращение при отпуске). При температурах С полностью завершается процесс выделения выделение углерода из мартенсита, происходит нарушение когерентности и обособление решеток феррита и карбида, связанное с одновременным протеканием карбидного превращения, в результате которого образуется цементит Fe3C. Образующуюся после отпуска при С структуру обычно называют трооститом отпуска.
Коагуляция карбидов. Повышение температуры отпуска до 5000С и выше в углеродистых сталях не вызывает изменение фазового состава. Однако с повышением температуры изменяется микроструктура; протекает процесс коагуляции и сфероидизации карбидов.
Коагуляция карбидов в процессе отпуска происходит вследствие переноса атомов углерода через α - твердый раствор, при этом происходит растворение более мелких и рост более крупных частиц карбидов при обеднении углеродом a - твердого раствора. Структуру стали, после высокого отпуска называют сорбитом отпуска.
Частицы карбидов в структуре троостита и сорбита отпуска в отличии от троостита и сорбита, полученного в результате распада переохлажденного аустенита, имеют зернистое, а не пластинчатое строение. Образование зернистых структур улучшает многие свойства стали. При одинаковой твердости, временном сопротивлении и пластичности сталь с зернистой структурой имеет более высокое значения предела текучести, относительного сужения и ударной вязкости. При температурах, близких к точке Ас1, образуется еще более грубая ферритно-карбидная структура, называемая зернистым перлитом.
Легирующие элементы Mo, W, V, Cr замедляют процесс коагуляции, сохраняя при этом высокую дисперсность карбидных частиц, соответственно большую прочность. Выделение из твердого раствора карбидов МС, М2С нередко вызывает повышение твердости – дисперсное упрочнение. Сталь 4Х4ВМФС не склонна к отпускной хрупкости (легирование вольфрамом и молибденом) поэтому охлаждение после отпуска проводят на воздухе.
Механические свойства стали 4Х4ВМФС (Закалка с °С в масле, отпуск при 550°С)
Предел временной прочности (sB), МПа | Предел текучести (sТ), МПа | Ударная вязкость (KCU), кДж/м2 |
1700 | 1500 | 440 |
2.Для изготовления деталей путем глубокой вытяжки применяется латунь
Л 80:
а) расшифруйте состав и опишите структуру сплава:
б) назначьте режим термической обработки, применяемый между отдельными операциями вытяжки, обоснуйте выбранный режим;
в) приведите общую характеристику механических свойств сплава.
а) Л 80-латунь (сплав меди с цинком), обрабатываемая давлением. Буква,,Л” в марке сплава указывает на латунь. Цифра после буквы указывает на содержание меди (80%).
Химический состав Л80, % (ГОСТ 15527 – 2004)

Структуру двойных латуней можно определить по диаграмме состояния Cu–Zn. При комнатной температуре Л80 имеет однофазную структуру (a-латунь).
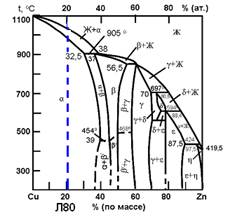
Рис. Диаграмма Cu–Zn

Рис. Схема структуры однофазной латуни
б)
Холодная пластическая деформация вызывает изменение структуры металла и его свойств. Сдвиговая деформация вызывает увеличение плотности дефектов кристаллической решетки, таких как вакансии, дислокации. Образование ячеистой структуры происходит с изменением формы зерен, они плющиваются, вытягиваются в направлении главной деформации. Все эти процессы ведут к тому, что прочность металла постепенно увеличивается, пластичность падает, т. е. возникает наклеп или нагартовка. Дальнейшая деформация такого металла невозможна, т. к. происходит его разрушение. Для снятия эффекта упрочнения применяют рекристаллизационный отжиг, т. е. нагрев металла до температур выше начала кристаллизации, выдержку с оследующим медленным охлаждением. Температура нагрева зависит от состава сплава. Для чистых металлов температура начала рекристаллизации tp=0,4Тпл, ºК, для обычных сплавов порядка 0,6*Тпл, для сложных термопрочных сплавов 0,8Тпл. Продолжительность такого отжига зависит от размеров детали и в среднем составляет от 0,5 до 2 часов.
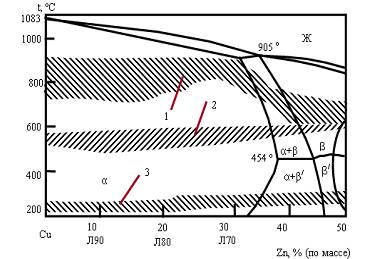
Рис. Диаграмма состояния системы Cu–Zn и температурные интер-
валы: 1 – нагрева под обработку давлением; 2 – рекристаллизационного отжига; 3 – отжига для уменьшения остаточных напряжений
Для Л80 рекристаллизационный отжиг проводят при температуре 500-550°С.
в) Механические свойства
Сортамент | sВ | d |
МПа | % | |
Сплав твердый | 610-680 | 2-5 |
Сплав мягкий | 300-350 | 45-55 |
3.Вычертите диаграмму состояния железо—карбид железа, укажите структурные составляющие по всех областях диаграммы; опишите превращения и построите кривую охлаждения в интервале температур от 1600 до 0° С (с применением правила фаз) для сплава, содержащего 2,3° С, Выберите для заданного сплава любую температуру, лежашую между линиями ликвидуса и солидуса, определяйте: состав фаз, т. е. процентное содержание углерода в фазах; количественное соотношение фаз.
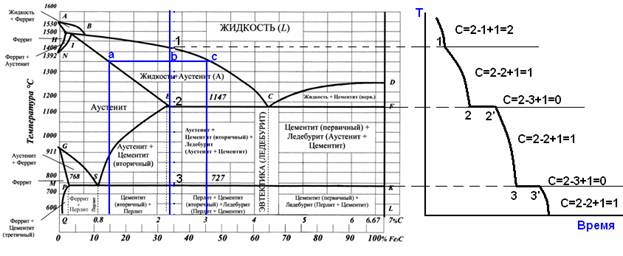
Сплав с содержанием 2,3 % углерода относится к доэвтектическим чугунам.
При температуре выше точки 1 (температура 1420°С) чугун находится в жидком состоянии. Количество степеней свободы (C) равно C=k-f+1=2-1+1=2, где k-количество компонентов (k=2), f-количество фаз (в равновесии находится одна фаза-Жидкость, f=1)
При температуре 1420°С (точка 1) начинается кристаллизация аустенита из расплава. Количество степеней свободы (C) равно C=k-f+1=2-2+1=1, где k-количество компонентов (k=2), f-количество фаз (в равновесии находится 2 фазы-Жидкость и Аустенит)
Ж→Аустенит
При охлаждении от точки 1 (температура 1420°С) до точки 2 (температура 1147° С) происходит кристаллизация Аустенита из расплава. Точка 2 находится на линии эвтектического превращения. При температура эвтектического превращения (tэ =1147° С) происходит кристаллизация аустенита и при tэ чугун состоит из аустенита с содержанием 2,14 % углерода и жидкости эвтектического состава (4,3 % углерода).
При температуре эвтектического превращения tэ, происходит эвтектическая кристаллизация, и образуется ледебурит, состоящий из цементита и аустенита с содержанием углерода 2,14 %. Количество степеней свободы (C) равно C=k-f+1=2-3+1=0, где k-количество компонентов (k=2), f-количество фаз (в равновесии находится фазы-Жидкость, Цементит и Аустенит).На кривой охлаждения будет наблюдатся горизонтальный участок 2-2’.
Жэ→Л(А+Ц)
От tэ (1147 °С) до Аr1 (727 °С) из аустенита как свободного, так и входящего в ледебурит, выделяется вторичный цементит, и содержание углерода понижается до 0,8 %. Следовательно, в этом интервале температур чугун состоит из ледебурита, аустенита и вторичного цементита. При Аr1 (727 °С) происходит эвтектоидное превращение аустенита в перлит. Количество степеней свободы (C) равно C=k-f+1=2-3+1=0, где k-количество компонентов (k=2), f-количество фаз (в равновесии находится три фазы-Феррит, Цементит и Аустенит).На кривой охлаждения будет наблюдатся горизонтальный участок 3-3’.
А0,8→П(Ф+Ц)
Ниже температуры Аr1 (727 °С) чугун состоит из следующих структурных составляющих: ледебурита превращенного, перлита и вторичного цементита. В равновесии будет находится 2 фазы-Феррит и Цементит. Количество степеней свободы (C) равно C=k-f+1=2-2+1=1
Для нахождения количества и состава равновесных фаз при заданной теипературе воспользуемся правилом отрезков. Из точки b проводим горизонтальные отрезки (коноды) до пересечения с линиями диаграммы (точки b и с). Согласно правилу отрезков, соотношение фаз пропорционально отношению длин соответствующих конод. При температуре 1240°С в равновесии будет находится 2 фазы-Жидкость и Аустенит. Соотношение количества фаз равно:
bc, ab, ac-длины отрезков.
Для нахождения состава фаз, из точек b и с опускаем перпендикуляры на ось концентраций. Точки пересечения и будут показывать химический состав фаз. Так, в состав жидкой фазы входит 3 % углерода, в состав Аустенита входит 1 % углерода.
4. В турбостроении используется стать 4Х12Н8Г8МФБ (ЭИ4ВГ):
а) расшифруйте состав и определите группу стали по назначению:
б) назначьте режим термической обработки и обоснуйте его. Опишите структуру после термической обработки;
в) как влияет температура эксплуатации на механические свойства данной стали?
4Х12Н8Г8МФБ Сталь жаропрочная высоколегированная (аустенитного класса)
Химический состав 4Х12Н8Г8МФБ, % (ГОСТ 5632 – 72)

Обычно термич. обработка нержавеющей жаропрочной деформируемой стали состоит из закалки с высоких температур с образованием твердого раствора (закалка на аустенит) и последующего старения при умеренных температурах. Цель закалки — перевести выделившиеся или же раздробленные при горячей обработке карбиды и интерметаллиды в твердый раствор и гомогенизировать сплав. Создание определенной степени пересыщения у твердого раствора необходимо для последующего упрочнения сплавов за счет дисперсионного твердения, протекающего при повышенных температурах.
Температуру и длительность старения выбираются в зависимости от легирования стали и условий работы деталей. В ЭИ481 старение на максимальную, твердость опасно, т. к. этим вызывается большая чувствительность стали к надрезу вследствие резкого ее охрупчивания; небольшое повышение температуры старения способствует смягчению стали вследствие коагуляции дисперсных частиц. Применяется также более сложная термическая обработка, состоящая из двойного старения.
Сталь с высокой твердостью, получаемой в результате старения при 650—700°, имеет высокую прочность, но пониженную и неустойчивую жаропрочность. Для уменьшения чувствительности к надрезу сталь подвергают двойному старению (1-е — при 670° в течение 16 час., 2-е — при 780—800° в течение 14— 16 час.). Этим достигается хорошая жаропрочность стали и устойчивость работы дисков. При старении в дисперсном виде выделяются карбиды, карбонитриды. Вследствии этого прочность стали сильно повышается. Структура состоит из аустенита с интерметалидными, карбидными и карбонитридными включениями.
Механические свойства при повышенных температурах


5.Полимерные пленки.
Полимерные плёнки имеют толщину от нескольких микрометров до 0,25 мм.
Получение следующими способами:
· экструзией расплавов полимеров (полистирола, полиэтилена, полипропилена, хлорированных полиолефинов и других полимеров, не подвергающихся деструкции при переходе в вязкотекучее состояние) через фильеры со щелевыми или кольцевыми отверстиями; при этом в первом случае из фильеры выходит изотропная лента бесконечной[уточнить] длины, которую вытягивают в продольном и (или) поперечном направлениях, во втором — рукав, который раздувают сжатым воздухом (плоскостная ориентация);
· из растворов полимеров (например, эфиров целлюлозы, ацетатов), которые через фильеру наносят на движущуюся ленту или барабан (сухое формирование) либо направляют в осадительную ванну (мокрое формирование); структуру и свойства плёнок регулируют скоростью испарения растворителя, составом и температурой ванны; сформированную плёнку часто пластифицируют, а затем высушивают;
· каландрованием пластифицированных полимеров (главным образом поливинилхлорида).
В настоящее время промышленностью выпускается большое количество полимерных пленок. Коротко перечислим основные виды:
Вспененная пленка (Пенополиэтилен, Пенополипропилен). Материал из гибкого пористого вспененного РЕ или РР, предназначенный для упаковки стеклянных, хрупких, бьющихся предметов и посуды, электронной, бытовой и промышленной техники, компонентов микроэлектроники и т. д. Применяется в качестве уплотнительной изоляционной прокладки для крышек, колпачков. Находят также широкое применение при тепло-, звуко-, гидро - и электроизоляции в строительстве, автомобилестроении, энергетике, электротехнике и легкой промышленности. Защищает от ударов, царапин, сколов.
Полиэтиленовая пленка (ПЭВД) Защищает от кислорода и влаги. Используется как одноразовая упаковка продуктов короткого срока хранения в пищевом производстве, розничной торговле, сетях "фаст-фуд", а также в сельском хозяйстве и строительстве. Находясь в непосредственном контакте с продуктом, обеспечивает более длительное его хранение, помогает сохранять его свойства, предотвращает быстрое высыхание, защищает от воздействий внешней среды и пропитывания посторонними запахами.
Термоусадочная. Основные свойства термоусадочной пленки - способность сокращаться под действием температуры и принимать форму упакованного изделия, высокая прозрачность и хороший блеск, высокая прочность, защита продукции от воздействия окружающей среды. Перфорированные термоусадочные пленки используются для упаковки хлебобулочных изделий.
Ламинированные пленки. Многослойные комбинированные материалы производятся на основе различных полимерных пленок (PP, PE, PA, PET), алюминиевой фольги и бумаги. Такие материалы имеют важные преимущества перед широко распространенными в качестве упаковки обычными пленочными материалами с печатью, благодаря: длительному сроку хранения упаковочной продукции, высоким механическим свойствам, межслойноой печати, улучшению внешнего вида упаковки. В зависимости от необходимых барьерных свойств, производитель подбирает оптимальный состав композиционных материалов, в некоторых случаях используется металлизация, покрытие термолаком и др. виды покрытий.
