
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ФЕДЕРАЛЬНОЕ АГЕНСТВО ПО ОБРАЗОВАНИЮ ГОУ ВПО
Уфимская Государственная Академия Экономики Сервиса
Кафедра МАБН
КУРСОВАЯ РАБОТА
по дисциплине «Диагностика БМП»
на тему: Диагностика тостера типа “Ростер Р-2 ”.
Выполнил: ст. гр. МД-52
*****@***ru
Проверил: доцент, к. т.н.
*****@***ru
Уфа-2006
Оглавление
Часть 1
 1)Описание тостера «Ростер Р-2»…….………………………………………3
1)Описание тостера «Ростер Р-2»…….………………………………………3
2)Разработка структурно-функциональной схемы тостера…… …………..7
3)Разработка функциональной модели для двух неисправностей………….8
4)Разработка матрицы поиска неисправности для первой неисправности..10
5)Разработка алгоритма поиска неисправностей
второй неисправности методом половинного разбиения………........12
6)Разработка алгоритма поиска и устранения неисправности тостера……13
Часть 2
7)Общая задача прогнозирования. Аналитическое и вероятностное
прогнозирование………………………………………………………..14
8)Список литературы……………………………………………………… …19
 Описание тостера «Ростер Р-2»
Описание тостера «Ростер Р-2»
Электротостеры предназначены для поджаривания ломтиков хлеба с использованием нагрева инфракрасным излучением, электроростеры — электрогрили для поджаривания мяса, бутербродов, И те и другие приборы обеспечивают равномерное обжаривание хлеба и бутербродов.
В приборах с автоматическим включением нагревателя от сети отключение происходит по достижении желаемой степени обжаривания хлеба.
Электротостеры и электроростеры классифицируются в зависимости от оснащения регулирующими устройствами. ЭТР — электротостер с ручным отключением нагревателя от сети, ЭТЦ — электротостер с автоматическим отключением нагревателя от сети, ЭРР — электроростер с ручным отключением нагревателя от сети, ЭРЦ — электроростер с автоматическим отключением электронагревателя от сети.
В тостерах с ручным управлением ломтики хлеба помещают в ниши и извлекают их вручную. Время поджаривания устанавливается произвольно. Поджаривание может быть как с одной, так и с двух сторон. В автоматических тостерах автоматизировано не только время поджаривания, но и выемка поджаренных ломтиков хлеба с помощью пружинных толкателей.
В качестве электронагревателей в тостерах используют открытые спирали или кварцевые трубки. Эксплуатационные параметры тостеров следующие: количество и размер камер или поджаривающих поверхностей; количество стандартных кусков хлеба, которые могут поджариваться одновременно; время поджаривания (2...3 мин); равномерность и диапазон поджаривания; усилие, необходимое для приведения в действие каретки у автоматических тостеров; возможность удаления крошек; степень автоматизации и др. Потребляемая тостером мощность 500Вт.
Автоматический тостер (рис. 1.12) — это прибор прямоугольной формы, состоящий из основания 12, к которому с двух сторон крепятся две пластмассовые боковые крышки 6 и 16. С двух других сторон прибор закрыт двумя металлическими никелированными декоративными панелями 18, снизу к основанию прикреплена нижняя крышка 11. Внутри находятся два нагревательных элемента 13, защищенных решетками, которые препятствуют попаданию хлеба непосредственно на нагревательные элементы.
Включение прибора и регулировка температуры поджаривания хлеба осуществляется двумя ручками 7, расположенными на крышке 6. |
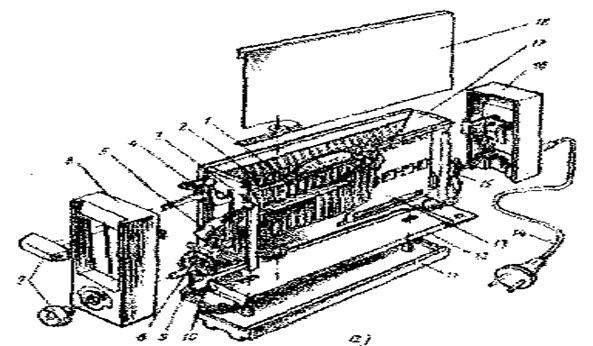
Рис. 1.12 Автоматический тостер: а—конструкция; I — датчик температуры; 2 — предохранительная решетка; 3 — пружинный рычаг выбрасывателя; 4 — выбрасыватель; 5 — электромагнит срабатывания электровыбрасывателя; 6 — крышка с ручками управления; 7 — ручка управления; 8 — регулятор поджаривания; 9 — защелка выбрасывателя; 10 — контакты регулятора поджаривания; 11 — нижняя крышка; 12 — основание; 13 — нагревательный элемент; 14 — соединительный шнур; 15 — микропереключатель нагревательных элементов; 16 — крышка с соединительным, шнуром; 17 — корпус; 18 — декоративная панель
Принцип работы прибора заключается в следующем. Нарезанный ломтиками хлеб (толщиной не более 12 мм) опускают в камеру поджаривания на выбрасыватель 4, который движется под действием пружинного рычага 3 выбрасывателя вниз, и хлеб перемещается в рабочую камеру прибора. Одновременно выбрасыватель замыкает контакты микропереключаВ нижнем положении выбрасыватель фиксируется защелкой. При замыкании контактов на нагревательные элементы подается напряжение сети 220 В. При достижении на поверхности поджариваемого хлеба определенной температуры, устанавливаемой с помощью ручки II, контакты регулятора поджаривания замыкаются, образуя цепь питания электромагнита V, который притягивает якорь 4, освобождая выбрасываПод действием пружины 2 выбрасыватель поднимает гренки из рабочей камеры. При движении выбрасывателя вверх контакты 52 и 53 микропереключателя размыкаются и прибор отключается от сети. Под действием пружины 6 якорь 4 возвращается в исходное положение.
Контроль температуры поверхности поджариваемого хлеба осуществляется с помощью регулятора поджаривания, который состоит из коромысла 8, свободно поворачивающегося вокруг оси 9 с помощью пружины 10. В исходном положении коромысло 8 удерживается лентой 7, которая касается поверхности хлеба, от этого нагревается и, удлиняясь, позволяет коромыслу 8 повернуться на определенный угол.
При этом коромысло своим плечом замыкает контакты 1.
 Поворотом ручки 11 изменяется положение контактов регулятора поджаривания относительно плеча коромысла.
Поворотом ручки 11 изменяется положение контактов регулятора поджаривания относительно плеча коромысла.
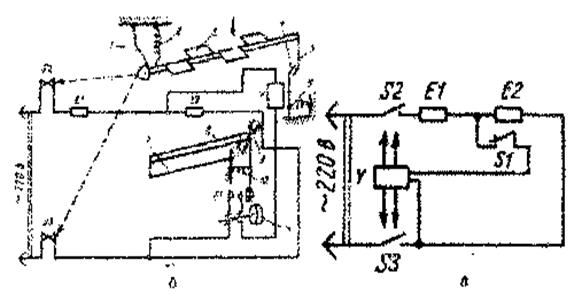
Рис. 1.12 (продолжение). Автоматический тостер: б — кинематическая схема: 1 — контакты; 2, 6,10 — пружины; 3 — выбрасыватель; 4 — якорь; 5 — защелка; 7 — лента; 8 — коромысло; 9 — ось;ручка; в — электрическая схема: У — электромагнитное устройство; Е1, Е2 — нагревательные элементы; 81 — регулятор поджаривания; 32, 53 — контакты
Ростер Р-2 — бытовой электронагревательный прибор, предназначенный для приготовления сандвичей (поджаренных слоеных тостов с маслом, сыром, колбасой и т. п.) и гренков из свежих и черствых хлебобулочных изделий.
Для удобства обслуживания и чистки в приборе предусмотрены съемные кожух и решетки с поддоном. С помощью ручки переключатель мощности может устанавливаться в пять различных положений, соответствующих включению нагревателей для различных режимов работы прибора.
Основные технические характеристики ростера Р-2
Номинальное напряжение, В 220
Потребляемая мощность, Вт 800
Габаритные размеры, мм 370x250x145
Масса, кг 3,6
С помощью ручки реле времени устанавливается необходимое время работы прибора для поджаривания сандвичей. Максимальная установка реле 6 мин,
Тостер «ЛТ 2561», Он имеет ненагревающийся корпус. Потребляемая мощность 750 Вт. Вместимость: 2 ломтика хлеба, два отделения. Особенности конструкции: 6-ти позиционный электронный таймер, кнопки раздельного отключения; световой индикатор функции размораживания; световой индикатор функции поджаривания; подъемный лифт; приспособление для разогрева булочек; выдвижной поддон для крошек; отсек для соединительного шнура. Габаритные размеры 300x210x120 см. Масса прибора 1,6 кг. Кроме того тостер позволяет разогревать булочки с помощью специальной насадки.
 Уровень поджаривания выбирается с помощью таймера на передней стенке прибора.
Уровень поджаривания выбирается с помощью таймера на передней стенке прибора.
«Автостоп» отключает тостер в случае его перегрева.
Тостер «КепяооА ТТ 360» имеет мощность 965 Вт, вместимость 2 ломтика хлеба и два отделения с шириной прорези 130 мм.
Особенность конструкции: кнопка «стоп», выдвижной поддон для крошек, аксессуар для подогрева булочек. Габаритные размеры 295x210x175 мм. Масса прибора 1,9 кг. Функциональные возможности: электронный контроль автоматически следит за равномерным нагревом, что позволяет получать хорошо прожаренные тосты. Прибор позволяет не только поджарить хлеб, но и разморозить или подогреть остывшие тосты.
В этой модели предусмотрена возможность высокого подъема и глубокие регулирующие прорези, что позволяет помещать в тостер ломтики хлеба разных размеров.
«Автостоп» отключает тостер автоматически если напряжение электросети понижено. Кнопкой «Стоп» можно прекратить работу тостера в любой момент. Корпус тостера изготовлен из теплоизоляционного материала.
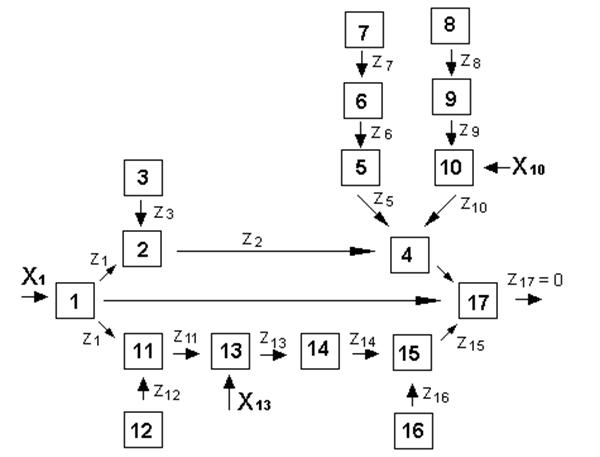
 Разработка структурно-функциональной схемы тостера.
Разработка структурно-функциональной схемы тостера.
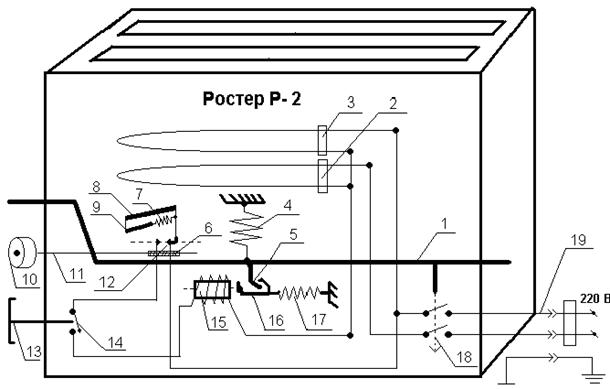
1) Выбрасыватель
2) Электронагреватель спиральный 1
3) Электронагреватель спиральный 2
4) Пружина
5) Защёлка
6) Винтовое соеденение с осью
7) Пружина
8) Биметаллическая пластина расцепителя
9) Лента (тепловой компенсатор)
10) Рукоятка регулятора поджаривания
11) Ось
12) Контакты
13) Кнопка «Автостоп»
14) Контакты кнопки «Автосоп»
15) Электромагнит
16) Якорь
17) Пружина
18) Контакты
19) Провод питания
 Разработка функциональной модели для двух неисправностей
Разработка функциональной модели для двух неисправностей
Неисправность 1: Хлебушек не выбрасывается.
1) Рукоятка регулятора поджаривания
2) Ось
3) Винтовое соеденение с осью
4) Контакты
5) Биметаллическая пластина расцепителя
6) Лента (тепловой компенсатор)
7) Пружина
8) Контакты кнопки «Автосоп»
9) Кнопка «Автостоп»
10) Электромагнит
11) Контакты
12)Якорь
13) Пружина
14) Защёлка
15) Выбрасыватель
16) Пружина
Неисправность 2: Хлебушек не поджаривается.
1) Электромагнит
2) Контакты кнопки «Автосоп»
3) Электронагреватель спиральный 2
4) Контакты
5) Винтовое соеденение с осью
6) Ось
7) Рукоятка регулятора поджаривания
8) Пружина
9) Лента (тепловой компенсатор)
10) Биметаллическая пластина расцепителя
11) Якорь
12) Пружина
13) Защёлка
14) Выбрасыватель
15) Контакты
16) Провод питания
17) Электронагреватель спиральный 1
 Разработка матрицы поиска неисправности для первой неисправности
Разработка матрицы поиска неисправности для первой неисправности
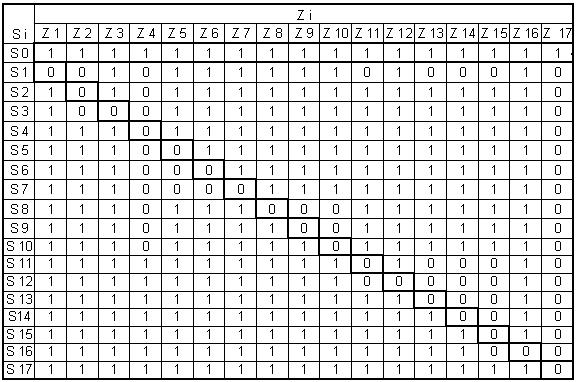
 Z 1=0 - Рукоятка регулятора поджаривания не достаточно хорошо закреплена с осью
Z 1=0 - Рукоятка регулятора поджаривания не достаточно хорошо закреплена с осью
Z 2=0 - Ось не передаёт перемещение (плохой контакт)
Z 3=0 - Винтовое соеденение с осью (сорвана резьба)
Z 4=0 - Контакты (окислились)
Z 5=0 - Биметаллическая пластина расцепителя (перегрелась и вышла из строя)
Z 6=0 - Лента (тепловой компенсатор) чрезмерно греется
Z 7=0 - Пружина (не выполняет свои функции)
Z 8=0 - Контакты кнопки «Автосоп» (окислились)
Z 9=0 - Кнопка «Автостоп» (не достаточно хорошо соединена с контактами
выключателя)
Z 10=0 - Электромагнит не выполняет своих функций
Z 11=0 - Контакты неисправны
Z 12=0 – Якорь разогнулся вследствии чрезмерной нагрузки
Z 13=0 - Пружина неисправна
Z 14=0 - Защёлка разогнулась
Z 15=0 - Выбрасыватель задевает за корпус
Z 16=0 - Пружина неисправна
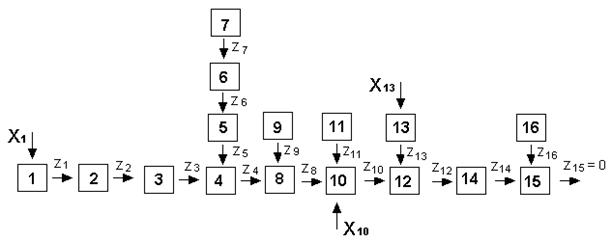
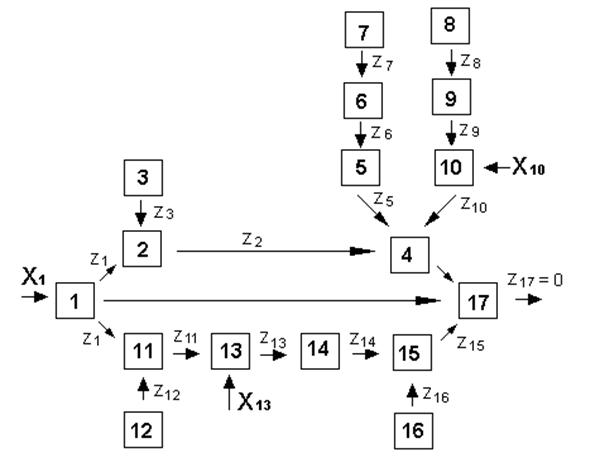
Разработка алгоритма поиска неисправностей второй неисправности
методом половинного разбиения.
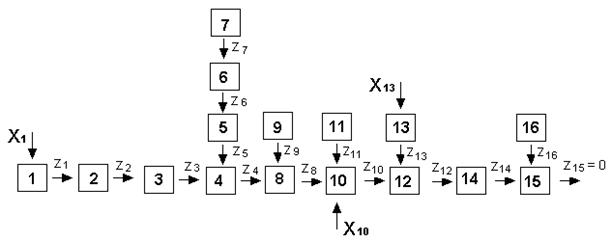
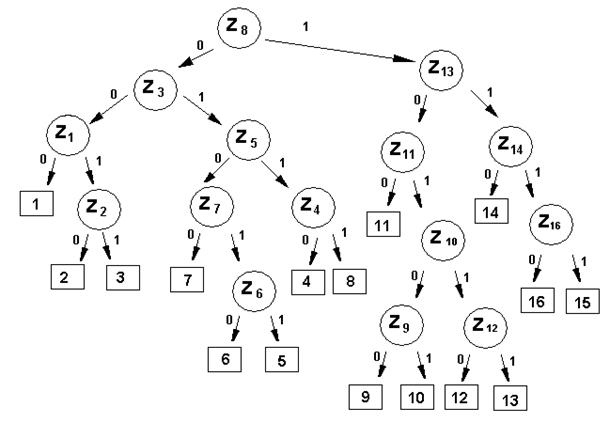
 ( Z i ) функциональные элементы, входящие в функциональную модель
( Z i ) функциональные элементы, входящие в функциональную модель
Элементы обозначенные квадратами - неисправны
1 - выходной параметр функционального элемента в допуске;
0 - выходной параметр функционального элемента вне допуска.
 Разработка алгоритма поиска и устранения неисправности тостера
Разработка алгоритма поиска и устранения неисправности тостера
 Общая задача прогнозирования. Аналитическое и вероятностное прогнозирование.
Общая задача прогнозирования. Аналитическое и вероятностное прогнозирование.
Оценивая область, охватываемую технической диагностикой, рассмотрим три типа задач определения технического состояния объектов.
К первому типу относятся задачи определения технического состояния, в котором находится объект в настоящий момент времени Это - задачи диагностирования. Задачи второго типа - предсказание технического состояния, в котором окажется объект в некоторый будущий момент времени. Это - задачи прогнозирования. К третьему типу относятся задачи определения технического состояния, в котором находился объект в некоторый момент времени в прошлом. По аналогии можно говорить, что это задачи генеза.
Задачи первого типа формально следует отнести к технической диагностике, а второго типа - к технической прогностике к техническому прогнозированию.
Тогда отрасль знания, которая должна заниматься решением задач третьего типа, естественно назвать технической генетикой.
Задачи технической генетики возникают, например, в связи с расследованием аварий и их причин, когда техническое состояние объекта в рассматриваемое время отличается от состояния, в котором он был в прошлом, в результате появления первопричины, вызвавшей аварию. Эти задачи решаются путем определения возможных или вероятных предысторий, ведущих в настоящее состояние объекта. К задачам технической прогностики относятся, например, задачи, связанные с определением срока службы объекта или с назначением периодичности его профилактических проверок и ремонтов. Эти задачи решаются путем определения возможных или вероятных эволюции состояния объекта, начинающихся в настоящий момент времени.
Решение задач прогнозирования весьма важно, в частности, для организации технического обслуживания объектов по состоянию (вместо обслуживания по срокам или по ресурсу). Непосредственное перенесение методов решения задач диагностирования на задачи прогнозирования невозможно из-за различия моделей, с которыми приходится работать: при диагностировании моделью обычно является описание объекта, в м время как при прогнозировании необходима модель процесса эволюции технических характеристик объекта во времени. В результате диагностирования каждый раз определяется не более чем одна "точка" указанного процесса эволюции для текущего момента (интервала) времени. Тем не менее хорошо организованное диагностическое обеспечение объекта с хранением всех предшествующих результатов диагностирования может дать полезную и объективную информацию, представляющую собой предысторию (динамику) развития процесса изменения технических характеристик объекта в пропетом, что может быть использовано для систематической коррекции прогноза и повышения его достоверности.
Периоды времени, к которым относится информация о техническом состоянии (фактическом - в прошлом и настоящем и предсказываемом — в будущем) объектов диагностирования или прогнозирования, обозначим следующим образом: Т0 — настоящий момент или период времени; Т1 — прошлый период времени; Т2 — будущий период времени.
Отдельные экземпляры объектов диагностирования или прогнозирования обозначим символом Si; S0 — один конкретный исследуемый экземпляр объекта; S1 — группа из m экземпляров объекта, подвергающихся исследованию для получения априорной информации о их техническом состоянии; S2 — группа из т экземпляров объекта, техническое состояние которых (настоящее или будущее) определяется по полученной априорной информации о техническом состоянии экземпляра S0 или группы S1, экземпляров.
Априорная информация, требуемая для постановки диагноза или прогноза, представляет собой те или иные данные о техническом состоянии одного S0 или группы S1 экземпляров объекта. Эти данные получаются либо в результате однократного в момент
 времени T0, либо многократного в течение периода времени T1 диагностирования конкретных экземпляров объекта. Обозначив данные о техническом состоянии символом е, выделим четыре объема получаемой априорной информации:
времени T0, либо многократного в течение периода времени T1 диагностирования конкретных экземпляров объекта. Обозначив данные о техническом состоянии символом е, выделим четыре объема получаемой априорной информации:
e(S1, T1) - группа S1 экземпляров объекта диагностировалась многократно В течение периода времени T1;
е(Sо, Т1) — экземпляр S0 объекта диагностировался многократно в течение периода Т1;
e(S1, t0) - группа S1 экземпляров объекта диагностировалась многократно В течение периода времени t0;
e(S0, t0) — экземпляр S0 объекта диагностировался однократно в момент времени t0.
Первая ситуация соответствует получению наибольшего, а четвертая — наименьшего объема априорной информации. Вторая и третья ситуации занимают промежуточное положение по объему информации, но между собой эти ситуации несопоставимы.
Аналогично можно выделить четыре вида обработки априорной информации с целью определения:
e(S2, T2) - технического состояния группы S2 экземпляров объекта в будущий период времени Т2;
е(Sо, Т2) - технического состояния одного экземпляра s0 объекта в будущий период времени T2;
e(S2, t0) — технического состояния группы S2 экземпляров объекта в настоящий период времени t0;
 е(sо, tо) — технического состояния одного экземпляра sо объекта в настоящий период времени tо.
е(sо, tо) — технического состояния одного экземпляра sо объекта в настоящий период времени tо.
Из указанных четырех видов обработки априорной информация первые два соответствуют задачам прогнозирования, а последние два — задачам диагностирования (табл. 1).
В период эксплуатации весьма важным является индивидуальное прогнозирование технического состояния каждого конкретного экземпляра объекта, которое позволяет обслуживать объекты по их состоянию. При индивидуальном прогнозировании априорная информация должна быть индивидуальной для каждого экземпляра объекта. Если эту информацию получать в процессе эксплуатации, то она будет учитывать не только конкретные условия применения данного экземпляра объекта по
назначению, условия его обслуживания, хранения и транспортирования, но
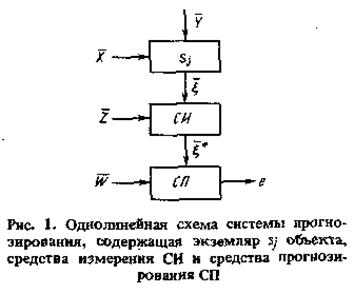
следующим образом. На техническое состояние объекта влияют факторы (вектор ![]() на рис. 1), определяющие необратимые процессы деградации физико-химических свойств аппаратуры объекта (старение, износ и др.), а также случайные .внешние и внутренние помехи (вектор
на рис. 1), определяющие необратимые процессы деградации физико-химических свойств аппаратуры объекта (старение, износ и др.), а также случайные .внешние и внутренние помехи (вектор ![]() ). Для измерения выбрана совокупность
). Для измерения выбрана совокупность  параметров объекта (вектор
параметров объекта (вектор ![]() ), относительно которых предполагается, что они существенно зависят от
), относительно которых предполагается, что они существенно зависят от ![]() и позволяют (при определенных средствах прогнозирования, реализующих алгоритм прогнозирования) предсказать будущее техническое состояние е объекта. Эти параметры называют прогнозирующими. На значения прогнозирующих параметров в общем случае накладываются помехи
и позволяют (при определенных средствах прогнозирования, реализующих алгоритм прогнозирования) предсказать будущее техническое состояние е объекта. Эти параметры называют прогнозирующими. На значения прогнозирующих параметров в общем случае накладываются помехи ![]() . При измерении параметров возможны погрешности измерения (вектор
. При измерении параметров возможны погрешности измерения (вектор ![]() ), вследствие чего вместо вектора
), вследствие чего вместо вектора ![]() истинных значений получается вектор
истинных значений получается вектор  . На результаты прогнозирования, возможно, влияют погрешности прогнозирования {вектор
. На результаты прогнозирования, возможно, влияют погрешности прогнозирования {вектор ![]() ). Таким образом, будущее техническое состояние е объекта зависит от нескольких случайных аргументов:
). Таким образом, будущее техническое состояние е объекта зависит от нескольких случайных аргументов:
|
 Зависимость (1) является, по существу, моделью процесса прогнозирования. вероятностный характер этой модели определяется тем, что аргументы
Зависимость (1) является, по существу, моделью процесса прогнозирования. вероятностный характер этой модели определяется тем, что аргументы ![]() ,
, ![]() ,
, ![]() и
и ![]()
Являются существенно случайными функциями. Получить зависимость (1) в явной аналитической форме для сколько-нибудь сложных объектов практически невозможно. В связи с этим используют различные приемы упрощения как самой модели, так и процедур ее обработки. К этим приемам относится расчленение общей задачи прогнозирования на две самостоятельные задачи - задачу измерения прогнозирующих параметров, когда работают с моделью вида
![]()
и задачу получения прогноза (результата прогнозирования) по модели вида
![]()
Однако и при таком расчленении трудности разработки практически эффективных методов прогнозирования для сложных объектов остаются значительными. Наиболее простой была бы явная аналитическая модель вида
![]()
в которой отсутствует зависимость будущего технического состояния от случайных помех и погрешностей. Стремясь к "идеальной" модели (4), применяют различные способы математической обработки моделей вида (2) и (3) с целью уменьшения зависимости окончательных результатов измерения прогнозирующих параметров и прогноза от случайных функций ![]() ,
, ![]() и
и ![]() . Эти способы заключаются главным образом в сглаживании случайных процессов применением операторов сглаживания, таких, как операторы математического ожидания, текущего, среднего, экспоненциального сглаживания, и некоторых других. Для применения операторов сглаживания необходимо знать характеристики сглаживаемых случайных процессов, например вероятности появления величин
. Эти способы заключаются главным образом в сглаживании случайных процессов применением операторов сглаживания, таких, как операторы математического ожидания, текущего, среднего, экспоненциального сглаживания, и некоторых других. Для применения операторов сглаживания необходимо знать характеристики сглаживаемых случайных процессов, например вероятности появления величин ![]() ,
, ![]() и
и ![]() . , интервалов сглаживания и др., что сопряжено с необходимостью получения и обработки больших объемов априорной информации, что практически далеко не всегда возможно.
. , интервалов сглаживания и др., что сопряжено с необходимостью получения и обработки больших объемов априорной информации, что практически далеко не всегда возможно.
Аналитическое представление модели (3) затруднено даже в том случае, когда известны значения прогнозирующих параметров ![]() в прошлые периоды времени Т € Т1, заданы диапазоны их допустимых значений и можно пренебречь погрешностями
в прошлые периоды времени Т € Т1, заданы диапазоны их допустимых значений и можно пренебречь погрешностями ![]() . Задача выбора описания процесса изменения во времени рабочей точки {конца вектора
. Задача выбора описания процесса изменения во времени рабочей точки {конца вектора ![]() ) в области допустимых значений прогнозирующих параметров, т. е. выбора модели процесса эволюции технического состояния объекта прогнозирования, остается всегда. Относительно просто прогноз может быть получен градиентным или операторным методами, когда процесс эволюции может быть описан линейной или так называемой центральной детерминированной моделью, что, однако, не всегда допустимо в реальных практических ситуациях.
) в области допустимых значений прогнозирующих параметров, т. е. выбора модели процесса эволюции технического состояния объекта прогнозирования, остается всегда. Относительно просто прогноз может быть получен градиентным или операторным методами, когда процесс эволюции может быть описан линейной или так называемой центральной детерминированной моделью, что, однако, не всегда допустимо в реальных практических ситуациях.
Задача достоверного и устойчивого измерения значений прогнозирующих (как и любых других) параметров, т. е. выбора и обработки модели (2),является типичной для теории и практики измерения. Специфическими для технического прогнозирования
 являются задачи построения и обработки модели (3) с целью получения прогноза, а также задачи выбора прогнозирующих параметров. Для решения задачи выбора совокупностей прогнозирующих параметров не существует формализованных методов. Даже для простых объектов прогнозирующие параметры выбираются интуитивно на основе знания функциональных, структурных, физико-химических и других свойств конкретных объектов с учетом условий эксплуатации и т. п. Выбор и измерение прогнозирующих параметров не являются необходимыми, так как при прогнозировании в конечном итоге интересует только зависимость (4), где
являются задачи построения и обработки модели (3) с целью получения прогноза, а также задачи выбора прогнозирующих параметров. Для решения задачи выбора совокупностей прогнозирующих параметров не существует формализованных методов. Даже для простых объектов прогнозирующие параметры выбираются интуитивно на основе знания функциональных, структурных, физико-химических и других свойств конкретных объектов с учетом условий эксплуатации и т. п. Выбор и измерение прогнозирующих параметров не являются необходимыми, так как при прогнозировании в конечном итоге интересует только зависимость (4), где ![]() представляет факторы, определяющие необратимые изменения в объекте прогнозирования
представляет факторы, определяющие необратимые изменения в объекте прогнозирования
Однако установить функциональную связь в явном виде между техническим состоянием е и факторами ![]() в общем случае не представляется возможным. Более того, измерение значений вектора
в общем случае не представляется возможным. Более того, измерение значений вектора ![]() весьма затруднено, если вообще возможно. Поэтому связь (4) устанавливают опосредованно через зависимость (2) путем измерения прогнозирующих параметров, относительно которых предполагается, что их значения изменяются во времени из-за воздействия факторов
весьма затруднено, если вообще возможно. Поэтому связь (4) устанавливают опосредованно через зависимость (2) путем измерения прогнозирующих параметров, относительно которых предполагается, что их значения изменяются во времени из-за воздействия факторов ![]() , и затем через зависимость (3). экстраполируя значения прогнозирующих параметров на будущие периоды времени.
, и затем через зависимость (3). экстраполируя значения прогнозирующих параметров на будущие периоды времени.
Таким образом, практическая реализация теоретически строгих постановок задач прогнозирования технического состояния сложных объектов встречается е трудностями и ограничениями.
Этим, по-видимому, объясняется слабое и медленное внедрение методов и средств прогнозирования в практику.
Априорные данные о технических характеристиках объекта можно получать от средств функционального и тестового диагностирования. Тем самым при достаточно "хороших" средствах функционального и тестового диагностирования и при условии организации накопления и обработки выдаваемой ими информации имеется возможность в любой период времени жизненного цикла конкретного экземпляра объекта иметь не только абсолютные фактические значения интенсивности и отказов и прогнозирующих параметров, но также динамику их изменения, например, в виде кривых.
При наличии таких кривых можно эмпирически выбрать критерии годности и назначить его предельное значение, но достижении которого дальнейшее использование данного экземпляра объекта либо невозможно (опасно) , либо не оправдано по технико-экономическим соображениям. Удачный выбор критерия годности позволяет использовать его значение также для управления периодичностью тестового диагностирования (т. е. профилактики и ремонта) объекта. Это и будет реализацией индивидуального прогнозирования технического состояния объекта и тем самым обслуживания его по состоянию.
Простейшими критериями годности могут быть, например, абсолютные значения или скорости изменении абсолютных значений интенсивностей и отказов, или некоторых (прогнозирующих) параметров.
Конечно, наиболее трудными являются вопросы обоснованного назначения предельного значения критерия годности, а также выбора прогнозирующих параметров. Теоретически обоснованные ответы на эти вопросы удается получить далеко не всегда и только для очень простых объектов. В большинстве случаев, однако, могут оказаться приемлемыми методы экспертных оценок.
 Список литературы:
Список литературы:
1. ёв «Устройство и ремонт бытовой техники» 1994; 320с.
2. «Диагностика бытовых машин и приборов» 2001; 36с.
3. «Электрические приборы бытового назначения» 1982; 264с.
4. «Техническая диагностика машин» 1985; 168с.
5. «Средства технической диагностики машин» 1983 ; 238с.
