

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
27)Методы подвода тепловой энергии к паяному соединению при монтаже ЭРЭ и ИС в отверстия
Подвод тепла зависит от вида (локальной) пайки:
1) Контактная – паяльником – нагрев жала паяльника электрическим током (до 30-40/100грд [в зависимости от нужной скорости] выше температуры плавления припоя), в процессе пайки температура жала снижается -> число последовательно выполняемых соединений ограничено. Из за кртковременности перегрева (длительность 3-5с, чтоб хватило подбирают мощность паяльника 4-18Вт – для тонких выводов микросхем, 25-40- для печатного монтажа, 40-100 – проводной монтаж и лужение, напряжение паяльника 220В) – можно пренебречь окислительным процессом на поверхности припоя. Недостаток – зависимость температуры в зоне пайки от теплопровода и теплоемкости паяемого узла; от силы прижатия жала –> необходимо увеличать мощность паяльника
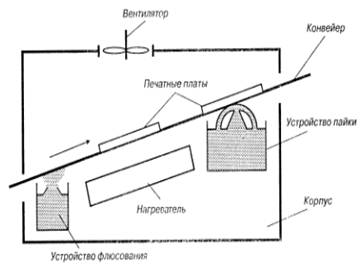
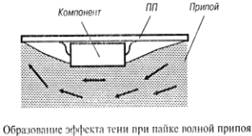
2) Волновая пайка – при больших объемах выпуска, ПП закрепляют на конвейр, движущийся через камеру установки (наклон конвеера 5-7грд, скорость перемещения 0.5-3м/мин), устройство флюсования покрывает ПП тонким слоем флюса, нагреватель его сушит и доводит температуру ПП до температуры, выше на 80грд окр. среды, потом плата перемещается через гребень волны расплавленного припоя, высота волны 10-15мм над уровнем расплавленного припоя. Присутствует эффект «тени» - припой не попадает во все места - непропай
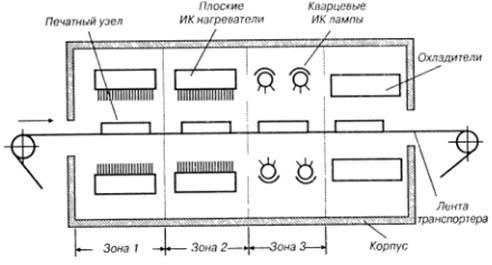
3) Инфракрасная и конвекционная : тепловым излучением и циркуляция горячего водуха (достоинства – управление с помощью смены мощности излучения).
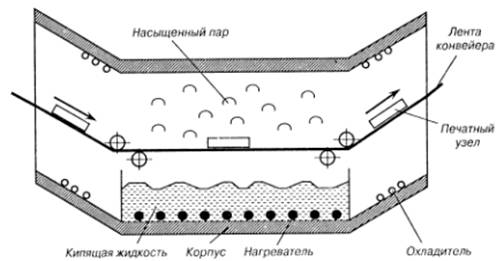
4) Пайка в паровой фазе – нагрев насыщенным паром – достоинства – температура контролируется самим процессом и является наиболее низкой среди других методов оплавления, жидкость дистилированая – испаряясь с платы не оставляет следов, отсутствие окислений паяных соединений при монтаже
5) Пайка горячим газом – струйный нагрев газом: аргон, гелий, азот (остронаправленный поток, d<0,5mm) – вызывает повторное растворение нанесенного при лужении зоны припоя
6) Пайка сопротивлением: выделение тепла на Uобразном электроде, dпроволоки 0.2-1.2 (молибден, вольфрам). Недостаток – загрязнение проволоки флюсами и окислами и в следствие искажение режима пайки. При этом способе пайки соединяемые детали помещают между двумя электродами, сдавливают надлежащим образом и пропускают через них ток. Давление с электродов не снимается до тех пор, пока расплавленный припой в соединении не затвердевает. В некоторых случаях оба электрода могут быть расположены на одной и той же стороне соединения, если с другой стороны предусмотрена соответствующая поддержка детали, обеспечивающая создание необходимого давления для пайки.
7) Лазерная, не групповая, скорость монтажа 10 соед/мин, при нагреве лазером ПП и элементы практически не греются, процесс автоматизируем, не требуется спец. сред
