
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Министерство образования и науки Республики Казахстан
Павлодарский государственный университет
им. С. Торайгырова
Факультет машиностроения, металлургии и транспорта
Кафедра машиностроения и стандартизации
СОСТАВЛЕНИЕ ШИФРА МОДЕЛИ СТАНКА И ОПРЕДЕЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ВОЗМОЖНОСТЕЙ
Методические указания к выполнению практической работы № 1 по дисциплине «Металлорежущие станки» для студентов специальности 050712 – Машиностроение
Павлодар
Кереку
2009
УДК 621.9(07)
ББК 63-5я7
К41
Рекомендовано к изданию заседанием кафедры машиностроения и стандартизации, факультета машиностроения, металлургии и транспорта Павлодарского государственного университета
им. С. Торайгырова
Рецензент:
– кандидат технических наук, профессор Павлодарского государственного университета им. С. Торайгырова
К41 Составление шифра модели станка и определение технологических возможностей: методические указания к практической работе № 1 по дисциплине «Металлорежущие станки» для студентов специальности 050712 – Машиностроение / – Павлодар : Кереку, 2009. – 17 с.
В методических указаниях на основе изложенной классификации металлорежущих станков студентам предлагается составить шифр моделей станков в соответствии с выданными вариантами. Кроме того, на основе литературных источников ставится задача перечислить применяемые на станках приспособления, режущий и мерительный инструмент, описать технологические возможности станка.
Методические указания рекомендуются студентам машиностроительных специальностей вузов.
УДК 621.9(07)
ББК 63-5я7
© 2009
© ПГУ им. С. Торайгырова, 2009
За достоверность материалов, грамматические и орфографические ошибки ответственность несут авторы и составители
Введение
При разработке технологических процессов обработки деталей одной из основных задач является правильный выбор модели станка. Выполнение студентами практической работы, изложенной в методическом указании, облегчит им решение вышеуказанной задачи. Кроме того, на конкретных примерах студентам предоставляется возможность познакомиться с технологическими возможностями, применяемой технологической оснасткой. Данная работа является первой в цикле практических работ по освоению методики расчета и настройки параметров движений на обработку поверхностей деталей машин с требуемой точностью.
1 Цели и задачи практической работы
1.1 Цель практической работы – освоить принципы составления шифра моделей станков выпускаемых станкостроительными предприятиями на основе классификации станков по технологическому назначению и видам обработки и определить технологические возможности станка.
1.2 Задачи практической работы:
– составление шифра моделей станка на основе исходных данных в виде эскиза детали, серийности производства и таблицы классификации металлорежущих станков по технологическому назначению и видам обработки
– выполнение краткого описания применяемых на станке приспособлений, режущего и мерительного инструментов;
– перечисление технологических возможностей станка.
2 Классификация металлорежущих станков
Металлорежущие станки классифицируют по следующим признакам:
1) по степени универсальности и автоматизации;
2) по технологическому назначению и видам обработки;
3) по точности;
4) по массе (весу).
По степени универсальности и автоматизации станки делят на:
– универсальные;
– специализированные;
– специальные;
– гибкие производственные модули (ГПМ);
– автоматические линии.
Универсальные станки применяют для обработки деталей широкой номенклатуры малыми партиями (предельно – одна штука) в условиях единичного производства и реже в условиях мелкосерийного производства. Универсальные станки, как правило, имеют низкий уровень автоматизации.
Станки с числовым программным управлением (ЧПУ) общемашиностроительного применения относят к универсальным станкам. Однако они имеют довольно высокую степень автоматизации и используются в условиях мелкосерийного и среднесерийного производства. Станки с ЧПУ можно отнести к классу полуавтоматов, т. е. к станкам, в которых весь цикл обработки выполняется автоматически за исключением загрузки и разгрузки.
Таблица 1
Группа станков | Шифр группы | Шифр типа | |||||||||
0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | ||
Резервные | 0 | — | — | — | — | — | — | — | — | — | — |
Токарные | 1 | Автоматы и полуавтоматы | Револьверные | Сверлильно-отрезные | Карусельные | Токарные и лобовые | Многорезцо-вые | Специализи-рованные | Разные токарные | ||
Специ-ализиро - ванные | Одношпиндель-ные | Многошпин-дельные | |||||||||
Сверлиль-ные и расточные | 2 | Вертикально-сверлильные | Полуавтоматы | Кординатно-расточные | Радиально-сверлильные | Горизон-тально-расточные | Алмазно-расточные | Горизон-тально-сверлильные | Разные сверлиль- ные | ||
Одношпин-дельные | Многошпин-дельные | ||||||||||
Шлифо-вальные и доводочные | 3 | — | Круглошлифо-вальные | Внутришлифо-вальные | Обдирочные шлифовальные | Специализиро-ванные шлифовальные | — | Заточные | Плоскошли-фовальные | Притирочные и полировальные | Разные, работающие абразивом |
Электрофизические и электрофимические | 4 | — | — | Светолучевые | — | Электрохимические | — | — | Электроэрро-зионные, ультразвуковые прошивочные | — | — |
Зубо - и резьбообраба-тывающие | 5 | Резьбо-нарез-ные | Зубострогальные для цилиндрических колес | Зубострогаль-ные для конических колес | Зубофрезер- ные | Для нарезания червячных пар | Для обработки торцев зубьев | Резьбофре-зерные | Зубоотделоч-ные и проверочные | Зубо - и резьбошли-фовальные | Разные зубо - и резьбообра-батывающие |
Фрезерные | 6 | — | Вертикальные консольные | Непрерывного действия | — | Копировальные и гравироваль-ные | Вертикальные бесконсольные | Продольные | Консольные широкоуни-версальные | Горизонталь-ные консольные | Разные фрезерные |
Строгальные, долбежные и протяжные | 7 | — | Продольные | Поперечно-строгальные | Долбежные | Протяжные горизонталь-ные | — | Протяжные вертикальные | — | Разные строгаль- ные | |
одностоечные | двухстоечные | ||||||||||
Разрезные | 8 | — | Разрезные, работающие | Правильно-отрезные | Пилы | — | — | ||||
резцом | абразивным кругом | Гладким диском | Ленточные | Дисковые | Ножовочные | ||||||
Разные | 9 | — | Опиловочные | Пилонасека-тельные | Правильно и беесцентрово - обдирочные | Балансиро-вочные | Для испытания сверл и шлифовальных кругов | Делительные машины | ~"~ | ~~ | |
Специализированные станки предназначены для обработки деталей узкой номенклатуры большими партиями. Эти станки имеют, как правило, высокую степень автоматизации и обеспечивают достаточно высокую производительность. К специализированным станкам, например, можно отнести токарные гидрокопировальные и многорезцовые полуавтоматы, зубообрабатывающие станки и другие.
Специальные станки предназначены для обработки одной детали или двух-трех подобных деталей в условиях массового производства. Эти станки имеют высокую степень автоматизации и высокую производительность.
ГПМ разрешают противоречие между массовостью выпуска продукции и переналаживаемостью (“гибкостью”) оборудования. ГПМ – это автоматизированная технологическая ячейка, в основе которой используется станок с ЧПУ, составленный из унифицированных узлов с полным набором манипулирующих, контрольных и измерительных устройств. ГПМ используется, как правило, в условиях крупносерийного и массового производства.
Автоматическая линия – это набор станков-автоматов установленных в соответствии с технологическим процессом изготовления детали, объединенных общим транспортным устройством и единой системой управления.
По технологическому назначению и видам обработки станки делят на девять групп, каждая группа делится на девять типов. Классификация станков по данному признаку приведена в таблице 1. Шифр модели станка формируется на основе данной таблицы: первая цифра в шифре модели станка указывает на принадлежность к той или иной группе, вторая цифра − на тип станка данной группы. Буквенный символ после первой или второй цифры указывает на модификацию станка в сравнении с ранее выпускаемой моделью (может вообще отсутствовать). Третья цифра, или третья и четвертая цифры указывают на основной параметр станка, обрабатываемой детали или режущего инструмента. Например, станок модели 16К20 – это станок из первой группы (токарная), шестого типа – винторезный, модифицированный и высотой центров станка над станиной – 200 мм; 1А616 – тот же станок, но с высотой центров – 160 мм; 2Н125 – станок второй группы (сверлильно-расточной), вторая цифра (1) – вертикально-сверлильный, наибольший диаметр сверления (сверла) – 25 мм. В общем основным параметром для токарных станков является высота центров, наибольший диаметр обрабатываемой детали или прутка, для сверлильных – наибольший диаметр сверла. Для многих станков третья или третья и четвертая цифры являются шифром основного параметра станка инструмента или детали. Так, для расточных станков основным параметром является наибольший диаметр расточного шпинделя (от 80 до 320 мм: 14 соответствует диаметру 80 мм, 20 – 90 мм, 22 – 110 мм, 36 – 125 мм и т. д.), для круглошлифовальных – наибольший диаметр шлифуемой детали на её длину (диаметром от 100 до 1000 мм: 0 – 100х160 мм, 10 – 140х200 мм, 12 – 200х500 мм, 31 – 280х700 мм, 32 – 280х1000, 74 – 800х4000 мм и т. д.), для фрезерных станков – размеры стола (04 – 160х630 мм, 0 – 200х800 мм, 1 – 250х1000 мм, 2 – 320х1250 мм, 3 – 400х1600 мм и другие в зависимости от типа станка), для зубофрезерных станков – наибольший диаметр нарезаемых зубчатых колес от 01.01.01 мм (0 – 50 мм, 08 – 80 мм, 01 – 125 мм, 10 – 200 мм, 12 – 320 мм, 24 – 500 мм, 32 – 800 мм, 42 – 2000 мм), для зубодолбежных станков – наибольший диаметр нарезаемых зубчатых колес от 01.01.01 мм (11 – 80 мм, 22 – 250 мм, 40 – 500 мм, 50 – 800 мм, 200 – 2000 мм), для поперечно-строгальных станков – наибольшая длина хода ползуна с суппортом от 200 мм до 710 мм (11 – 200 мм, 5 – 500 мм, 7 – 710 мм), для долбежных станков – наибольший ход долбяка от 100 до 1000 мм (01 – 100 мм, 02 – 200 мм, 03 – 320 мм, 10 – 1000 мм), для горизонтально-протяжных – номинальное тяговое усилие от 100 до 400 кН (10 – 100 кН, 20 – 200 кН, 40 – 400 кН и так далее по другим типам станков). Кроме того, в конце шифра модели станка очень часто добавляется буквенный символ с цифрой или без цифры. Буквенные символы могут указывать на следующее:
Ф – станок с ЧПУ;
П – повышенной точности;
В – высокой точности;
А – особо высокой точности;
С – сверхточный.
Иногда буква П используется для обозначения того, что станок патронного типа. В этом случае в шифре модели повышенной точности используется буквенный символ К. Цифра после буквенного символа Ф указывает на тип системы программного управления: Ф1 – цикловая система программного управления, Ф2 – позиционная, Ф3 – контурная, Ф4 – комбинированная.
Некоторые станкостроительные заводы России, а также заводы дальнего зарубежья (Германии, Франции и т. д.) присваивают станкам заводские шифры. Например, СШ-50 – Саратовский завод шлифовальных станков, ХШ1-10 - Харьковский завод шлифовальных станков и т. д. В этом случае для определения типа станка по шифру необходимо знать станкостроительные предприятия.
По точности станки делят на пять классов:
Н – нормальной точности;
П – повышенной точности;
В – высокой точности;
А – особо высокой точности;
С – сверхточные станки.
Для станков нормальной точности стандартами «Нормы точности и жесткости» установлены допустимые отклонения геометрических параметров, которые при переходе от класса к классу образуют геометрический ряд со знаменателем φ = 1,6. Например, если для станка нормальной точности отклонение от прямолинейности перемещения суппорта на длине его хода составляет 32 мкм, то для станка повышенной точности значение этого параметра составит 20 мкм. В шифре модели станка нормальной точности буква Н не ставится.
По весу станки делят на легкие весом до 10 кН (массой до 1т), средние – до 100 кН (массой до 10т) и тяжелые – свыше 100 кН. Тяжелые станки, в свою очередь, подразделяются на крупные (100 – 300 кН), собственно тяжелые (300 кН – 1 МН) и уникальные (свыше 1 МН).
3 Варианты заданий
Варианты заданий | ||
№ варианта | Эскиз детали и другие исходные данные | Серийность |
1 1.1 1.2 1.3 1.4 | Обрабатываются все поверхности кроме торцев и центровых отверстий
d1 = 60мм, ℓ1 = 250мм d3, d4 по 8-му квалитету точности размеры d2, ℓ2, ℓ3, ℓ4 – принципиального значения для решения задачи не имеют d1 = 120мм, ℓ1 = 1000мм d3, d4 - по 8-му квалитету точности d1 = 60мм, ℓ1 = 250мм d3, d4 по 8-му квалитету точности d1 = 60мм, ℓ1 = 250мм d3, d4 - по 8-му квалитету точности | единичное единичное крупносерийное среднесерийное |
2 2.1 2.2 2.3 2.4 | Обрабатываются все поверхности
d1 = 100мм, ℓ1 = 50мм, d2 = 30мм d2 по 8-му квалитету точности d1 = 900мм, ℓ1 = 50мм, d2 = 120мм d2 - по 8-му квалитету точности d1 = 100мм, ℓ1 = 50мм, d2 = 30мм d2 - по 8-му квалитету точности d1 = 100мм, ℓ1 = 50мм, d2 = 30мм d2 - по 8-му квалитету точности | единичное мелкосерийное среднесерийное крупносерийное, массовое |
3 3.1 3.2 3.3 | Обрабатываются выделенные поверхности
d1 = 60мм, ℓ1 = 250мм d3, d4 - по 6-му квалитету точности d1 = 120мм, ℓ1 = 1000мм d3, d4 - по 6-му квалитету точности d1 = 120мм, ℓ1 = 1000мм d3, d4 - по 6-му квалитету точности | единичное единичное среднесерийное |
4 4.1 4.2 4.3 | Обрабатывается выделенная поверхность
d1 = 100мм, ℓ1 = 50мм, d2 =30мм d2,- по 6-му квалитету точности d1 = 100мм, ℓ1 = 50мм, d2 =30мм d2,- по 7-му квалитету точности d1 = 100мм, ℓ1 = 50мм, d2 =30мм d2,- по 6-му квалитету точности | мелкосерийное массовое массовое |
5 5.1 5.2 5.3 5.4 | Обрабатывается выделенная поверхность
ℓ1 = 80мм, ℓ2 = 60мм, ℓ3 = 60мм h1 = 40мм, h2 = 20мм (фрезерование) h1 – по 8-му квалитету точности ℓ1 = 80мм, ℓ2 = 60мм, ℓ3 = 60мм h1 = 40мм, h2 = 20мм (фрезерование) h1 – по 8-му квалитету точности ℓ1 = 80мм, ℓ2 = 60мм, ℓ3 = 60мм h1 = 40мм, h2 = 20мм (строгание) h1 – по 9-му квалитету точности ℓ1 = 80мм, ℓ2 = 60мм, ℓ3 = 60мм h1 = 40мм, h2 = 20мм (шлифование) h1 – по 7-му квалитету точности | единичное среднесерийное единичное единичное |
6 6.1 6.2 |
ℓ1 = 230мм, ℓ2 = 180мм, ℓ3 = 200мм h1 = 40мм, h2 = 20мм (фрезерование) h1 – по 8-му квалитету точности ℓ1 = 2000мм, ℓ2 = 1900мм, ℓ3 = 200мм h1 = 40мм, h2 = 20мм (фрезерование) h1 – по 8-му квалитету точности | среднесерийное мелкосерийное, |
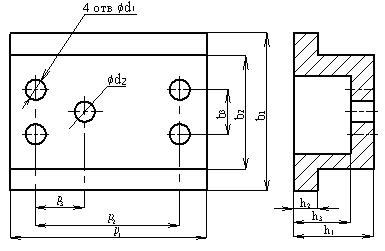
7 7.1 7.2 7.3 7.4 |
d1 = 10мм, d2 = 30мм (сверление) ℓ1 = 150мм, ℓ2 = 120мм, ℓ3 = 60мм b1 = 100мм, b2 = 80мм, b3 = 60мм h1 = 50мм, h2 = 20мм, h3 = 30мм d1 = 10мм, d2 = 30мм (сверление) ℓ1 = 150мм, ℓ2 = 120мм, ℓ3 = 60мм b1 = 100мм, b2 = 80мм, b3 = 60мм h1 = 50мм, h2 = 20мм, h3 = 30мм d1 = 30мм, d2 = 50мм (растачивание) ℓ1 = 200мм, ℓ2 = 150мм, ℓ3 = 75мм b1 = 120мм, b2 = 100мм, b3 = 60мм h1 = 50мм, h2 = 20мм, h3 = 30мм (7 квалитет точности отверстий и межцентровых расстояний) Обработка отверстий: отверстия по 7 квалитету точности, межцентровые расстояния по IT12 d1 = 20мм, d2 = 30мм (развертывание) ℓ1 = 800мм, ℓ2 = 750мм, ℓ3 = 400мм b1 = 250мм, b2 = 200мм, b3 = 150мм h1 = 200мм, h2 = 20мм, h3 = 180мм | единичное мелкосерийное, среднесерийное мелкосерийное, среднесерийное единичное, мелкосерийное |
8 8.1 8.2 8.3 8.4 | Нарезать зубчатый венец
Z = 60, m = 3, степень точности - 8-ая Z = 120, m = 6, степень точности - 8-ая Z = 60, m = 3, степень точности - 10-ая Z = 38, m = 5, степень точности - 6-ая | мелкосерийное, среднесерийное мелкосерийное, среднесерийное единичное единичное |
9 9.1 9.2 9.3 | Нарезать зубчатый венец
Z = 50, m = 3 d = 200мм, b1 = 50 мм, b2 = 30мм Степень точности – 7-ая Нарезать шлицы с эвольвентным профилем
D = 100мм, D1 = 150мм b1= 50мм, b2 = 40мм Шлицевое отверстие 100х4х9Н Z = 24, m = 4 Нарезать шлицы с эвольвентным профилем D = 100мм, D1 = 150мм b1= 50мм, b2 = 40мм Шлицевое отверстие 100х4х7Н Z = 24, m = 4 | мелкосерийное единичное крупносерийное, массовое |
3 Порядок выполнения практической работы
1. Составить шифр модели станка на основе эскиза детали, серийности производства, таблицы классификации и приведенных основных параметров станка, заготовки или режущего инструмента согласно варианту задания.
2. Дать краткую характеристику базовых поверхностей узлов несущих инструмент и заготовку.
3. Определить тип режущего инструмента, приспособления, мерительного инструмента и прочей технологической оснастки применительно к решению задачи по варианту.
4. Перечислить технологические возможности станка.
5. Перечислить режущий инструмент, применяемый на станке данного типа (согласно варианту).
Контрольные вопросы
1 По каким признакам делят металлорежущие станки?
2 Как классифицируют станки по степени универсальности и автоматизации?
3 Как классифицируют станки по технологическому назначению и видам обработки?
4 Поясните принцип составления шифра модели станка.
5 Назовите классы точности станков и соотношение допусков на геометрические параметры при переходе от класса к классу точности
6 Как классифицируют станки по весу (массе)?
7 Назовите режущие инструменты, применяемые при обработке детали по варианту
8 Назовите технологические возможности станка по варианту задания
9 Назовите приспособления и режущий инструмент, применяемые на станке
Литература
1 , , Носинов -рованные металлорежущие станки общемашиностроительного применения. Справочник. – М. : Машиностроение, 1983. − 287 с.
2 и др. Металлорежущие станки. – М. : Машиностроение, 1980. – 500 с.
3 , , ред. Справочник технолога-машиностроителя. – М. : Машиностроение, 1985. – Том 2. − 496 с.
4 , , Покровский станки. Альбом общих видов, кинематических схем и узлов. – Л. : Машиностроение, 1972. – 306 с.
5 , ред. Проектирование металлорежущих станков и станочных систем. Справочник – учебник в трех томах. Проектирование станков. – М. : Машиностроение, 1994. – Том 1. –444 с.
Содержание
Введение………………………………………………………………3
1 Цели и задачи практической работы…………………………….….4
1.1 Цель практической работы……………………………………….….4
1.2 Задачи практической работы………………………………….…..…4
2 Классификация станков……………………………………….……..4
3 Варианты заданий ………………………………………………........9
4 Порядок выполнения практической работы …………………........14
Контрольные вопросы……………………………………….……....15
Литература………………………………….…………….….…...….16
