


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ИНВЕСТИЦИОННОЕ ПРЕДЛОЖЕНИЕ
«Организация производства пластиковых файлов и папок».

БОКУП «Центр внедрения
научно-технических разработок»
224000 г. Брест
ул. Советская, 46
,
тел/
Содержание
1. Резюме. 3
2. Технология производства пластиковых файлов и папок. 5
3. Описание продукции. 8
4. Анализ рынков сбыта и стратегия маркетинга. 9
5. Производственный план. 11
6. Организационный план. 12
7. Инвестиционный план. 13
8. Показатели эффективности проекта. 14
Приложение 1: расчетные таблицы
1. Резюме
Пластиковые папки и файлы — это продукция, предназначенная для хранения и транспортировки документов. Ее в зависимости от области применения, можно условно разделить на подгруппы: папки для хранения и классификации небольшого количества документов: папки-вкладыши, папки-уголки, папки-скоросшиватели; папки для хранения относительно большого количества документации (офисные папки): папки на кольцах, папки с прижимом и папки с вкладышами; папки для транспортировки документов: папки-портфели, папки с резинкой, папки-конверты, папки на молнии, папки и портфели для рисунков и чертежей различных форматов.
В данном проекте предусмотрено производство пластиковых папок скоросшивателей и пластиковых файлов.
На сегодняшний день пластиковая канцелярская продукция относится к импортируемой в основном из России и стран Евросоюза. Данный проект соответствует основным направлениям государственной программы по импортозамещению, утвержденной Постановлением Совета Министров Республики Беларусь № 000 от 01.01.01 г и позволит заменить импортную продукцию в размере 2261 млн. руб. на первый год реализации инвестиционного проекта «Организация производства пластиковых файлов и папок».
В целом выручка от реализации продукции по годам реализации проекта представлена в следующей таблице:
2009 | 2010 | 2011 | 2012 | 2013 | 2014 |
2261,6 | 2467,2 | 3084,0 | 3084,0 | 3084,0 | 3084,0 |
Простой срок окупаемости проекта составляет 2 года 5 месяцев.
Динамический срок окупаемости инвестиций (начиная с момента осуществления инвестиций) составит 2 года 8 месяцев.
Чистый дисконтированный доход показывает абсолютную величину прибыли, приведенной к началу реализации проекта. Чистый дисконтированный
доход за период годы составит сумму, эквивалентную 544,64 млн. руб.
В отличие от чистого дисконтированного дохода индекс рентабельности является относительным показателем, что делает его удобным в планировании при выборе одного проекта из нескольких альтернативных. Индекс рентабельности (доходности) по данному проекту равен 1,54.
Внутренняя норма доходности (ВНД) - интегральный показатель, рассчитываемый нахождением ставки дисконтирования, при которой стоимость будущих поступлений равна стоимости инвестиций (ЧДД=0). По проекту «Организация производства пластиковых файлов и папок» ВНД равна 52,78%.
Основные показатели рентабельности по инвестиционному предложению «Организация производства пластиковых файлов и папок» представлены в следующее таблице:
наименование показателей | По периодам (годам) реализации проекта | ||||
2009 | 2010 | 2011 | 2012 | 2013 | 2014 |
Рентабельность продукции | 31,36% | 31,92% | 38,16% | 37,72% | 37,27% | 36,82% |
Рентабельность продаж | 23,87% | 24,20% | 27,62% | 27,39% | 27,15% | 26,91% |
Анализ показателей эффективности инвестиций говорит о том, что при прогнозируемых объемах производства, капитальных вложениях, ценах на готовую продукцию и производственных издержках проект является надежным.
2. Технология производства пластиковых файлов и папок
Технологический процесс изготовления пластиковых папок и файлов можно разбить на 2 подпроцесса:
1. Изготовление полипропиленовой пленки на экструдере;
2. Вырубка и сварка полипропиленовых листов в папки и файлы.
Первым этапом производства полипропиленовой пленки является расплав гранулята полипропилена. Пленка вырабатывается методом экструзии расплава полипропилена с последующим раздувом по схеме «сверху - вниз» с водяным охлаждением рукава. Полученный рукав может быть разрезан на полурукав (рукав, разрезанный по всей длине с одной стороны) или на полотно (рукав, разрезанный по всей длине с обрезкой кромок). После набора необходимой длины рукава для одного изделия рукав в автоматическом режиме отрезается холодным или чаще нагреваемым ножом (использование горячего ножа обязательно для полипропилена). Далее следует наматывание пленки на большой роль.
Таким методом перерабатывают в пленки полиэтилен, полипропилен, поливинилхлорид, полизтилентерефталат и другие полимеры, преимущественно в виде гомогенных материалов, реже наполненных газами или минеральными порошками и другими компонентами, улучшающими их перерабатываемость, эксплуатационные свойства. Различают метод экструзии через головки плоскощелевую (плоская пленка) и кольцевую (рукавная пленка).
Процесс производства рукавной пленки заключается в непрерывном выдавливании расплава полимера через кольцевую фильеру в виде рукава и последующем его раздуве до необходимых размеров. Перерабатываемый материал из бункера поступает в экструдер и далее через фильтр в кольцевую головку. В зависимости от выбранной схемы производства используют головки угловые или прямоточные. После выхода из головки цилиндрическая заготовка расплава полимера раздувается (поперечная вытяжка) до необходимых размеров, затем рукав охлаждается и поступает в приемные устройства.
Для подготовки расплава при производстве рукавных и других экструзионных пленок можно использовать следующие виды экструдеров: червячные прессы, дисковые экструдеры, комбинированные червячно-дисковые и дисково-червячные экструдеры, каскадные экструдеры.
Пленочный рукав можно охлаждать с наружной и внутренней поверхностей устройством, в котором в качестве хладагента используют воздух или жидкость. В обоих случаях хладагент в виде концентрической сходящейся струи подается на поверхность рукава. При охлаждении жидкостью используют устройства, в которых пленка либо погружается непосредственно в жидкость (окунание), либо контактирует с поверхностью насадки, охлаждаемой жидкостью, либо охлаждается стекающей по пленке жидкостью.
К приемным относятся устройства: стабилизирующее, складывающее, фальцовочное, тянущее, ширительно-центрирующее.
Способ экструзии полимерного рукава раздувом выгодно отличается простотой и экономичностью при производстве из различных термопластов широкого ассортимента пленок шириной мм, толщиной 0,005-0,5 мм.
Опциально машины комплектуются устройством запайки рукава, которое поставляется вкупе с настраиваемой двухэтапной системой подачи воздуха внутрь рукава. Такая система позволяет контролировать диаметр рукава с помощью подаваемого внутрь воздуха и спаянного снизу рукава, что важно для производства изделий большой ширины и диаметра.
Подбор системы обрезки рукава вообще и конкретного дизайна ножей в частности осуществляется индивидуально для каждого проекта и вида изделия.
На многоручьевых головках при большой скорости экструзии (и коротком цикле выдува) иногда чрезмерные проблемы вызывает статическое электричество, образующееся на рукавах. Для избежания слипания и изгибания рукава вследствие влияния статического электричества, если не помогают специальные добавки и режимы, можно использовать антистатическую панель. Такая панель устанавливается около точки выхода рукавов из головки и помогает снять с них статический заряд.
После изготовления рулонов пленки следует их установка на сварочно-рубочные машины. Данным проектом предусмотрено использование оборудования тайваньского производства. Для производства пластиковых папок-скоросшивателей будет использоваться сварочно-рубочная машина YS-22AU-600. Стоимость данного оборудования с учетом доставки составит 576 млн. руб. Основные технические характеристики данной машины представлены в следующей таблице:
Максимальная ширина папки | 500 мм |
Возможное изменение ширины папки | 450 — 500 мм |
Максимальная длина (высота) папки | 350 мм |
Высота папки после согласования (не может быть измененена без заказка доп. ультрасоников) | 308 мм |
Производительность | 2уд/мин |
Толщина пленки | 0,18 мм (левый и правый слой ) 0,2 мм (средний слой ) 0,17 мм (бумага) |
Параметры металлической вставки (усики) – Ш х Т х Д, мм | 150 х 0,25 х 600 |
ПРИВОД: Серводвигатель Двигатель подачи Двигатель размотки | 3 кВт Мотор DC – 4 шт. Мотор АС - 1шт. |
Устройство ультразвуковой сварки Включая сварную форму | 2600 Вт, 3 шт |
Устройства вырубки | - овальной формы Ø 15 мм х 1 шт. - круглой формы Ø 4,5 мм х 4 шт. - угловой формы (R) х 2 шт. |
Отрезка | Высокоточный отрезной нож - 1шт. |
РАЗМОТЧИК оснащен | 1. Устройством контроля кромки (EPC) и контролерами натяжения ручного типа – 3 шт. 2. Устройством размотки и вставки бумажной ленты. 3. Доп. размотчик для ленты (в средний слой) |
Для производства пластиковых файлов будет использоваться сварочно-рубочная машина SDH-263SC-A. Стоимость данного оборудования с учетом доставки составит 234 млн. руб. Основные технические характеристики данной машины представлены в следующей таблице:
Длина протяжки | 600 мм (макс) |
Ширина файла | 550 мм (макс.) |
Толщина пленки | 0,035-0,06 мм |
Производительность | 120 уд/мин (макс) |
Главный двигатель | 2,0 л. с. АС |
Двигатель размотчика | ½ л. с. АС |
Тип управления | Сервопривод |
Сварной нож | Точечная термосварка |
В данном проекте предусмотрена закупка готовой пленки в ролях у российских поставщиков и изготовление из нее готовой продукции ввиду отсутствия качественного полипропиленового гранулята на внутреннем рынке и ближнем зарубежье, а также сложностью и высокой стоимостью подбора рецептуры для изготовления полипропиленовой пленки.
3. Описание продукции
Основными видами продукции, предлагаемыми к производству в инвестиционном проекте «Организация производства пластиковых файлов и папок», являются канцелярские файлы и папки-скоросшиватели на основе полипропиленовой пленки. Данная продукция входит в состав наиболее потребляемой офисной продукции, но на данный момент большая часть ее импортируется из Российской Федерации и стран Евросоюза.
Полипропилен, в особенности пленка из него, обладает всеми необходимыми свойствами для применения в канцелярской области. По своим характеристикам полипропиленовая пленка близка к полиэтиленовой, причем по некоторым показателям превосходит ее. По сравнению с пленками из других термопластов полипропиленовая пленка имеет преимущество в отношении стойкости к нагреванию и действию химических реагентов (она может быть подвергнута стерилизации при температуре выше 100° С). Ее достоинствами являются также превосходили гибкость, глянцевитость поверхности, прозрачность, незначительная паропронинаемость, нетоксичность, сравнительно легкая свариваемость и хорошая сопротивляемость усталостной коррозии.
Основные характеристики полипропиленовой пленки представлены в следующей таблице:
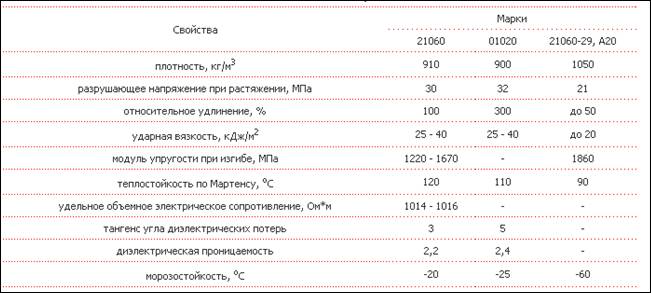
Таким образом, полипропиленовая пленка идеально подходит для изготовления канцелярских папок и файлов, а производимая на ее основе готовая продукция будет полностью соответствовать требованиям международных стандартов качества и потребителей.
4. Анализ рынков сбыта и стратегия маркетинга
На сегодняшний день внутренний белорусский рынок пластиковых файлов и папок полностью представлен импортируемой из России и стран Евросоюза продукцией.
Пластиковые папки и файлы имеют достаточно стабильный спрос в течение всего офисного периода. Однако заметно повышение спроса в сентябре и октябре и особенно в январе. Именно в это время большинство организаций готовят годовые отчеты и закупают папки для хранения документов.
Причем со временем спрос на пластиковые папки и файлы растет. По мнению специалистов компании «Экспресс-Обзор» объем рынка канцелярских товаров составил в 2007 году 70-90 млн. долларов в розничных ценах, причем рост по сравнению с 2006 годом составил 18-20%. В 2007 году доля пластиковых папок и файлов по различным источникам составляет 3,9-4,2% от общего рынка канцелярских изделий, что соответствует 2,73-3,78 млн. долларов. Разницу в экспертных оценках объема рынка специалисты компании «Экспресс-Обзор» объясняют следующим образом:
· Очень размыто само понятие канцелярских товаров. Никто точно сказать не может, какие товары следует считать канцелярскими. Например, это касается инструментов планирования (ежедневников, записных книжек и др.), пишущих принадлежностей стоимостью от 500 дол.
· Большинство обзоров носят описательный характер, в которых цифры и точность данных носят неприоритетный характер.
Таким образом, общая динамика рынка пластиковых папок и файлов может быть представлена на следующей диаграмме:
Основными производителями папок и файлов, представленными на белорусском рынке, являются следующие российские производители:
§ ГК "Erich Krause";
§ ООО "Бюрократ";
§ компания «Феникс»;
§ Компания «Фабрика пластиковых папок».
Основным представителем европейской продукции является ООО "Эссельте". Кроме этого небольшую долю рынка занимают прочие производители из западной Европы, России и Азии (порядка 15%).
Средняя розничная цена на файлы (папки-карманы) российских производителей составляет 180 руб., европейских — 195 руб.
Средняя розничная цена на папки-скоросшиватели российских производителей составляет 1120 руб., европейских — 1380 руб.
Таким образом, продукция, предлагаемая инвестиционным проектом «Организация производства пластиковых файлов и папок», является конкурентной и достаточно привлекательной отечественному потребителю: соблюдение технологии производства и отбор качественного сырья дают уверенность в высоком качестве вышеуказанной продукции, а ценовой показатель пластиковых изделий по данному проекту значительно ниже импортных аналогов.
С учетом ежегодного роста данного сегмента рынка канцелярских товаров и при условии разработки и осуществления грамотной маркетинговой стратегии предлагаемые объемы производства могут быть полностью реализованы на внутреннем рынке, а организуемое предприятие занять долю рынка равную 25-28%.
5. Производственный план
Программы производства в натуральном и стоимостном выражении приведены в таблицах 3-4 приложения 1.
План производства и реализации продукции составлен на основании потребностей рынка в данного услуге, прогнозируемых цен на продукцию с учетом имеющихся производственных мощностей.
Производственные мощности данного оборудования составляют до 13,2 млн. шт./год по пластиковым файлам и до 2,6 млн. шт./год по папкам-скоросшивателям. Однако во избежание проблем со сбытом продукции, а также возможных осложнений в процессе эксплуатации загрузка оборудования в данном инвестиционном проекте установлена на уровне 80 %, выход на данную производственную мощность осуществляется к концу второго года реализации проекта.
Расчет затрат на сырье и материалы представлен в таблице 5 приложения 1.
Расчет потребности в топливно-энергетических ресурсах оформлен в таблице 6 приложения 1. Для расчета затрат на топливно-энергетические ресурсы использовались нормы расходов ТЭР на единицу продукции, паспортные данные для планируемого к закупке оборудования.
Стоимость 1 тыс. кВт/ч электроэнергии в 2009 года принята равной 282 тыс. руб. с дальнейшим ежегодным приростом на 5 %.
Расчет амортизационных отчислений произведен линейным способом, и представлен в таблице 8 приложения 1.
Сводный расчет затрат на производство и реализацию продукции оформлен в таблице 9 приложения 1.
6. Организационный план
Для организации производства необходимо 13 работников: 8 основных рабочих и 5 руководителей, специалистов и служащих. Структура управления – линейно-функциональная.
В расчетах бизнес-плана средняя заработная плата в 2009 году на планируемом производстве составит 1163, 0 тыс. руб., далее планируется ежегодное увеличение заработной платы.
Среднемесячная заработная плата по годам реализации проекта представлена в таблице:
Годы реализации | 2009 | 2010 | 2011 | 2012 | 2013 | 2014 |
Среднемесячная заработная плата по годам реализации проекта | 1163,5 | 1279,8 | 1305,4 | 1331,5 | 1358,1 | 1385,3 |
Рост заработной платы в 2010 году вызван необходимостью увеличения заработной платы до 500 долл. США согласно Постановления Совета Министров Республики Беларусь от 01.01.2001 года «Об утверждении основных направлений социально-экономического развития Республики Беларусь на гг.».
Расчет потребности в трудовых ресурсах и зарплате работников представлен в таблице 7 приложения 1.
7. Инвестиционный план
Для решения поставленной задачи предполагается закупка тайваньской линии компании «PLUS ALIANCE» по производству пластиковых файлов и папок. Основным поставщиком данных линий в СНГ является компания «Геопласт», Москва.
Объем инвестиционных затрат структурно представлен в таблице 1:
Таблица 1
Инвестиционные затраты | ||
1 | Капитальные затраты (без НДС) | |
1.1 | Предынвестиционные затраты | 20,6 |
1.2 | Строительно-монтажные работы | 41,1 |
1.3 | Оборудование для производства папок-скоросшивателей | 411 |
1.4 | Оборудование для производства файлов | 167 |
1.5 | Транспортные расходы | 231 |
2 | Итого капитальные затраты без НДС - стоимость инвестиционного проекта | 872 |
3 | НДС, уплачиваемый при осуществлении капитальных затрат | 157 |
4 | Прирост чистого оборотного капитала | 238 |
5 | Итого общие инвестиционные затраты | 1267 |
Весь процесс технической реализации инвестиционного проекта в общем виде разделен на несколько этапов:
1. закупка, доставка, монтаж оборудования
2. проведение строительно-монтажных и пуско-наладочных работ
3. организация производства
Следует отметить, что все требуемое оборудование и технологии по своему научно-техническому уровню соответствуют требованиям международных стандартов качества и надежности.
Конечным результатом выполнения всего запланированного производственного плана должен стать выход на рынок Республики Беларусь и замена импорта.
8. Показатели эффективности проекта
Выручка предприятия от реализации 7260 тыс. пластиковых файлов и 1452 тыс. папок-скоросшивателей на первый год реализации проекта «Организация производства пластиковых файлов и папок» составит 2261,6 млн. руб.
Прибыль от реализации на первый год осуществления проекта составит 448,4 млн. руб.
Значение чистой прибыли по годам реализации проекта представлено в следующей таблице:
2009 | 2010 | 2011 | 2012 | 2013 | 2014 |
331,7 | 368,2 | 528,2 | 524,5 | 520,7 | 516,8 |
Окупаемость проекта зависит от места реализации проекта, степени оснащенности предприятия необходимыми инженерными коммуникациями и дополнительным оборудованием.
Простой срок окупаемости проекта составляет 2 года 5 месяцев.
Дисконтированный срок окупаемости в отличие от простого учитывает стоимость капитала
и показывает реальный период окупаемости. Расчет динамического срока окупаемости проекта осуществляется по накопительному дисконтированному чистому потоку наличности. Для рассматриваемого проекта динамический срок окупаемости инвестиций (начиная с момента осуществления инвестиций) составит 2 года 8 месяцев.
Чистый дисконтированный доход показывает абсолютную величину прибыли, приведенной к началу реализации проекта. Чистый дисконтированный доход за период годы составит сумму, эквивалентную 544,64 млн. руб.
В отличие от чистого дисконтированного дохода индекс рентабельности является относительным показателем, что делает его удобным в планировании при выборе одного проекта из нескольких альтернативных. Индекс рентабельности (доходности) по данному проекту равен 1,54.
Внутренняя норма доходности (ВНД) - интегральный показатель, рассчитываемый нахождением ставки дисконтирования, при которой стоимость будущих поступлений равна стоимости инвестиций (ЧДД=0).
Если инвестиционный проект реализуется за счет заемных средств, то ВНД характеризует максимальный процент, под который возможно взять кредит, чтобы успешно рассчитаться из доходов от реализации продукции. По проекту «Организация производства пластиковых файлов и папок» ВНД равна 52,78%.
Анализ показателей эффективности инвестиций говорит о том, что при прогнозируемых объемах производства, капитальных вложениях, ценах на готовую продукцию и производственных издержках проект является надежным.
