

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Системы управления взвешиванием
Системы управления взвешиванием и дозированием представляют собой программно-аппаратный комплекс, предназначенный для автоматизации процессов, требующих измерения веса компонентов, учета произведенной продукции или расхода сырья. Использование системы управления взвешиванием позволяет вывести производство на качественно новый уровень и получить «прозрачную» систему отчетов по расходу сырья и выпущенной продукции.
Использование автоматизированной системы управления взвешиванием позволит:
· Повысить качество выпускаемой продукции за счет точной дозировки компонентов
· Уменьшить издержки связанные с перерасходом сырья
· Снизить процент брака за счет точного выполнения заданной рецептуры
· Получать информацию о точном количестве произведенной продукции
· Иметь информацию о фактическом времени работы оборудования
· Отслеживать связь между оператором и партией изготовленной продукции, независимо от срока произведенной продукции
· Повысить производительность оборудования за счет исключения человеческого фактора, и перевода оборудования на автоматический режим работы.
Данные функции автоматизированной системы реализуются с использованием следующих возможностей:
· Использования единой базы данных рецептов продукции.
· Максимального разграничения полномочий оператора, технолога, начальника производства. Каждый из перечисленных участников отвечает только за вверенную ему область, и не может вмешаться в производственный процесс с иными функциями
· Сохранения в базе данных информации о фактическом времени приготовления продукции, её количестве и работе исполнительных механизмов.
Нашей компанией разработаны следующие системы управления взвешиванием:
1) Система весовой статистики и полуавтоматического дозирования
Система предназначена для использования в таких условиях, когда внедрение полномасштабной АСУ ТП по каким либо причинам невозможно, но требуется учет потраченного сырья и подсчет готовой продукции. Система построена на базе весовых контроллеров с ручным управлением дозированием. Процесс работы с системой выглядит следующим образом:
1) Оператор вводит с клавиатуры весового контроллера требуемую дозу компонента
2) По нажатию кнопки на весовом терминале, происходит дозирование требуемого компонента.
3) Как только необходимая доза набрана, информация о взвешенной дозе и времени взвешивания записывается в базу данных, расположенную у начальника производства (или иного ответственного лица)
4) Для обеспечения контроля над исполнительными устройствами выгрузки сырья информация о времени выгрузки заносится в базу данных.
5) При необходимости можно посмотреть отчет об изготовленной продукции и расходе сырья за определенный период.
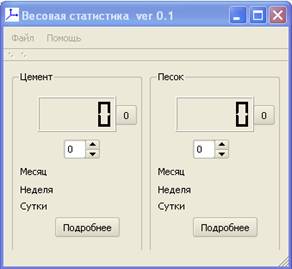

Рис.1. Система весовой статистики и полуавтоматического дозирования для бетонорастворного узла.
Данная система также может быть использована для реализации поточного взвешивания на конвейерах, транспортерах и обеспечения учета готовой продукции фасовочных аппаратов.
2) Система управления последовательным взвешиванием компонентов.
Система управления последовательным взвешиванием предназначена для автоматизации технологических процессов изготовления многокомпонентной продукции. Зачастую, при большом количестве компонентов, установить систему параллельного дозирования представляется невозможным. Для решения подобных задач специалистами СЦКА была разработана система последовательного взвешивания.
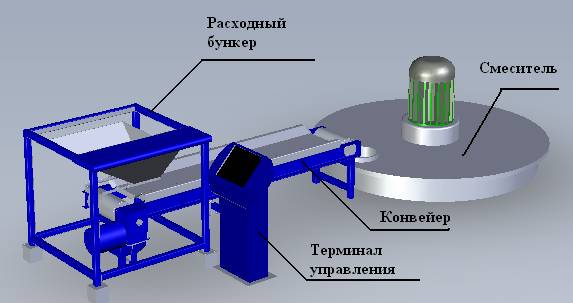
Рис.2. Одна из конфигураций систем
последовательного взвешивания(установка приготовления приправ).
Процесс изготовления осуществляется путем последовательного взвешивания ингредиентов продукции и их дальнейшей транспортировки в смеситель с помощью ленточного конвейера. Необходимая очередность следования ингредиентов и их количество контролируется блоком управления, оснащенного весовым контроллером и имеющим связь с базой данных технолога, посредством локальной сети предприятия.
Процесс работы установки выглядит следующим образом:
1) На терминале управления отображается, какой ингредиент, и в каком количестве, в данный момент необходимо засыпать в весодозирующий бункер.
2) В весодозирующем бункере ингредиент взвешивается и, в случае набора необходимого веса, подаётся звуковой сигнал.
3) После подачи звукового сигнала оператор получает возможность перехода к взвешиванию следующего компонента. При перевесе, шибер весодозирующего бункера блокируется до тех пор, пока оператор не устранит лишнюю часть засыпанного ингредиента.
4) В том случае, когда общий требуемый вес (объем) засыпаемого ингредиента превышает максимальный вес (объем) весодозирующего бункера, шибер бункера открывается по команде оператора. Вес засыпаемого ингредиента в таком случае суммируется. Закрытие же шибера происходит по команде оператора (либо автоматически) при очистке бункера от остатков прежней порции.
5) После выгрузки из весодозирующего бункера ингредиент попадает на ленточный конвейер и транспортируется в смеситель.
6) Смеситель запускается в случаях заранее заданных по рецепту. Время работы смесителя также строго регламентировано рецептом.
Информация о процессе изготовления продукции заносится в базу данных и становится доступна для просмотра. В базу данных заносятся следующая информация:
· Номер установки
· Порядковый номер продукции, её наименование
· Заданный вес, указанный в производственном плане
· Вес фактически изготовленной продукции
· Время начала производства продукции
· Время окончания производства продукции
· Длительность приготовления продукции
Также в базу данных заносится информация о состоянии смешивающих устройств, общем времени их работы и аварийных ситуациях. Аварийные ситуации заносятся в базу данных с указанием времени аварии и причины.
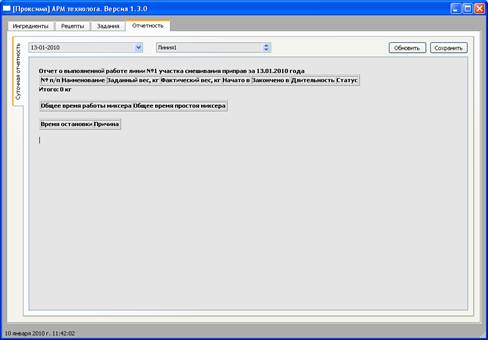
Рис.3. Интерфейс программы «АРМ «Технолог»».
Также существуют упрощенные модификации программы, не требующие практически никакого дополнительного оборудования. Данные модификации используются совместно с обычными платформенными весами. Их использование целесообразно в случаях работы с небольшими порциями ингредиентов.
Рис.4. Интерфейс программы «АРМ «Оператор»»
3) Система многокомпонентного дозирования
Системы многокомпонентного дозирования предназначены полной автоматизации процесса взвешивания. В данной системе автоматически работают практически все узлы, задействованные в системе, такие как смесители, вибраторы, шнеки. Общие принципы работы с системой аналогичны принципам для систем последовательного взвешивания компонентов. То есть присутствует разделение на лиц ответственных за подготовку рецептуры компонентов (технолог), лиц ответственных за планирование выпуска продукции (начальник производства) и лиц отвечающих за выполнение технологического процесса (оператор).
На экране у оператора отображается мнемосхема всего технологического процесса. Управление может быть произведено как в ручном, так и в автоматическом режиме. При работе в автоматическом режиме требуется задать необходимое количество изготавливаемой продукции, далее программа управления рассчитывает необходимые порции компонентов и полностью следит за процессом приготовления. Регистрируемая отчётность аналогична реализованной в системах последовательного взвешивания.
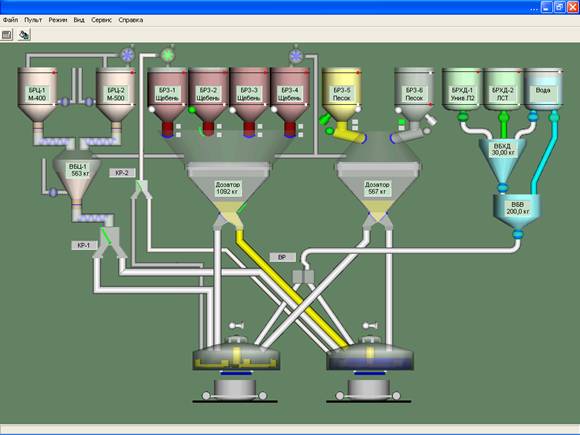
Рис.5. Внешний вид АРМ «Оператор» для бетонорастворного узла
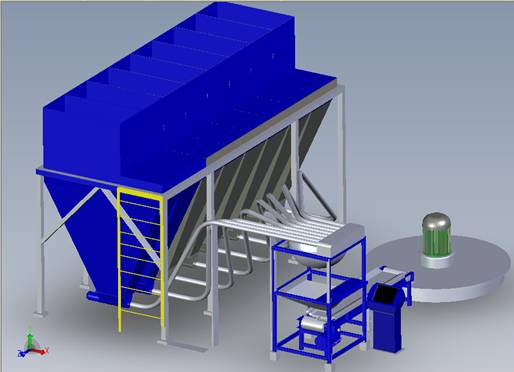
Рис.6. Примерный вид установки многокомпонентного дозирования для приготовления приправ. Система спроектирована на базе спиральных систем.
