

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Рис. 49. Саморазгружающиеся плавсредства:
а — шаланда с открывающимися бортами; б — саморазгружающиеся понтоны; /—понтон; 2—наклонный настил; 3 — ручная лебедка; 4 — трос,
пропущенный через трубу в понтоне.
Рис. 50.Схема несамоходной речной саморазгружающейся баржи грузоподъемностью 250 т:
а - запирающее устройство закрыто; б — запирающее устройство открыто; 1-понтоны; 2 — шарниры; 3 — фермы
Применение палубных и трюмных барж требует более длительного времени на перегрузку, однако позволяет выполнить каменную отсыпку более тщательно.
При отсыпке камня в постели набережных, оградительных сооружений, строящихся вблизи берега, иногда сооружают временные подмости на сваях.
Целесообразней устройство плавучего мостика из понтонов, в котором устраиваются специальные люки для отсыпки камня. По мере отсыпки профиля постели люки перекрываются щитами, а отсыпка производится в последующие люки. Мостик устанавливается на якорях и передвигается вдоль берега.
Можно отсыпать также камень и щебень при помощи транспортерных лент, установленных на подмостях.
В зимнее время целесообразно использовать грузоподъемность льда, организовав подачу камня в постель при помощи автомобилей. Со льда легче выполнять разбивку и вести контроль за качеством отсыпки.
В подпричальный откос отсыпку камня рекомендуется осуществлять непосредственно с причала при помощи наклонной площадки, закрепленной на понтоне.
Выравнивание постелей
Выравнивание постелей осуществляется после промеров, в результате которых определяется соответствие проектным отметкам. Различаются следующие разновидности выравнивания постели: грубое, тщательное и весьма тщательное. Вид выравнивания назначают в зависимости от конструкции возводимого сооружения.
Грубое выравнивание откосов и поверхности постелей выполняется при устройстве сооружений из массивовой наброски. Отклонение от проектной отметки допускается не более ±20 см.
Тщательное выравнивание применяется при устройстве оснований для установки массивов-гигантов и ряжей, по площади берм постелей набережных и для укладки бордюрных массивов, ограничивающих профиль массивовой наброски. Допускаемое отклонение от проектной отметки ±8 см.
Весьма тщательное выравнивание постели выполняется для возведения на ней стенок из правильной массивовой кладки, а также под защитные массивы, укладываемые на бермы и откосы. Допускаемое отклонение от проектной отметки ±3 см.
Грубое выравнивание выполняется водолазом: впадины забрасываются камнем, излишки удаляются за пределы участка или поднимаются на поверхность. Отметки проверяются футштоком. В случае необходимости дополнительную подсыпку камня выполняют только после команды водолаза. Во время подсыпки камня без направляющих устройств (лотков, труб) водолаз должен быть поднят на поверхность. При подъеме корзины с камнем на поверхность водолазу находиться под ней запрещается.
Тщательного выравнивания каменной постели под водой достигают установкой направляющих из узкоколейных рельсов (рис. 51). Для определения места укладки и направления рельсов устанавливают буйки или вешки, затем забивают под водой колья и по ним натягивают проволоку, которая служит ориентиром для установки рельсов. Точность установки последних осуществляется футштоком. По направляющим укладывается контрольная рейка, которая по мере разравнивания постели перемещается вдоль фронта работ. При устройстве наклонных постелей положение реек контролируется ватерпасом или плотничным уровнем, установленным на клинообразную подставку.
Иногда вместо реек при выравнивании постели под отдельно стоящие опоры применяют шаблоны — металлические рамы, размеры которых соответствуют размерам постели. Применение их целесообразно при значительном количестве отдельно стоящих опор.
Рис. 51. Равнение каменных постелей:
1— контрольная рейка; 2—натянутая проволока; 3—направляющие.
Весьма тщательное выравнивание осуществляется водолазом, который подсыпает мелкий камень или щебень (гальку) во все впадины и промежутки между крупными камнями, выравнивая поверхность под нижнюю кромку контрольной рейки. Камень и щебень подают в корзинах или непосредственно сбрасывают в места, указанные водолазом.
При выравнивании каменных отсыпей под водой удобно пользоваться специальным бункером с отводной трубой. Бункер размером 1 х 1 м укрепляют на барже со щебнем (или крепят к поплавкам) и к нему присоединяют гофрированный шланг диаметром 15—20 см, по которому подают щебень. Длина шланга зависит от глубины, на которой находится выравниваемая постель, так как конец шланга должен на 25—30 см не доходить до верха постели. Отдельные звенья шланга соединяются на фланцах. При выгрузке щебня водолаз направляет шланг и по окончании работы в одном месте дает команду на передвижение баржи со щебнем вместе с бункером и шлангом в другое место.
Начиная с 1959 г., в строительных организациях, осуществляющих морское гидротехническое строительство, начали применять механические подводные планировщики для выравнивания каменных постелей. Применение планировщиков позволило увеличить производительность работ водолазной станции и сократить сроки строительства в 2—3 раза, а также повысить качество работ.
Примером может служить механический планировщик (рис.52), разработанный и изготовленный в тресте Новороссийскморстрой [10].
Все оборудование планировщика смонтировано на понтоне грузоподъемностью 300 тс. На корме понтона к корпусу шарнирно прикреплены два направляющих патрубка из труб диаметром 320 мм, в которых при помощи стопорных винтов закрепляются штанги из труб диаметром 300 мм и длиной 20 м, к нижней части штанги прикреплен нож шириной 6 м.
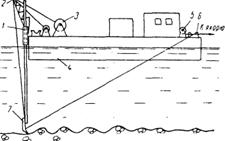
Рис. 52. Механический планировщик каменных постелей: / — направляющие патрубки; 2 — подъемный механизм стрелы; 3 — реверсивная электролебедка; 4 — понтон; 5—швартовые электролебедки; 6—кнехты; 7 — нож.
В рабочем положении направляющие патрубки стоят вертикально и нож устанавливается на заданную глубину при помощи подъемного механизма стрелы и реверсивной электролебедки, укрепленных на понтоне. После окончания работ по равнению постели, а также при транспортировке планировщика рабочее устройство поднимают в верхнее положение и укладывают горизонтально на борту понтона.
Усилия ножа воспринимаются системой тросов. Передвижение планировщика вдоль каменной постели и маневрирование его осуществляется через кнехты при помощи швартовых лебедок, закрепленных стальными канатами за мертвые якоря весом до 12 тс.
Для энергоснабжения лебедок на понтоне установлена электростанция.
Техническая характеристика планировщика треста Новороссийскморстрой
Другим примером может служить планировщик типа СПУ-1, применяемый в тресте Балтморгидрострой (табл. 20).
Таблица 20. Основные технические характеристики планировщика СПУ-1
Производительность всех типов планировщиков зависит от крупности камня и высоты срезаемых бугров. На графиках (рис.53) показана эта зависимость для планировщика СПУ-1.
Рис. 53, Графики зависимости производительности планировщика СПУ-1 от крупности камня и уровня пересыпки.
Возведение гидротехнических сооружений допускается только после уплотнения постелей.
Уплотнение постелей и набросок
Наиболее распространенным способом уплотнения подводных каменных постелей при строительстве гидротехнических сооружений является статическая огрузка (СНиП III-И. 1—62). Так, огрузка основания секций гравитационных сооружений производится массивами, изготовленными заранее для кладки последующих секций.
На части секций огрузочные массивы укладывают с эксцентриситетом, чтобы создать равномерные напряжения по подошве сооружения и избежать его наклона во время огрузки. Если при огрузке возникают недопустимые неравномерные осадки, которые в дальнейшем могут вызвать расстройство массивовой кладки сооружения, то соответствующие массивы после огрузки перекладывают.
Под огрузкой сооружение выдерживается до полного затухания осадок. Анализ фактических осадок части сооружения позволяет составить прогноз возможных величин и длительности осадок от огрузки для всего сооружения, а также определить данные, которые можно учитывать при составлении календарных графиков производства работ для конкретных условий строительства.
Недостатками этого способа являются длительность времени ожидания до затухания осадок, слабое уплотнение, большие трудоемкость и стоимость.
Статическая огрузка требует дополнительной постановки и последующего удаления из сооружения огрузочных массивов (20— 40% всех массивов, остающихся в сооружении).
На больших глубинах, в недоступных волнениям воды основаниях, а также при замене слабых грунтов устраиваются отсыпи из песчаных или гравелистых грунтов. При замене грунтов допускается применение крупнозернистых песков с возможно большим коэффициентом внутреннего трения, а также гравий и смесь песка с гравием. В таких случаях отсыпь выдерживается определенное время (на морских сооружениях — один штормовой сезон) перед возведением на ней сооружения для того, чтобы она самоуплотнилась. Разравнивание вообще не производится или выполняется водолазами, выравнивающими поверхности гидромеханизированным способом до достижения проектных отметок.

Рис. 54. Виброуплотнитель каменных постелей: 1- беседка; 2 — оболочка;
3 — башмак; 4-водоотводящая трубка.
Современные объемы и темпы строительства потребовали создания способов ускоренного уплотнения каменных набросок.
В тресте «Новороссийскморстрой» внедрен опытный образец виброуплотнителя каменных постелей (рис.54) [11].Виброуплотнитель состоит из железобетонного башмака, жестко соединенного с пустотелой железобетонной колонной-оболочкой диаметром 1,6 м, к которой прикреплен вибропогружатель ВП-3. Для монтажа вибропогружателя и удобства его обслуживания к наголовнику прикрепляется беседка.
Техническая характеристика виброуплотнителя
При уплотнении каменной постели выровненная поверхность соответствует тщательному разравниванию. В связи с образованием местных углублений при перестановке виброуплотнителя на новое место необходимо соблюдать условие: чтобы башмак ставился от ранее уплотненной зоны на расстояние примерно 1 м. Осадка виброуплотнителя достигает 40 см при толщине каменной наброски из известняков до 4 м. Время уплотнения составляет 2,5—3,5 мин, а с перестановкой — от 7 до 20 мин. Наблюдениями установлено, что осадка каменной постели составляет в среднем 8—8,5 %.
В последнее время наряду с механическими уплотнителями каменных набросок и постелей применяют описанный ранее метод уплотнения взрывами.
Укрепительные работы
Иногда в целях укрепления дна или откосов под водой производится облицовка их путем одиночного мощения камнем большого габарита и веса. Техническими условиями обусловлена необходимость укладки каждого камня или плиты, опускаемых краном, вручную.
Координацию работы крана, выполняющего укладку камней, осуществляет водолаз. Спуск камней выполняется, по команде, отдаваемой водолазом по телефону. При отсутствии видимости
место контакта укладываемого камня (плиты) с соседними про - щупывают руками. Убедившись в правильности установки камня, водолаз сигнализирует машинисту крана о возможности подъема захватного устройства.
По мере укладки камней (плит) на место находящийся на шаланде руководитель работ фиксирует их положение на чертеже. Точные координаты местоположения каждого камня можно определять по специально смонтированному на кране горизонтальному транспортиру, который показывает горизонтальный угол отклонения стрелы от нулевого положения, и вертикальному угломеру стрелы, с помощью которого определяется расстояние от крана до места укладки соответствующего камня.
В практике строительства, а еще чаще эксплуатации мостов, в результате русловых деформаций, вызванных увеличением скоростей под мостами при пропуске паводка или сжатия русел в связи с сооружением дамб, появляется необходимость укрепления воронок размыва у опор. Воронки размыва забрасывают камнем, устраивают фашинные тюфяки или габионные покрытия.
При устройстве укреплений из тюфяков с пригрузкой камнем, хворостяной выстилки и каменной отсыпки применяется камень различной твердости с объемным весом не менее 1,8 тс/м3. Камень, укладываемый под водой при устройстве укрепительных сооружений, не должен сноситься течением. Вес отдельных камней при скорости течения 1,5 м/сек должен быть не менее 3 кгс. При возрастании скорости течения вес камней повышается до 25 кг.
Хворост для мощения применяется из побегов ивовых пород длиной 2 м и диаметре в комле 4—5 см. Для надводных частей укрепительных сооружений применяется свежесрубленный хворост, желательно осенней рубки. При выполнении работ летом можно применять хворост летней рубки. Чтобы хворост мог прорастать, его складируют в тени или накрывают хворостом с большим количеством листвы.
Тюфяки размером в плане до десятков-сотен квадратных метров опускают на дно. Габионы — проволочные корзины объемом до 1 м3, заполненные камнем. Под воду габионы сбрасывают при сильном течении, когда наброска из отдельных камней становится неэффективной.
В последнее время для укрепления гидротехнических сооружений и берегов водоемов применяется асфальтобетон. Обладая достаточной устойчивостью и прочностью, благодаря своей гибкости асфальтобетон приобретает особую ценность при креплении откосов, подверженных деформациям. Кроме того, покрытия из асфальтобетона сравнительно недороги, поскольку для их изготовления используются в основном местные грунты: песок и суглинок и лишь 8—11% (по весу) составляет битум.
Интересные и большие работы по креплению асфальтобетоном подводных откосов берега от размыва были выполнены осенью 1962 и зимой 1963 г. на р. Дунае, в порту Рени, где было уложено 5,5 тыс. м2 покрытия. Асфальтобетонные маты изготовлялись на берегу секциями длиной по 6 м, шириной 7,2 м, толщи ной 5 см. Секции армировались продольными (6 мм) и поперечными (12 мм) арматурными стержнями. Маты наматывались на плавучий барабан диаметром 3 м, длиной 7,8 м и весом 15 тс. После намотки мата общей длиной до 70 м вес барабана достигал 72 тс. Плавучий барабан транспортировался к месту укладки краном грузоподъемностью 100 т на главном и 25 тс на вспомогательном крюке.

Рис. 55. Схема устройства мощения под водой из
асфальтобетонных матов.
У кордона причала барабан погружался почти полностью в воду. Конец мата водолаз крепил пятью тросами к сваям причала. Для направления укладки матов выставлялись створные знаки. После установки крана на месте работ начинался спуск мата с барабана. Во время разматывания часть барабана (30 см) находилась выше уровня воды, что позволяло наблюдать за опусканием с него мата.
В процессе размотки через каждые 15 м производилась перестроповка спущенного под воду покрытия с помощью вспомогательного крюка крана (pиc. 55). По окончании размотки конец мата срывался с барабана и опускался на глубину 20 м.
4.5. ПОДВОДНАЯ СВАРКА И РЕЗКА МЕТАЛЛОВ
Общие положения
Подводная резка и сварка применяются при ремонте трубопроводов, усилении металлических конструкций, установке заплат на пробоины в шпунтовых ограждениях и плавучих средствах, при разделке металлоконструкций и т. д.
При организации и производстве работ по подводной сварке и резке металлов надлежит руководствоваться требованиями глав СНиП III-В. 5—62 «Металлические конструкции. Правила изготовления, монтажа и приемки», «Едиными правилами охраны труда на водолазных работах» и соответствующими главами первой части СНиП.
Резка и сварка металлов под водой имеют свои характерные особенности и способы выполнения и отличаются от надводных.
В подводных условиях пока применяют только ручную электродуговую сварку плавящимся электродом.
В последнее время начинают внедрять способ полуавтоматической сварки тонкой проволокой с подачей в зону дуги углекислого газа.
Резка металла под водой осуществляется следующими способами.
Кислородная резка заключается в сжигании струей кислорода, нагретого пламенем металла. Для нагрева металла используется пламя жидких горючих (бензино-кислородная резка), водорода (водородно-кислородная резка) и ацетилена (ацетилено-кислородная резка).
Электродуговая резка заключается в выплавлении металла электрической дугой.
Электрокислородная резка основана на одновременном действии нагрева дугой и сжигании струей кислорода.
Воздушно-плазменная резка.
Сварка.
Сварка металлоконструкций под водой имеет свои особенности, требующие применения специфического оборудования и высокой квалификации водолаза.
Подводную сварку выполняют «мокрым» или «сухим» способом. При «мокрой» сварке свариваемые детали, держатель, электроды и сварщик находятся непосредственно в воде. «Сухой» способ сварки предусматривает изоляцию от водной среды сварщика, электродов и места сварки путем применения специальных подводных камер или уплотнительных устройств.
Для «мокрой» сварки металлоконструкций под водой применяют дуговую сварку. Газовый пузырь (рис.56) при горении дуги под водой состоит из паров металла, продуктов горения электродной обмазки и водорода. Под действием дуги вода вокруг нее разлагается, в результате чего образуется водород и кислород. Водород поднимается на поверхность воды, а кислород соединяется с расплавленным металлом, образуя окислы.
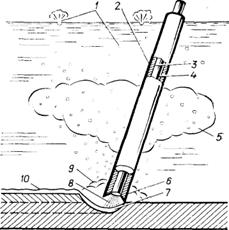
Рис. 56. Схема горения сварочной дуги под водой:
1—пузырьки газа; 2 — непроницаемое покрытие; 3— обмазка; 4— металлический стержень; 5 — облако из продуктов горения; 6 — козырек; 7 — сварочная ванна; 8 — дуга; 9 — парогазовыи пузырь; 10. шлак
Электродная обмазка менее теплопроводна, чем металлический стержень электрода, поэтому она плавится медленнее стержня, что, приводит к образованию козырька, поддерживающего устойчивость, газового пузыря.
Для подводной электросварки применяют электроды марок ЛМС-5, ЦН-П, ЭПС-5, ЭПС-52, ЭПО-55 и Р-2 с эластичным непроницаемым покрытием, состоящим из смеси воска, парафина, железного сурика, мела, стекла, портландцемента, мрамора, полевого шпата и других веществ.
В качестве сварочного кабеля используются кабели марок: РШМ и НРШМ, рассчитанные на напряжение 500 В и имеющие усиленную изоляцию. Сечение сварочного кабеля на участке, находящемся в руках водолаза, должно быть не менее 70 мм2.
Режимы сварки металлоконструкций, определяемые силой сварочного тока, зависят от вида работ, толщины металла, диаметра электрода и могут быть определены по данным табл. 21.
На качество сварного шва существенное влияние оказывают окружающие условия. Сильное течение, пониженная температура воды в сравнении с воздухом и плохая видимость отрицательно сказываются на производительности водолаза-сварщика и на качестве сварки.
Контроль за сварочной дугой в подводных условиях также осложнен. Газовый пузырь, образующийся в результате гидролиза воды, увеличивает нестабильность дуги и вызывает ее сжатие. Тепловые потери в окружающую среду в сочетании с высокой проводимостью дуги вынуждают на 20—30% увеличивать силу тока для электродов одного и того же диаметра по сравнению со сваркой в атмосферных условиях.
Давление воды также оказывает влияние на качество сварного шва. Повышенное давление ухудшает металлургический состав наплавленного металла. Установлено, что с увеличением глубины происходит заметное снижение содержания углерода, марганца и кремния в наплавленном металле сварного шва.
В последние годы наряду с совершенствованием ручной электросварки под водой внедряют полуавтоматическую сварку, позволяющую облегчить и упростить труд водолазов-сварщиков. Для полуавтоматической сварки металлоконструкций под водой используют отечественный полуавтомат А1660 («Нептун 5») с основными характеристиками:
Напряжение питающей сети, В, 127)
Потребляемая мощность, кВт,6
Сила сварочного тока, А.
Диаметр электродной проволоки, мм 1,6—2
Скорость подачи электродной проволоки, м/мин...1,5—11,5
Масса погружаемого контейнера в воде, кг 12
Глубина воды, м...... до 60
Полуавтомат «Нептун-5» состоит из источника питания, пульта управления, держателя с рукавами и контейнера с катушкой для электродной проволоки и механизмом ее подачи.
В практике выполнения сварочных работ под водой, как указано выше, применяют так называемый «сухой» способ с использованием подводных камер. В таких камерах, заполняемых сжатым газом, вытесняющим воду, используют чаще всего сварку вольфрамовым электродом в среде инертного газа.
Таблица 21
Толщина | Диаметр | Сила сва'Роч- | |
Вид работ | металла, мм | электрода, мм | ного тока, А |
Наплавка поверхностей | 4—6 | 4 | 200—240 |
То же | 6—12 | 5 | 250—300 |
» | Более 12 | 6 | 300—380 |
Заварка трещин и сварка стыковых | 3—5 | 4 | 200—220 |
швов без разделки кромок | |||
То же | 6—8 | 5 | 250—270 |
» | Более 8 | 5 | 270—300 |
То же с разделкой кромок | 6—8 | 4 | 200—220 |
» | Более 8 | ||
1-й слой | 4 | 220—240 | |
2-й слой | 5 | 250—300 | |
Сварка валиковых швов | 4—6 | 4 | 200—230 |
То же | 6—10 | 5 | 250—300 |
» | Более 10 | ||
1-й слой | 4 | 220—240 | |
2-й слой | 5—6 | 300—400 | |
Прихватка листов под валиковый | 6 и выше | 4 | 200—230 |
шов | |||
Обварка головок заклепок и кро- | — | 4 | 200—240 |
мок листов ниточным валиком |
Обычные электроды для ручной сварки в подводных камерах не применяют, так как газы, образующиеся при расплавлении флюса, делают невозможной работу сварщика в ограниченном пространстве камеры.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 |
