
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
3.3.2 Влияние сорбции на перенос в градиентной пористой среде
В работах [44 – 49] показано, что описать экспериментально наблюдаемую анизотропию в рамках существующих моделей переноса газа в свободном несорбируемом состоянии невозможно. Было установлено [44], что этот эффект наблюдается в том случае, когда свободномолекулярная составляющая потока [50] в мембране является существенной, что реализуется при давлениях близких к атмосферному в нанометровом диапазоне размеров пор. В свободномолекулярном режиме течения газа определяющим является взаимодействие молекул газа с поверхностью, поэтому в работах [44 – 48] сделано предположение, что к появлению анизотропии проницаемости может приводить специфическое взаимодействие молекул газа со стенками пор, при котором распределение молекул по направлениям становится неизотропным. Для описания специфического рассеяния газа поверхностью, будем использовать модель "белого шума" [44], полученную методами стохастической динамики. Согласно этой модели распределение молекул по направлениям вылета с поверхности поры w(q) описывается выражением:
 (3.3.6)
(3.3.6)
где q − угол вылета молекулы относительно нормали к поверхности, A – безразмерный параметр взаимодействия, определяющий ширину распределения.
При A<<1 распределение является изотропным по направлениям, что соответствует диффузной модели взаимодействия молекул с поверхностью (полная аккомодация). При А>>1 диапазон углов вылета с поверхности ограничен.
Эффект анизотропии проницаемости реализуется в асимметричных нанопористых мембранах, т. е. мембранах, состоящих из двух или более слоев с различной пористостью и размером пор [51 – 56]. Для простоты моделирования, также как и в [45] будем представлять, асимметричную пору мембраны состоящей из двух цилиндрических каналов разных.
Для вычисления плотности потока J в канале используем выражение, аналогичное уравнению первого закона Фика, записанное относительно градиента количества столкновений с поверхностью [57, 58]. Определим количество молекул dN, вылетающих с элементарной площадки dS’ под углом q’ к нормали к поверхности канала и проходящих через элементарную площадку dS сечения поры S, которое можно представить в виде [57, 58]:
![]() (3.3.7)
(3.3.7)
С учетом того, что ![]() , выражение (7) можно написать в виде:
, выражение (7) можно написать в виде:
![]() (3.3.8)
(3.3.8)
где Nст – полное число столкновений молекул с единичной площадкой в единицу времени, dΩ – телесный угол, под которым элементарная площадка dS видна с площадки dS', q – угол между направлением движения молекул и нормали к сечению канала, R – расстояние между площадками dS и dS'.
После замены переменных ![]() ,
, ![]() и dS'=2pR1dx получим:
и dS'=2pR1dx получим:
![]() (3.3.9)
(3.3.9)
Предполагая, что функция Nст(x) не слишком быстро меняется вдоль канала (т. е. предполагая, что градиент давления мал), разложим Nст(x) в ряд по степеням x [57, 58]:
 (3.3.10)
(3.3.10)
Подставим (10) в (9), полученное выражение интегрируется по всей поверхности и по сечению канала. Легко видеть, что нечетные члены разложения при интегрировании дают ноль, а предполагая малость высоких степеней разложения, ограничимся вторым членом. Неизотропность распределения молекул по направлениям движения можно учесть в виде двух множителей, которые представляют собой распределения (3.3.6), причем предполагается изотропность параметра взаимодействия по всем направлениям на поверхности канала. Тогда выражение для числа молекул, проходящих в единицу времени через сечение S после преобразования примет вид:
 (3.3.11)
(3.3.11)
где r, j – координаты элементарной площадки dS в полярных координатах с центром в точке 0 и лежащих в плоскости Z; wq, wj – распределения по углам вылетающих молекул вида (3.3.6). В выражении (3.3.11) учтено, что в силу симметрии задачи, вклад в общее число молекул, проходящих в единицу времени через сечение S зависит только от координаты dS’, то есть dS’=2pR1dx’.
При вычислении интеграла (3.3.11), для простоты, аналогично [57, 58], заменим распределение (3.3.6) прямоугольником ширины 2g. При A®0 эти углы g стремятся к p/2, при A>0 угол g<p/2.
Учитывая, что при малом градиенте количества столкновений молекул с поверхностью можно считать:
![]() (3.3.12)
(3.3.12)
получим выражение для эффективного коэффициента диффузии Dсм1 в виде:
![]() (3.3.13)
(3.3.13)
где R1 − радиус поры, r и j − показатели положения элементарной площадки dS в полярных координатах с центром в точке 0, g − максимальный угол вылета молекулы с внутренней поверхности поры [45] при аппроксимации распределения (3.3.6).
Отметим, что при A®0 и соответственно g1, g2®p/2, а R1·tg(g1), R2·tg(g2)®¥, происходит вырождение к классическому случаю записи этих интегралов.
Плотность потока газа, выраженную через параметры слоев, можно записать в виде:
 (3.3.14)
(3.3.14)
где Dсм1 и Dсм2 − эффективные коэффициенты диффузии для двух разных слоев мембраны, Nст1 и Nст2 − количества столкновений молекул с элементарной площадкой поверхности вблизи входа и выхода из мембраны в единицу времени соответственно, ![]() и
и ![]() − количества столкновений молекул газа с поверхностью на границе слоев мембраны 1 и 2 соответственно с элементарной площадкой поверхности вблизи границы стыка слоев в единицу времени, l1 и l2 − толщины слоев 1 и 2 соответственно.
− количества столкновений молекул газа с поверхностью на границе слоев мембраны 1 и 2 соответственно с элементарной площадкой поверхности вблизи границы стыка слоев в единицу времени, l1 и l2 − толщины слоев 1 и 2 соответственно.
Рассмотрим граничные сечения – сечение, в котором происходит изменение радиуса поры канала, вход и выход из канала:
 (3.3.15)
(3.3.15)
где n1 и n2 – объемные концентрации молекул во внешней среде на входе и выходе из мембраны, VT – средняя тепловая скорость, áVx1ñ и áVx2ñ − проекции средних скоростей движения молекул на ось X в первом и втором слоях канала, N1 и N2 – концентрации молекул вблизи входа и выхода из мембраны, летящих по направлению к входу или к выходу, ![]() и
и ![]() − концентрации молекул вблизи границы слоев в правой и левой частях мембраны, летящих по направлению к выходу или к входу, соответственно.
− концентрации молекул вблизи границы слоев в правой и левой частях мембраны, летящих по направлению к выходу или к входу, соответственно.
Первое уравнение в системе (3.3.15) описывает перенос через сечение, в котором происходит изменение радиуса канала. Разница между количеством молекул проходящих сечение с правой и левой стороны дают поток через это сечение. Для этого производим интегрирование аналогичное тому, что мы проводили при расчете эффективных коэффициентов диффузии слоев мембраны (3.3.14), только с измененными пределами интегрирования, так как нас интересуют только молекулы, прилетевшие в это сечение с одной стороны:
 (3.3.16)
(3.3.16)
Учитывая, что второе слагаемое (3.3.16) четная функция, с учетом (3.3.13), заменив первое слагаемое в выражении (3.3.16) при ![]() на
на ![]() получим:
получим:
![]() (3.3.17)
(3.3.17)
![]() (3.3.18)
(3.3.18)
Разница выражений (3.3.17) и (3.3.18), с учетом первого уравнения системы (3.3.15) приобретает вид:
![]() (3.3.19)
(3.3.19)
Проанализируем полученное выражение. При бесконечных пределах интегрирования (т. е. когда параметр взаимодействия A®0), ![]() и
и ![]() ®1, что фактически говорит о равенстве частоты столкновений молекул с поверхностью с разных сторон границы изменения радиуса поры. При A>0 значение этого интегралов становится меньше 1, то есть выражение (3.3.19) описывает резкое изменение частоты столкновений молекул газа с поверхностью на длине порядка длины свободного пробега молекул на границе изменения радиуса.
®1, что фактически говорит о равенстве частоты столкновений молекул с поверхностью с разных сторон границы изменения радиуса поры. При A>0 значение этого интегралов становится меньше 1, то есть выражение (3.3.19) описывает резкое изменение частоты столкновений молекул газа с поверхностью на длине порядка длины свободного пробега молекул на границе изменения радиуса.
Аналогичным образом рассчитывается перенос газа через сечения входа и выхода из канала. Перепишем полученные уравнения:
 (3.3.20)
(3.3.20)
При A>0 и ![]() и
и ![]() <1 из четвертого и пятого уравнений системы (3.3.20) следует, что частота столкновений молекул со стенками канала больше по сравнению со случаем диффузного рассеяния.
<1 из четвертого и пятого уравнений системы (3.3.20) следует, что частота столкновений молекул со стенками канала больше по сравнению со случаем диффузного рассеяния.
Для полного описания переноса газа в канале необходимо учитывать поверхностный поток, рассмотрим его влияние на течение газа в асимметричном канале. Если газ находится в тепловом равновесии со стенками поры, то концентрация молекул в непосредственной близости от поверхности будет больше, чем на удалении от стенки [59]. Коэффициент диффузии поверхностного потока зависит от поверхностной концентрации газа, то есть от концентрации сорбированных поверхностью молекул газа. Стоит отметить, что при малых давлениях, каждая из изотерм сорбции обладает линейным участком зависимости количества сорбированных молекул от давления, в первом приближении описываемая изотермой Генри. Простейшим видом зависимости коэффициента поверхностной диффузии от количества сорбированных молекул в таком случае, является линейное приближение, когда он прямо пропорционален поверхностной концентрации [60], которая зависит от количества молекул, падающих в единицу времени на единицу поверхности [61].
![]() (3.3.21)
(3.3.21)
где Dпов – коэффициент поверхностной диффузии, Nср – средние значения количества столкновений молекул с поверхностью канала в слое мембраны.
Свободно молекулярную и поверхностную составляющие потока можно рассматривать аддитивно, поскольку они идут по независимым механизмам течения [59]. Перепишем систему (3.3.20) для учета влияния поверхностной составляющей потока на течение в модельном канале в условиях неизотропного распределения молекул по направлениям вылета с внутренней поверхности канала:
 (3.3.22)
(3.3.22)
Выражения (3.3.17) и (3.3.18) для потока через сечения изменения радиуса с учетом поверхностной составляющей потока перепишутся в виде:
 (3.3.23)
(3.3.23)
где первые два члена отвечают за свободномолекулярную составляющую потока и рассчитываются аналогично (3.3.17) и (3.3.18), а последний представляет собой долю поверхностного потока, проходящую через сечение изменения радиуса поры мембраны.
Аналогичным образом переписываются уравнения для сечения входа и выхода из мембраны. Различие в эффективных коэффициентах диффузии обусловлено изменением пределов интегрирования:
 (3.3.24)
(3.3.24)
Выразить аналитически решение получившейся системы (3.3.15), (3.3.22) относительно плотности потока J и частот столкновений на границах слоев Nст1, Nст2, ![]() ,
, ![]() , не представляется возможным. Система уравнений решается численно.
, не представляется возможным. Система уравнений решается численно.
В случае с неизотропным распределением молекул по направлениям движения (A>0) наблюдаются величины анизотропии, качественно совпадающие с наблюдаемой в эксперименте. Исследована зависимость величины анизотропии Jпр/Jобр (отношения прямого – подача высокого давления на селективный слой, и обратного потоков) от параметра взаимодействия. Анизотропия обусловлена увеличением количества соударений молекул с поверхностью и, как следствие, увеличением количества молекул сорбированных поверхностью. Вследствие градиента поверхностной концентрации на границе изменения радиуса поры наблюдается переток сорбированных молекул в сторону уменьшения поверхностной концентрации, при этом, переток имеет одно и то же направление вне зависимости от градиента давления. Следовательно, происходит увеличение общего потока при подаче со слоя, в котором реализуется неизотропное по направлениям распределение молекул, и уменьшение потока при обратной подаче.
В зависимости от того, в каком слое реализуется неизотропное по направлениям распределение молекул реализуется прямая или обратная анизотропия проницаемости [62]. Онаружено, что величина анизотропии имеет маскимум. Возрастание на начальном участке обусловлено увеличением частоты столкновений молекул с поверхностью и следовательно увеличением градиента поверхностной концентрации на границе изменения радиуса. При дальнейшем увеличении параметра А происходит уменьшение коэффициента диффузии, а следовательно сопротивление слоя увеличивается, в пределе при А®¥ проницаемость мембраны будет определяться одним слоем, а значит величина анизотропии в пределе стремится к единице.
Чем больше коэффициент поверхностной диффузии в слое с неизотропным распределением молекул, тем больше величина перетока на границе, и соответственно, анизотропия проницаемости. При увеличении коэффициента поверхностной диффузии в слое наблюдается максимум, т. е. при дальнешем увеличении сопротивление слоя окзывается малым по отношению к второму.
Когда A в слое с узким сечением поры больше, чем в слое с широким сечением, наблюдается прямая анизотропия, в противоположном случае – обратная. При равных параметрах взаимодействия наблюдается анизотропия, обусловленная только поверхностной диффузией, при этом величина анизотропии не превышает 10%, что подтверждается литературными данными [49].
Отметим, что при моделировании предполагалось, что выполняется условие теплового равновесия, а градиент давления мал.
В рассмотренной модели использовались статистически средние величины, которые можно использовать только в случае, когда система эргодична [63]. Поскольку рассеяние молекулы поверхностью описывается стохастическим уравнением, описывающим изменение направления движения молекулы при столкновении с поверхностью Ө’n+1=-Ө’n+ξ(t), где ξ(t) – функция белого шума [44], то рассматриваемая динамическая система обладает свойством размешивания [46, 64], отсюда следует эргодичность системы, поскольку размешивание является более общим свойством [64].
При описании рассеяния молекул поверхностью должен также выполняться принцип детального баланса. Легко видеть, что рассеяние вида Ө’n+1=- Ө’n+ξ(t), обладает этим свойством, поскольку для большого числа частиц, а значит и при усреднении по времени (в силу эргодичности системы), оно обращается в зеркальное рассеяние, для которого принцип детального баланса выполняется. Отметим также, что использованный в настоящей работе вид рассеяния хорошо согласуется с экспериментально наблюдаемыми эпюрами рассеяния [61].
Следует учесть, что молекулы сорбированные на поверхности могут изменять характер рассеяния, что предположительно должно приводить к размыванию неизотропного по направлениям распределения молекул, таким образом параметр А, определенный по методике [47], является эффективным параметром взаимодействия молекул с поверхностью и сорбированными молекулами газа.
Заметим, что резкое изменение количества столкновений молекул с поверхностью канала на границе изменения радиуса поры возникает в связи с огрублением рассмотрения канала в виде цилиндрических каналов разных радиусов. Очевидно, что в реальном объекте граничные характеристики, в том числе и количество соударений молекул с поверхностью поры меняются гладким и непрерывным образом. В рамках рассмотренной модели резкие изменения параметров предполагается на длине порядка нескольких длин свободного пробега молекул газа.
Таким образом, в работе предложена модель, позволяющая объяснить анизотропный перенос газа в асимметричных нанопористых мембранах. Отметим, что не только поверхностная диффузия может стать причиной возникновения ассиметричного массопереноса. Эффект анизотропии, как прямой так и обратной, обнаружен также на мембранах ПВТМС [62], где подобная зависимость предположительно объясняется механизмом растворения-диффузии в непористом слое. Достигнуто качественное согласие результатов расчета с экспериментальными данными.
3.4 Разработка методики нанесения водородоустойчивых защитных покрытий методом диффузионной металлизации
3.4.1 Диффузионная металлизация алюминием конструкционных материалов в динамических насыщающих средах
Современное машиностроение, энергетика, химическая промышленность и различные области современной техники предъявляют особые требования к материалам в отношении их химической стойкости, сопротивляемости износу и ряда других специальных свойств. Одним из наиболее эффективных и широко применяемых в промышленности методов повышения долговечности многих ответственных деталей является их химико-термическая обработка (ХТО), в результате которой изменяются свойства поверхностных слоев металла, то есть тех слоев, в которых концентрируются трещины, развиваются процессы износа и коррозии. Химико-термическая обработка позволяет значительно повысить твёрдость и износостойкость, статическую, усталостную и коррозионно-усталостную прочность конструкционных и инструментальных материалов, а в ряде случаев применять экономно легированные стали вместо дорогостоящих высоколегированных [65].
Одним из видов ХТО является алитирование, представляющее собой процесс поверхностного насыщения стали и чугуна алюминием, придающего им повышенные окалиностойкость и сопротивление атмосферной коррозии. Алитированию чаще подвергают низкоуглеродистую сталь, реже среднеуглеродистую и серый чугун. Алитированные сталь и чугун применяются в качестве заменителей высоколегированных окалиностойких сталей и сплавов, имеющих высокую стойкость при нагреве до (800 – 900) ºС, а в некоторых случаях даже до (950 – 1000) ºС. В последнее время алитированию начали подвергать некоторые окалиностойкие и жаропрочные стали и сплавы (40Х9С2, Х18Н9Т, 4Х14В2М и другие) для дополнительного повышения их окалиностойкости.
Недостатком процесса диффузионного алитирования традиционным способом, то есть в порошковой засыпке в контейнерах, являются большие времена выдержки и неоднородные по толщине покрытия. По нашему мнению применение динамической насыщающей среды позволит значительно сократить время обработки изделий и получать слои одинаковой толщины по всей поверхности изделия. Динамическая насыщающая среда представляет собой гетерогенную систему, в которой путём соответствующей организации движения создаётся интенсивное перемешивание частиц мелкозернистого материала, что позволяет сократить время нагрева до температур насыщения, следовательно, увеличить производительность труда, устранить окалинообразование и обезуглероживание при нагреве и т. д. [66 – 68].
Процесс алитирования проводился в специально созданной лабораторной установке для химико-термической обработки в динамических насыщающих средах (рисунок 55). Данная установка позволяет проводить процессы ХТО в диапазоне температур от 100 °С до 1100 °С и при скоростях вращения от 5 об/мин до 1000 об/мин. Алитирование проводилось на образцах из стали 20, ВСт5, стали 45 и меди М1. Площадь образцов (20х10) мм2 и толщина (1,5 – 4) мм. Реакционная смесь состояла из следующих компонентов: насыщающий элемент, инертная добавка, активная добавка (активизатор). Инертные добавки (прокаленный оксид алюминия, белый корунд) добавляли с целью предотвращения спекания смеси и налипания порошков на обрабатываемые изделия. Активные добавки (NH4Cl, AlF3) добавляли для активизации процесса. Реакционная смесь состояла из следующих компонентов: насыщающий элемент, инертная добавка, активная добавка (активизатор). Инертные добавки (прокаленный оксид алюминия, белый корунд) добавляли с целью предотвращения спекания смеси и
|
1 – печь; 2 – цилиндрический барабан; 3 – насыщающая смесь; 4 – образцы; 5 – диск охлаждения;
6 – вода; 7 – подшипники; 8 – ремень; 9 – двигатель; 10 – регулятор температуры; 11 – термопара.
Рисунок 55 – Схема лабораторной печи для химико-термической
обработки в динамических насыщающих средах.
налипания порошков на обрабатываемые изделия. Активные добавки (NH4Cl, AlF3) добавляли для активизации процесса. Источником алюминия служили порошок алюминия, алюминиевая стружка или алюминиевая пудра. Общая масса смеси для данного барабана объемом 1,4 л была подобрана опытным путем и составляла 150 г. Частицы насыщающей среды перемешивали и вместе с образцами и загружали в барабан. Барабан помещался в печь и нагревался до температур насыщения в течение (40 – 60) мин. Процесс ХТО проводился при температуре Т = (850 – 1000) °С в течение (1 – 4) ч. Регулирование температуры осуществлялась с помощью регулятора температуры типа ТРМ1. Скорость вращения барабана ω варьировалась от 0 об/мин до 300 об/мин. Охлаждение барабана после диффузионного насыщения осуществлялось вместе с печью. Извлеченные из барабана, промытые и просушенные образцы исследовали методами металлографии и дюрометрии. Измерение толщины покрытий и исследование структуры диффузионных слоев проводили на металлографическом микроскопе Неофот-32. Погрешность измерения толщины не превышала 5 %. Подготовку шлифов для микроструктурного анализа проводили согласно стандартной методике. В качестве травителей для выявления структуры алитированных слоев на стали использовали 4 %-ный водный раствор азотной кислоты, а на меди 10 %-ный водный раствор аммиака и раствор азотной кислоты НNO3 в воде (1:1).
Дюрометрический анализ проводился на приборе ПМТ-3 на поперечных микрошлифах образцов при нагрузке 100 г и 50 г для стали и меди соответственно. Экспериментальные значения микротвердости были получены путем усреднения значений пяти экспериментальных точек. Погрешность измерения микротвердости не превышала 10 %.
Рентгеноструктурный анализ фазового состава покрытия, полученного на образцах из меди М1, проводили на приборе ДРОН 6 в медном излучении Кα. Фазовый состав покрытия на стальных образцах исследовали на приборе ДРОН 1-УМ в кобальтовом излучении Кα.
Влияние состава среды на процесс формирования диффузионных покрытий исследовали при алитировании в среде содержащей алюминиевую пудру, оксид алюминия и активизатор NH4Cl. Установлено, что толщина диффузионных слоев зависит от количества алюминиевой пудры в насыщающей среде. Для процессов насыщения в контейнерах с плавким затвором известно, что толщина диффузионных покрытий зависит от количества насыщающего элемента в смеси. Для алитирования, как правило, применяют насыщающие смеси, содержащие до 50 % (здесь и далее % по массе) алюминия [69, 20]. При исследовании влияния количества алюминия на толщину диффузионных слоев при алитировании в динамических насыщающих средах содержание насыщающего элемента варьировалось от 50 % до 2 %. В результате экспериментов установлено, что добавление алюминиевой пудры в насыщающую смесь в количестве более 3 % приводит к образованию на поверхности образца помимо алюминидов железа внешнего слоя алюминия, толщина которого возрастает с увеличением содержания алюмиевой пудры в смеси.
Масса активизатора выбиралась из расчета полного заполнения барабана продуктами его распада при ХТО, что обеспечивает вытеснение воздуха из барабана. Оптимальный состав насыщающей смеси содержал 3 % насыщающего элемента, 2 % активизатора (NH4Cl) и остальное инертная добавка. При повторном использовании смеси для получения слоев той же толщины в смесь добавляли 2 % активизатора и удвоенное количество насыщающего элемента по сравнению со свежей смесью. Использование активизатора AlF3 не дало существенного различия в толщине слоя и качестве поверхности. Схожие результаты получались и при других источниках алюминия (алюминиевая стружка, порошок алюминия). Для сравнения были проведены исследования покрытий, полученных стандартным методом (в контейнере с плавким затвором). В этом случае слои максимальной толщины получаются при использовании в качестве насыщающего элемента алюминиевой стружки в количестве 50 %, а в качестве активизатора – AlF3 в количестве 0,5 %.
Исследование влияния скорости вращения барабана на толщину получаемых покрытий проводились при температуре 900 ºС и времени выдержки 2 ч. Установлено, что зависимость толщины слоя от скорости вращения барабана имеет сложный характер. При малых скоростях вращения барабана (менее 10 об/мин) образуются слои малой толщины из-за малой концентрации адсорбированных атомов алюминия. Увеличение скорости вращения барабана до ω = 60 об/мин для стали и ω = 90 об/мин для меди приводит к формированию слоев максимальной толщины. При дальнейшем увеличении скорости вращения барабана формируются слои меньшей толщины (рисунок 56). Полученные результаты можно объяснить тем фактом, что при малых скоростях вращения барабана насыщающая смесь около образца благодаря перемешиванию обеспечивает постоянный доступ активных атомов алюминия к поверхности.
Другим возможным фактором увеличения толщины слоя при этих скоростях вращения может быть то, что с поверхности образца удаляются продукты реакции взаимодействия хлоридов алюминия с насыщаемой поверхностью, которые препятствуют адсорбции насыщающего элемента.
|
|
(а – сталь; б – медь, Т = 900 ºС, время выдержки τ = 2 ч)
Рисунок 56 –Зависимость толщины слоя от скорости вращения барабана.
При увеличении скорости вращения выше оптимальной время контакта между диффундирующими элементами и поверхностью образца уменьшается и его становится недостаточно для их адсорбции на поверхности. Еще одним фактором может быть возрастающее с повышением скорости вращения абразивное взаимодействие насыщающей смеси с поверхностью образца. Более размытый максимум у меди (рисунок 56, б) и отличие в скоростях вращения барабана, при которых получаются максимальные по толщине слои для стали и меди, можно объяснить тем, что у этих металлов различные коэффициенты диффузии алюминия, поэтому для меди необходимо меньшее время контакта поверхности с насыщающими частицами.
Было замечено, что при скорости вращения барабана менее 10 об/мин слои на стали получаются очень хрупкими и при незначительных нагрузках начинают отслаиваться от образца. На меди при этих скоростях вращения наблюдалось сильное налипание насыщающей смеси к упрочняемой поверхности и большой разброс по толщине в пределах одного образца.
Исследования влияния температуры ХТО на толщину слоя, проведенные в интервале температур 850 ºС – 1000 ºС, времени выдержки 2 ч и скорости вращения ω = 20 об/мин, показали что, при увеличении температуры обработки формируются слои большей толщины. Зависимость толщины покрытия от температуры обработки имеет вид, близкий к экспоненциальному, как на стали, так и на меди (рисунок 57).
Увеличение времени обработки приводит к увеличению толщины покрытий по закону, близкому к параболическому (рисунок 58). Здесь хотелось бы подчеркнуть то, что для получения слоев одинаковой толщины в случае неподвижной среды необходимы времена выдержки в два раза большие, чем при насыщении в динамических средах.
Следует отметить, что зависимости толщины покрытия от температур ХТО для различных скоростей вращения барабана качественно не изменяются, а изменяются лишь толщины слоев. То же самое можно сказать о зависимостях толщины слоев от скорости вращения барабана при различных температурах ХТО.
Рентгеноструктурный анализ показал, что основной составляющей диффузионного слоя на сталях является фаза FeAl, под ней располагается твердый раствор алюминия в железе, за ним идёт зона, обогащенная оттесненным алюминием углеродом и плавно переходящая в матрицу исходного состава. Согласно литературным данным под алюминидом FeAl должна располагается фаза Fe3Al, которая в нашем случае не была обнаружена.
![]()

а – сталь; б – медь; время выдержки τ = 2 ч,
ω = 20 об/мин для стали и ω=60 об/мин для меди.
Рисунок 57 – Зависимость толщины слоя от температуры обработки.
По данным рентгеноструктурного анализа меди после алитирования на поверхности образца образуется хрупкая γ2 фаза (Al4Cu9), далее идет зона продуктов эвтектоидного распада высокотемпературной β-фазы (AlCu3) при Т = 565 ºС на эвтектоидную смесь α+γ2 фаз и примыкающая к матрице зона твердого раствора алюминия в меди. Микроструктуры диффузионных слоев приведены на рисунке 59.
а – сталь; б – медь; Т = 900 ºС, ω = 20 об/мин для стали, ω = 60 об/мин для меди.
Рисунок 58 – Зависимость толщины слоя от времени обработки.

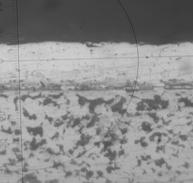
медь (слева) и сталь 20 (справа): (×100 и ×200 соответственно).
Рисунок 59 – Микроструктура алитированных слоев.
На рентгенограммах отмечено присутствие оксида алюминия, который возможно, образовался в процессе охлаждения или из-за налипания смеси на образец во время насыщения.
Интерес представляет определение микротвердости полученных слоев как показателя износостойкости полученных покрытий. Были исследованы зависимости микротвердости диффузионного покрытия на меди от температуры насыщения, скорости вращения барабана и времени обработки. С ростом температуры микротвердость покрытия на меди падает, что, скорее всего, вызвано большей скоростью диффузии при высоких температурах и тем самым меньшим содержанием алюминия в поверхностном слое.
С увеличением скорости вращения барабана микротвердость покрытия на меди увеличивается и достигает максимума при ω = 90 об/мин, Т = 900 ºС, τ = 2 ч. При скорости вращения более 90 об/мин формируются слои с меньшей микротвердостью (рисунок 60). Это можно объяснить тем, что при
ω = 90 об/мин количество активных атомов алюминия у поверхности максимально, следовательно, увеличивается содержание алюминия в слое, что и приводит к увеличению микротвердости.
(Т = 900 ºС, τ = 2 ч)
Рисунок 60 – Изменение микротвердости покрытия на меди от скорости
вращения барабана на расстоянии 0,15 мм от поверхности
Обнаружен интересный факт изменения микротвердости после многочасовой выдержки алитированных образцов меди при комнатной температуре. Микротвердость покрытия после алитирования при температуре насыщения 900 ºС, измеренная на расстоянии 0,15 мм от поверхности, сразу после обработки оказалась ниже, чем после 200 ч выдержки (рисунок 59). Причиной могут быть процессы естественного старения, прошедшие в диффузионном слое.
Микротвердость на поверхности большинства образцов оказалась ниже, чем на некотором удалении вглубь образца (рисунок 61). Возможно, это связано с тем, что в приповерхностной зоне в основном сконцентрирована пористая γ2-фаза. Исключением являются слои, полученные при скорости вращения 120 об/мин. Высокое значение микротвердости на поверхности объясняется отсутствием γ2-фазы в слое, что подтверждается данными металлографического анализа. Повышение температуры обработки меди приводит к уменьшению микротвердости покрытий. Это может быть связано с тем, что при повышении температуры ХТО ускоряются процессы диффузии, что приводит к снижению концентрации алюминия в слое за счет его оттока вглубь образца.
|
Расстояние от поверхности, мм
(Т = 900 ºС, τ = 2 ч)
Рисунок 61 – Микротвердость покрытия на меди при различных скоростях
вращения барабана.
На рисунке 60 представлены результаты измерения микротвердости по толщине слоя для различных скоростей вращения барабана. Максимальная микротвердость соответствует скорости вращения барабана, равной 90 об/мин, т. е. при той же, при которой были получены максимальные значения толщины слоя. Характер зависимости микротвердости на стали 20 от температуры ХТО и скорости вращения барабана качественно совпадает с результатами, полученными на медных образцах. Отличие состоит лишь в величине микротвердости и наличием небольшого пика в зоне, обогащенной углеродом, оттесненным из покрытия алюминием.
Были проведены исследования жаростойких свойств и кинетики окисления алитированных образцов и образцов без покрытия при различных температурах окисления. Образцы после алитирования с большей толщиной слоя меньше подвержены окислению. Окисление после алитирования уменьшается, т. к. в результате насыщения при высоких температурах происходит активное растворение алюминидных фаз в результате интенсивной диффузии алюминия вглубь матрицы, что и приводит к ускоренному окислению (удельному увеличению массы образцов). Окисление образцов без покрытия приводит к резкому увеличению массы образцов. Полученные диффузионные покрытия повышают жаростойкость меди в (5 – 10) раз, а стали в (3 – 20) раз в зависимости от типа покрытия и температуры испытаний.
Увеличение температуры испытаний приводит к удельному увеличению массы образцов. Проведенные исследования скорости коррозии и кинетики коррозии меди в 10% - азотной кислоте, показали, что наилучшая коррозионная стойкость у отожженных алитированных образцов при температуре 700 °С в течение 50-ти часов выдержки.
Скорость коррозии образца без покрытия в 2,5 раза выше, чем у отожженных при температуре 700 °С образцов. Коррозионная стойкость не отожженных образцов после алитирования оказалась ниже, чем у образцов после отжига. Возможно, это связано с тем, что при отжиге снимаются внутренние напряжения в образцах, которые могли образоваться в результате ХТО. Также это можно объяснить тем фактом, что при отжиге на поверхности образцов образуется защитная пленка из практически инертных оксидов алюминия, что приводит к повышению коррозионной стойкости образцов.
Проведенные исследования скорости коррозии и кинетики коррозии стали 20 в 10% - ной азотной кислоте, показали, что окисная пленка, образовавшаяся после отжига при температуре 700 °С, лучше всего защищает алитированные образцы от коррозии. Не на много уступают по стойкости в коррозионной среде отожженные при 800 °С алитированные образцы. Чуть хуже коррозионные свойства у не отожженных алитированных образцов. На образцах, отожженных при температуре 900 °С, уже после 3 часов испытания наблюдалось растрескивание окисной пленки. Скорость коррозии образца без покрытия почти в 7 раз выше, чем у отожженных при температуре 700 °С образцов. Возможно, это связано с тем, что при отжиге снимаются внутренние напряжения в образцах, которые могли образоваться в результате ХТО.
3.4.2 Диффузионное азотонауглероживание сталей в динамических насыщающих средах
Еще одним из способов ХТО сталей является диффузионное азотонауглероживание (нитроцементация), которое придает повышенную твердость (58 – 62 HRC), хорошее сопротивление износу, повышает усталостную прочность и коррозионную стойкость.
При проведении процесса диффузионной нитроцементации традиционным способом, то есть в порошковой засыпке в контейнерах, слои получаются не всегда однородными по толщине и требуются большие времена выдержки. По нашему мнению применение динамической насыщающей среды позволит получать равнотолщинные слои и значительно сократить время обработки изделий.
Процесс азотонауглероживания (подобно алитированию) проводился в специально созданной лабораторной установке для химико-термической обработки в динамических насыщающих средах (рисунок 1, раздел 3.1.1). В работе были исследованы образцы площадью (20×10) мм2 и толщиной (1,5 – 4) мм из стали 20, ВСт5 и стали 45.
В качестве источника азота была выбрана желтая кровяная соль (ЖКС), а источником углерода служили стандартный карбюризатор, графит или активированный уголь.
Частицы насыщающей среды тщательно перемешивали и вместе с образцами помещали в барабан объемом 1,4 л. Барабан помещался в печь и нагревался в течение (40 – 60) мин. Процесс проводился при температуре (800 – 950) С в течение (1 – 8) ч. Регулирование температуры осуществлялась с помощью регулятора температуры типа ТРМ1. Скорость вращения барабана варьировалась от 0 об/мин до 180 об/мин. Охлаждение барабана после диффузионного насыщения осуществлялось вместе с печью. Извлеченные из барабана, промытые и просушенные образцы исследовали методами металлографии и дюрометрии. Измерение толщины покрытий и исследование структуры диффузионных слоев проводили на металлографическом микроскопе Неофот-32. Погрешность измерения толщины не превышала 5 %. Подготовку шлифов для микроструктурного анализа проводили согласно стандартной методике. Нагрев под закалку проводили при температуре 870 °С для стали 20 и 850 °С для стали 45 с выдержкой в течение 15 мин с последующим охлаждением в воду, а отпуск при 200 °С в течение 1 ч. Дюрометрический анализ проводился на приборе ПМТ-3 на поперечных микрошлифах образцов при нагрузке Р = 1000 Н. Погрешность измерения микротвердости не превышала 10 %.
При азотонауглероживании диффузионный слой имеет переменную концентрацию углерода и азота по глубине, убывающую от поверхности к сердцевине детали (рисунок 62, а). В связи с этим, после медленного охлаждения в структуре слоя можно различить (от поверхности к сердцевине) три зоны: заэвтектоидную, состоящую из перлита и вторичного цементита, последний образует сетку по бывшему зерну аустенита; эвтектоидную, состоящую из пластинчатого перлита; доэвтектоидную, состоящую из перлита и феррита (рисунок 62, б). Ближе к сердцевине изделия содержание углерода снижается, а, следовательно, в структуре стали уменьшается количество перлита и увеличивается количество феррита.
Рисунок 62 – Изменение концентрации углерода и твердости (а), схематическая структура после медленного охлаждения нитроцементованного слоя (б),
структура нитроцементованного слоя (в).
При металлографическом анализе, как известно, различают полную и эффективную толщину азотонауглероженного слоя. Под полной толщиной понимают всю толщину, в пределах которой содержание углерода уменьшается от максимального на поверхности до исходного в сердцевине. Практическое значение имеет эффективная (техническая) толщина, за которую принимают расстояние в мм от поверхности до того места, в котором массовая доля углерода равна 0,4 %. На изображенной схеме структурных зон (рисунок 62) эффективной толщине нитроцементованного слоя соответствует расстояние от поверхности до места, в котором структура состоит из 50 % перлита и 50 % феррита и имеющего твердость после термообработки 50 HRC. В данной работе измеряли толщину диффузионного слоя, состоящего из заэвтектоидной и эвтектоидной зон (рисунок 62, в).
Влияние состава и массы насыщающей среды на процесс формирования диффузионных покрытий исследовали при нитроцементации в среде, содержащей ЖКС и стандартный карбюризатор (рисунки 63, 64).
Т = 850 °С; ω = 60 об/мин; τ = 4 ч.
Рисунок 63 – Зависимость толщины полученных покрытий от состава смеси.
Из рисунка 63 видно, что максимальная толщина слоя достигается при содержании ЖКС, равном 20 % по массе. При меньшем содержании ЖКС концентрация азота в диффузионном слое недостаточна для ускорения диффузии атомов углерода. Уменьшение толщины слоев при содержании ЖКС больше 20 % может быть обусловлено двумя причинами: во-первых, образованием на поверхности нитридных фаз, которые являются барьером для атомов углерода и тем самым снижают его концентрацию в диффузионном слое, а во-вторых, при таком содержании ЖКС происходит налипание насыщающей смеси на образцы, что затрудняет транспорт насыщающих элементов на обрабатываемую поверхность.
80 % карбюризатора и 20 % ЖКС; Т = 850 °С; ω = 60 об/мин; τ = 4 ч.
Рисунок 64 – Зависимость толщины полученных покрытий от массы
насыщающей смеси.
Из графика зависимости толщины слоя от массы насыщающей смеси (рисунок 64) видно, что оптимальная масса насыщающей смеси для данного барабана равна 150 г. Это можно объяснить тем, что при меньшем количестве насыщающей смеси образуется недостаточное количество активных атомов азота и углерода, а при большем, возможно, ухудшаются процессы массообмена между насыщающей средой и образцами. Аналогичные результаты были получены при использовании активированного угля вместо стандартного карбюризатора. При использовании графита получали слои меньшей толщины, так как происходило активное налипание графита на образцы, которое препятствовало взаимодействию атомов азота и углерода с насыщаемой поверхностью. Исходя из полученных результатов, во всех последующих экспериментах масса смеси была выбрана равной 150 г и состояла из 20 % ЖКС и 80 % стандартного карбюризатора. Толщина получаемых покрытий зависит от исходного содержания углерода в стали: с увеличением его содержания толщина возрастала.
Исследование влияния скорости вращения барабана на толщину получаемых покрытий проводились при температуре 850 °С и времени выдержки τ = 4 ч. Установлено, что при увеличении скорости вращения барабана толщина слоя увеличивается, достигает максимума при скорости вращения около 60 об/мин, а затем начинает уменьшаться (рисунок 65).
Т = 850 °С; τ = 4 ч.
Рисунок 65 – Зависимость толщины слоя от скорости вращения барабана.
Возможно, это объясняется тем фактом, что при увеличении скорости вращения барабана насыщающая смесь около образца, благодаря постоянному перемешиванию, обеспечивается постоянный доступ активных атомов азота и углерода к поверхности. При увеличении скорости вращения более 60 об/мин время контакта между диффундирующими элементами и образцом уменьшается и его становится недостаточно для их адсорбции на поверхности образцов. Следует отметить, что при частоте вращения барабана более 100 об/мин карбюризатор очень сильно измельчался, что приводило к сильному налипанию смеси на поверхность образца, которое препятствовало адсорбционным и диффузионным процессам.
Исследования влияния температуры выдержки на толщину слоя (h), которые проводились при времени выдержки 4 ч и скорости вращения 60 об/мин, показали, что при увеличении температуры выдержки толщина слоя растет и описывается экспоненциальной зависимостью (рисунок 66):
h1 = 0,0003e0,0092T – для стали 45; h2 = 0,0002e0,0095T – для стали 20.
ω = 60 об/мин; τ = 4 ч.
Рисунок 66 – Зависимость толщины слоя от температуры обработки.
При исследовании влияния времени обработки на толщину слоя было установлено, что при увеличении времени выдержки толщина слоя растет по закону, близкому к параболическому (рисунок 67): h1 = 0,0205τ0,6893 при R2 = 0,9877 для стали 45; h2 = 0,0237τ0,5859 при R2 = 0,9794 для стали 20, где τ – время обработки; R2 – величина достоверности аппроксимации.
Т = 850 °С; ω = 60 об/мин.
Рисунок 67 – Зависимость толщины слоя от времени обработки.
После азотонауглероживания производилось измерение микротвердости образцов из стали 20. Результаты изменения значения микротвердости по глубине слоя при различных временах выдержки при температуре 850 °С приведены на рисунке 68. Из графика видно, что с учетом погрешности значения микротвердости практически одинаковы. Различие наблюдается только на кривых, соответствующих 1 ч и 8 ч выдержки. Малые значения микротвердости при восьмичасовой выдержке, по-видимому, связаны с тем, что происходит снижение концентрации азота и углерода на поверхности образца возможно из-за обеднения насыщающей смеси.
Сталь 20; Т = 850 °С; ω = 60 об/мин.
Рисунок 68 – Изменение микротвердости по глубине слоя при различных
временах выдержки.
При увеличении температуры обработки микротвердость на поверхности увеличивается из-за повышения насыщающей способности смеси с ростом температуры. При температуре обработки 850 °С на расстоянии более 0,25 мм от поверхности наблюдается увеличение микротвердости (рисунок 69). Это обусловлено присутствием азота в слое, который в свою очередь увеличивает диффузионную подвижность углерода и его концентрацию в образце при температурах, близких к 850 °С [20].

Сталь 20; τ = 4 ч; ω = 60 об/мин.
Рисунок 69 – Изменение микротвердости по глубине слоя при различных температурах выдержки.
При исследованиях зависимости микротвердости от скорости вращения барабана при температуре 850 °С и времени выдержки 4 ч (рисунок 70) установлено, что микротвердость (в пределах погрешности) практически не зависит от этого параметра, а изменяется только лишь толщина диффузионного слоя. На рисунке 71 приведены значения микротвердости образцов из стали 20 после науглероживания и азотонауглероживания в одинаковых условиях. Видно, что совместное насыщение азотом и углеродом приводит к более высоким значениям микротвердости. После закалки и отпуска поверхностная твердость образцов равна (60–62) HRC.
Сталь 20; Т = 850 °С; τ = 4 ч.
Рисунок 70 – Изменение микротвердости по глубине слоя
при различных скоростях вращения барабана.
Сталь 20; Т = 850 °С; τ = 4 ч; ω = 60 об/мин.
Рисунок 71 – Изменение микротвердости по глубине слоя.
3.4.3 Численное моделирование влияния водорода на диаграммы растяжения кристаллов Al, Fe, Ni, Pd
Водород значительным образом изменяет свойства почти всех металлов. Исключение составляют Cu, Au, Ag и W, хотя, возможно, что при определенных условиях влияние водорода также имеет место [70]. Говоря о влиянии водорода на свойства металлов, исследователи имеют в виду, прежде всего, явление водородного охрупчивания (ВО) металлических материалов.
Наиболее общепринятыми в настоящее время механизмами ВО являются механизм усиленной водородом локальной пластичности (HELP-механизм) [71], механизм индуцированной водородом атомной декогезии (HEDE–механизм) [72], механизм образования хрупких гидридов [73].
Также является общепринятым тот факт, что ВО – это сложное комплексное явление, в котором реализуется один (или даже несколько) из перечисленных механизмов в зависимости от условий протекания ВО. Наиболее сложный вопрос заключается в выявлении степени влияния того или иного механизма ВО на разрушение металла, а в частности, установлении роли HEDE - и HELP-механизмов в деградации прочностных свойств металлов, в которых образование хрупких гидридов не играет решающей роли.
Определенные выводы можно сделать из анализа теоретического предела прочности (ТПП) металлов и влиянии водорода на данную величину. Теоретический (идеальный) предел прочности можно определить как величину растягивающего напряжения, при котором кристаллическая решетка становится нестабильной [74]. Как показано ранее [75], метод молекулярной динамики является приемлемым инструментом для расчета ТПП.
Все расчеты выполнены методом классической молекулярной динамики с применением программного пакета LAMMPS [76] и пакета MDOMP, разработанного в Институте механики Уральского отделения РАН. Для моделирования выбирался кристалл чистого металла с периодическими граничными условиями, проекция которого изображена на рисунке 72. Такая
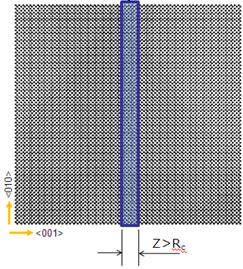
Рисунок 72 – Проекция кристалла, предназначенного для измерения
диаграмм растяжения.
система содержит ~16000 атомов. В обозначенную область (c размером Z, несколько превышающим радиус обрезания потенциала RC = 5–7 Å) внутри кристалла помещались атомы водорода. Для случая ОЦК-решетки Fe атомы Н помещались в тетрапоры, для случая ГЦК-решетки Ni, Al, Pd атомы Н помещались в октапоры. Концентрация водорода в данной области соответствует 50 ат. % (равное количество атомов металла и водорода), что принимается как максимально возможная локальная концентрация водорода в металле.
Для моделирования системы Al-H применялись кристаллы, содержащие 4600 атомов (4000 атомов Al, 600 атомов H). Только при таких размерах системы образовывался твердый раствор Al(H). Необходимость малых размеров обусловлена крайне низкой растворимостью водорода в алюминии. При большем размере кристаллов нам не удалось получить необходимый твердый раствор, а под воздействием водорода образовывались поры, содержащие атомы H. В настоящей работе рассматривалась только ситуация влияния водорода на диаграммы растяжения при образовании водородом пересыщенных твердых растворов.
Для расчета сил межатомного взаимодействия в системах Fe, Ni, Pd и системах Fe-H, Ni-H, Pd-H применялся метод погруженного атома (ЕАМ – embedded atom method). Для систем Fe и Fe-H применялся потенциал [77, 78], для систем Ni, Ni-H – [79], для систем Pd и Pd-H – [80]. В ЕАМ формализме энергия связи системы атомов представлена в следующем виде
 ,
,
где суммирование проводится по числу атомов в системе или по парам атомов, ![]() – функция погружения атома
– функция погружения атома ![]() , зависящая от суммарной электронной плотности в области расположения (погружения)
, зависящая от суммарной электронной плотности в области расположения (погружения) ![]() -го атома; функция погружения определяет так называемое многочастичное взаимодействие в металлической системе;
-го атома; функция погружения определяет так называемое многочастичное взаимодействие в металлической системе; ![]() - энергия парного взаимодействия, которая зависит от межатомного расстояния
- энергия парного взаимодействия, которая зависит от межатомного расстояния ![]() . Функция атомной электронной плотности
. Функция атомной электронной плотности  является сферический симметричной. Такая симметрия может быть большим недостатком применения ЕАМ потенциалов при моделировании деформированных систем, когда симметрия кристаллической решетки нарушается. Такой недостаток устранен в ряде подходов: модифицированный метод погруженного атома (MEAM – modified EAM), потенциал с угловой зависимостью (ADP - angular-dependent potential).
является сферический симметричной. Такая симметрия может быть большим недостатком применения ЕАМ потенциалов при моделировании деформированных систем, когда симметрия кристаллической решетки нарушается. Такой недостаток устранен в ряде подходов: модифицированный метод погруженного атома (MEAM – modified EAM), потенциал с угловой зависимостью (ADP - angular-dependent potential).
Для моделирования систем Al и Al-H применялся ADP-потенциал, взятый из работы [81]. Выражение для полной энергии системы атомов описывается следующим уравнением

где первые слагаемые
представляют собой традиционное ЕАМ выражение для энергии системы атомов, индексы ![]() соответствуют трем направлениям прямоугольной системы координат, третье слагаемое
соответствуют трем направлениям прямоугольной системы координат, третье слагаемое
![]()
определяет дипольное отклонение симметрии кристалла от идеальной решетки кубической сингонии, где
![]() .
.
Четвертое и пятое слагаемые
![]()
определяют квадрупольное отклонение симметрии кристалла от идеальной решетки кубической сингонии, где
![]() ,
,
а величина ![]() является следом тензора
является следом тензора ![]()
 .
.
В метод ADP дополнительно к функциям ЕАМ ![]() ,
, ![]() ,
,  необходимо определение еще двух функций
необходимо определение еще двух функций ![]() и
и ![]() , что несколько усложняет метод.
, что несколько усложняет метод.
Расчеты проведены в следующем порядке.
- Релаксация (оптимизация) систем в течение 10 000 молекулярно-динамических (МД) шагов методом молекулярной статики (на каждом МД-шаге производится обнуление скоростей частиц).
- Нагрев системы до ![]() , затем выдержка в течение 30 000 МД-шагов в приближении статистического
, затем выдержка в течение 30 000 МД-шагов в приближении статистического ![]() -ансамбля (
-ансамбля (![]() ,
,  ,
,  ,
,  ,
,  ).
).
- Фиксация линейного размера кристалла вдоль направления [001]. Выдержка в течение 30 000 МД-шагов в приближении статистического ![]() -ансамбля (
-ансамбля ( ,
,  ,
,  ,
,  ).
).
- Растяжение кристаллов на 1 % вдоль направления [001] с последующей фиксацией размера в течение 30 000 МД-шагов.
Деформация осуществлялась путем изменения линейного размера расчетной области вдоль направления деформации и соответствующего масштабирования координат атомов. Расчет механического напряжения осуществлялся по теореме вириала с учетом кинетического вклада атомов.
Детальное изложение и обоснование выбранных параметров для вычислительного эксперимента может быть найдено, например, в [82].
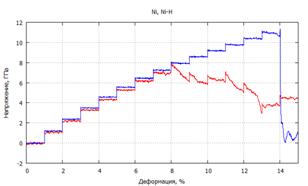
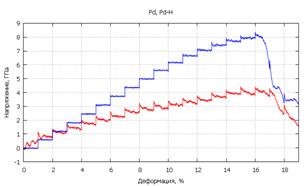
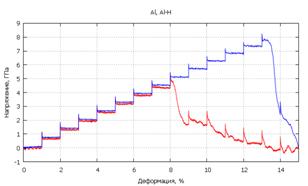
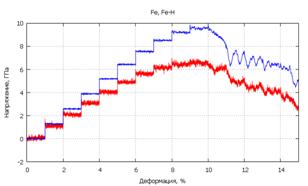
Полученные диаграммы растяжения приводятся на рисунке 2. Согласно определению, теоретический предел прочности соответствует максимуму на таких диаграммах. Таким образом, теоретический предел прочности при растяжении вдоль направления типа [100] составляет: 11 ГПа, 8 ГПа, 7,5 ГПа, 9,5 ГПа для Ni, Pd, Al, Fe соответственно. Резкое снижение кривой для чистых кристаллов после достижения ТПП обусловлен появлением пластической деформации, которая проявляется в виде упругих двойников. Явление двойникования и его связь с диаграммами растяжения подробно рассмотрены в [82].
При растяжении систем, содержащих водород, атомы примеси образуют пересыщенный твердый раствор в области Z, обозначенной на рисунке 72. Диффузии почти не наблюдается, что, вероятно, связано с малыми временами моделирования и пренебрежением квантовыми эффектами, проявляющимися в процессе диффузии легких примесей. Такое поведение систем продолжается до достижения максимума на диаграммах растяжения. После достижения ТПП (несмотря на тот факт, что понятие ТПП обычно применяется для идеальных кристаллов) наблюдается сильное локальное искажение (разупорядочение) структуры, которое начинается с образования нанометровых неустойчивых двойников.
Из анализа диаграмм растяжения систем, содержащих водород (рисунок 73), видно, что атомы примеси снижают ТПП на (30-50) % в зависимости от металла. Стоит отметить, что концентрация водорода в кристаллах крайне высока. На практике, ВО происходит при очень низких концентрациях водорода. Общепринято [83], что в сталях явление ВО случается при средней концентрации водорода по образцу ~ 10 ат. ppm. При этом в вершинах трещин концентрация водорода выше на два порядка, то есть ~ 103 ат. ppm. При столь низких концентрациях водорода в модели никаких изменений в диаграммах растяжения мы не обнаружили. В модели, приведенной в настоящей работе, средняя по кристаллу концентрация водорода составляет ~105 ат. ppm, локально – 106 ат. ppm.
а) б)
в) г)
а) – Ni, Ni-H; б) – Pd, Pd-H; в) – Al, Al-H; г) – Fe, Fe-H.
(нижняя кривая на всех графиках соответствует системе Ме-Н)
Рисунок 73 – Диаграммы растяжения моделируемых систем.
Также известно [84], что прочность материала в вершине распространяющейся трещины является величиной одного порядка с пределом текучести металла, то есть на порядок (или несколько порядков в зависимости от концентрации примесей, термообработки материала) меньше ТПП. Такого снижения ТПП в модели при наличии водорода мы также не наблюдаем. Это может означать, что в исследованных металлах явление ВО, при котором реализуется транскристаллитное разрушение металла, невозможно без участия дислокаций.
Из анализа диаграмм растяжения кристаллов чистых металлов и влияния водорода на поведение кривых можно сделать определенные выводы о механизмах протекания водородного охрупчивания. Водород снижает теоретический предел прочности металлов на (30 – 50) % в зависимости от металла. Такое снижение может быть недостаточным для реализации HEDE-механизма в чистом виде – без участия дислокаций. Как следствие, предполагается, что транскристаллитное разрушение материала при водородном охрупчивании происходит вследствие влияния водорода на подвижность дислокаций, то есть по HELP-механизму. Тем не менее, допускается, что декогезия металла (HEDE-механизм) может способствовать разрушению.
3.5 Разработка программы внедрения результатов НИР в образовательный процесс
№ п. | Результат | Куда внедрен | Форма внедрения | Примечание |
1 | Модифицирование лазерным излучением предварительно обработанной методами химико-термической обработки поверхности | ИжГТУ, кафедра «Физика и оптотехника», курсы «Научно – исследовательская работа магистрантов», «Лазерные технологии» и «Взаимодействие лазерного излучения с объектом» направления 200500 «Лазерная техника и лазерные технологии». | На установке «Квант 12» проводятся 1 лабораторная работа по воздействию лазерного излучения с объектом и исследовательская работа бакалавров, магистров и специалистов направления 200500 «Лазерная техника и лазерные технологии». Выполнен один курсовой проект. | Внедрено с января 2011 г. |
2 | Патент RU № 000 C2 «Способ и установка для лазерной обработки поверхности ситалла» С03С 17/04, B23K 26/36 и заявка «Способ и установка для лазерной обработки поверхности ситалла (пластин ситалла)» № от 01.01.2001. | ИжГТУ, кафедра «Физика и оптотехника», курсы «Научно – исследовательская работа магистрантов» и «Взаимодействие лазерного излучения с объектом» направления 200500 «Лазерная техника и лазерные технологии». | Макет нагревателя установлен на лазерный станок «Speedy-100», для проведения лабораторных и исследовательских работ | Внедрено с сентября 2011 г. |
3 | Моделирование методом молекулярной динамики процессов воздействия лазерного излучения на металлы. | ИжГТУ, кафедра «Физика и оптотехника», курс «Математическое моделирование в лазерной технике и лазерных технологиях» | В курсе «Математическое моделирование в лазерной технике и лазерных технологиях» для магистрантов введена лекция по возможности математического моделирования методом молекулярной динамики процессов лазерного воздействия и нагрева металлов | Внедрено с сентября 2012 г. |
4 | Контроль износостойкости упрочненных слоев и покрытий абразивным изнашиванием | ИжГТУ, кафедра «Физика и оптотехника», курсы «Научно – исследовательская работа магистрантов», «Лазерные технологии» и «Взаимодействие лазерного излучения с объектом» направления 200500 «Лазерная техника и лазерные технологии» | Установка SRV-III используется для измерения износостойкости покрытий и модифицированных лазерным излучением слоев поверхности. | Внедрено с сентября 2012 г. |
5 | Использование методики измерений МИ № 2-22-01.) «Относительная износостойкость материалов покрытий. Методика измерений относительной износостойкости по изменению массы в результате абразивного изнашивания при трении о закрепленные частицы». – Центр метрологии и сертификации «Сертимет» УрО РАН, Екатеринбург, 2011, 9 с. Номер в государственном реестре ФР.1.28.2012.11813 и методики измерений МИ № 7-2011 «Относительная износостойкость материалов покрытий. Методика измерений относительной износостойкости по изменению длины в результате абразивного изнашивания при трении о закрепленные частицы». – Центр метрологии и сертификации «Сертимет» УрО РАН, Екатеринбург, 2012, 9 с. Номер в государственном реестре ФР. 1.28.2012.12168. (Федеральный информационный фонд по обеспечению единства измерений). | ИжГТУ, кафедра «Физика и оптотехника», курсы «Научно – исследовательская работа магистрантов», «Лазерные технологии» и «Взаимодействие лазерного излучения с объектом» направления 200500 «Лазерная техника и лазерные технологии» | Методики исследования на установке SRV-III подготовлены к внедрению в образовательный процесс. | Методики подготовлены к внедрению в образова-тельный процесс с января 2013 г. |
6 | Установка для нанесения защитных покрытий в динамических насыщающих средах. | Удмуртский государственный университет, физико-энергетический ф-т, кафедра термофизики новых материалов. Научно - исследовательская работа студентов. | Выполнение курсовых и выпускных работ студентами. | Внедрено с 1.10.2010 г. |
7 | Методика акустико-эмиссионных исследований процессов наводороживания металлов и сплавов | Удмуртский государственный университет, физико-энергетический ф-т, кафедра термофизики новых материалов. Научно - исследовательская работа студентов специальности «Физическое материаловедение» | Выполнение курсовых и выпускных работ студентами. | Внедрено с 1.01.2011 г. |
8 | Влияние водорода на физико-механические свойства металлов | Удмуртский государственный университет, физико-энергетический ф-т, кафедра термофизики новых материалов. | Лекция в учебных дисциплинах «Физическое материаловедение» и «Физика прочности и пластичности» | Внедрено с 1.10.2010 г. |
ЗАКЛЮЧЕНИЕ
В ходе выполнения работ по заключительному этапу проекта были получены следующие результаты.
1. Исследованы водородопроницаемости сплавов на основе железа, а также титана, никеля, циркония. Описаны методы измерения потока катодного водорода через мембраны. Установлено, что поток водорода, проходящий через мембрану, зависит от плотности катодного тока, толщины мембраны и ее структурного состояния на поток. Зависимость скорости выделения водорода от плотности тока близка к параболической, а зависимость от толщины мембраны может быть описана падающей экспонентой. Установлена взаимосвязь между процессами наводороживания, акустической эмиссией и повреждаемостью металла.
2. Исследовано влияние способов модифицирования поверхности мембран на их водородопроницаемость. Установлено, что наибольшее снижение потока водорода, проходящего через модифицированную мембрану, получено после диффузионного борирования (скорость выделения водорода уменьшилась на два порядка). После электроискрового легирования алюминием и медью, а также обработки поверхности мембран лазерным лучом уменьшение скорости выделения водорода не превышало 50 %.
3. В результате исследования водородоемкости пористых сред в температурном диапазоне (25 – 105) °С установлено, что водородоемкость исследованных образцов недостаточна для непосредственно хранения водорода в исследованных пористых материалах, но такие пористые среды перспективны в качестве барьерных слоев для предотвращения быстрого вымывания газа из хранилищ.
4. Разработана установка для нанесения диффузионных защитных покрытий из динамических насыщающих сред, позволяющая в 2 раза сократить время обработки и уменьшить расход насыщающих элементов. Разработаны оптимальные режимы и составы насыщающих смесей для алитирования и азотонауглероживания сталей.
5. Дополнительно проведенными молекулярно-динамическими расчетами показано, что водород снижает теоретический предел прочности кристаллов железа, никеля, алюминия и палладия на (30 – 50) %.
6. Результаты проекта внедрены в образовательный процесс.
ИТОГОВОЕ ЗАКЛЮЧЕНИЕ
В ходе выполнения работ по проекту были получены следующие результаты.
1. Выполнена оценка существующих теорий влияния водорода на физико-механические свойства металлов. Результаты оценки не позволяют однозначно отдать предпочтение той или иной теории, так как ряд теорий не подтвержден достоверными экспериментальными данными, а ряд теорий не позволяет однозначно выделить механизм влияния водорода на водородное охрупчивание.
2. Обоснован выбор моделирования наводороженных металлов методом молекулярной динамики, который представляет собой мощный инструмент для исследования физических свойств материалов на атомарном уровне. Из анализа возможностей метода сделан вывод о необходимости его применения для исследования механизмов водородного охрупчивания материалов.
3. Представлен обзор существующих и разрабатываемых методов аккумулирования водорода, в том числе с использованием металлогидридов, интерметаллидов, комплексных гидридов. Основное внимание обращено на применение наноструктур и пористых сред для хранения водорода.
4. Описан разработанный экспериментальный стенд для исследования водородопроницаемости и водородоемкости пористых сред. Схема была разработана таким образом, чтобы иметь возможность исследовать несимметрические явления переноса газа. Проведены предварительные исследования проницаемости ряда образцов на стенде. Полученные результаты соответствуют литературным данным, что подтверждает работоспособность экспериментального стенда.
5. Методом погруженного атома выполнен расчет потенциалов межатомного взаимодействия для атомов Fe-Fe, Fe-H и H-H.
6. Приведена методика определения акустических свойств (добротности, скорости ультразвука) и модуля упругости наводороженных металлов. В разработанной методике использован бесконтактный метод электромагнитно-акустического преобразования.
7. Проведен патентный поиск с целью определения уровня развития техники в области систем хранения и аккумулирования водорода. Проанализировано более 2 тысяч источников из баз данных Патентного ведомства США и Европейского патентного ведомства, а также из базы патентных документов ФИПС.
8. Исследованы зависимости между степенью наводороживания и изменениями акустических характеристик, электросопротивления, коэрцитивной силы и шумами перемагничивания. Установлено, что наиболее чувствительными к водороду оказались акустическая добротность, акустическая эмиссия и магнитные шумы Баркгаузена. Предложена методика определения коэффициента диффузии водорода, в основу которой положены обратимые изменения акустической добротности при цикле «наводороживание – обезводороживание».
9. Разработаны методики вычислительного эксперимента при моделировании поведения системы Fe-H. Методом молекулярной динамики показано, что водород в идеальном кристалле снижает на 40 % теоретический предел прочности. В кристалле с объемными дефектами водород изменяет диаграмму растяжения. Установлено, что вследствие локальной диффузионной пластической деформации площадка текучести наблюдается при 3 % деформации (в отсутствии водорода при 7 %).
10. Проанализированы причины водородного изнашивания при контактном взаимодействии наводороженных металлов. Рассмотрены основные положения теории водородного изнашивания и указаны наиболее важные направления в решении проблемы этого вида деградации металлов в процессе контактного взаимодействия.
11. Разработаны методики для оценки степени наводороживания ферромагнитных металлов, основанные на изменении под влиянием водорода упругих и магнитоупругих характеристик металлов, ответственных за формирование двойного резонансного электромагнитно-акустического преобразования (ЭМАП). Установлено, что после 6-часового наводороживания амплитуда ЭМА сигнала изменяется на (30 – 75) %, а добротность на (30 – 65) %. Показана возможность применения для оценки степени наводороживания поверхностных волн Рэлея (амплитуда ЭМА сигнала для никеля уменьшилась на 26 %, для пермендюра на 27 %, для армко-железа на 25 %).
12. Разработана методика определения водородоемкости пористых сред. Построена модель, позволяющая рассчитывать процессы газопереноса в асимметричных нанопористых мембранах. Модернизирован экспериментальный стенд для определения водородоемкости и проведены установочные эксперименты по определению аккумуляционных эффектов.
13. Разработана автоматизированная установка для исследования процессов фрикционного взаимодействия контактирующих поверхностей, снабженная многокоординатным приводом, позволяющим реализовывать нелинейные траектории движения измерительного элемента. Использование дополнительных модулей позволяет проводить испытания наводороженных металлов.
14. Выполнены исследования по лазерному модифицированию поверхности металлов, в том числе с предварительно нанесенными покрытиями. Установлено, что обработка лазерным лучом приводит к изменению структуры слоя, увеличению в 1.5 раза толщины покрытий и повышению микротвердости.
15. Исследованы водородопроницаемости сплавов на основе железа, а также титана, никеля, циркония. Описаны методы измерения потока катодного водорода через мембраны. Установлено, что поток водорода, проходящий через мембрану, зависит от плотности катодного тока, толщины мембраны и ее структурного состояния на поток. Зависимость скорости выделения водорода от плотности тока близка к параболической, а зависимость от толщины мембраны может быть описана падающей экспонентой. Установлена взаимосвязь между процессами наводороживания, акустической эмиссией и повреждаемостью металла.
16. Исследовано влияние способов модифицирования поверхности мембран на водородопроницаемость. Установлено, что наибольшее снижение потока водорода, проходящего через модифицированную мембрану, получено после диффузионного борирования (скорость выделения водорода уменьшилась на два порядка). После электроискрового легирования алюминием и медью, а также обработки поверхности мембран лазерным лучом уменьшение скорости выделения водорода не превышало 50 %.
17. В результате исследования водородоемкости пористых сред в температурном диапазоне (25 – 105) °С установлено, что водородоемкость исследованных образцов недостаточна для непосредственного хранения водорода в исследованных пористых материалах, но такие пористые среды перспективны в качестве барьерных слоев для предотвращения быстрого вымывания газа из хранилищ.
18. Разработана установка для нанесения диффузионных защитных покрытий из динамических насыщающих сред, позволяющая в 2 раза сократить время обработки и уменьшить расход насыщающих элементов. Разработаны оптимальные режимы и составы насыщающих смесей для алитирования и азотонауглероживания сталей.
19. Дополнительно проведенными молекулярно-динамическими расчетами показано, что водород снижает теоретический предел прочности кристаллов железа, никеля, алюминия и палладия на (30 – 50) %.
20. Результаты проекта внедрены в образовательный процесс.
21. По результатам исследований: опубликованы 1 монография; 19 статей, в том числе 11 в реферируемых журналах; сделано 9 докладов на 5 конференциях, в том числе на 3 Международных.
22. Участниками проекта защищены 3 кандидатские и 1 докторская диссертация.
23. В выполнении проекта участвовало 9 студентов.
СПисок использованных источников
1. Водород в металлах / Под ред. Г. Алефельда, И. Фелькля / пер. с англ. М. : Мир, 19с.
2. Белоглазов стали при электрохимических процессах. Л.: Издательство Ленинградского университета, 19с.
3. Руководство по эксплуатации G8 Galileo.
4. , Об акустической эмиссии при наводороживании малоуглеродистой стали // Письма в ЖТФ. 2009. Т. 35, вып. 2. С. 90–94.
5. Теория инженерного эксперимента. М. : Мир, 1972, 383 с.
6. , Рябов в металлах и сплавах. М.: Металлургия, 19с.
7. Подгайский выделения водорода из металла при наблюдении под микроскопом // Физико-химическая механика материалов. 1967. Т.3, №3. С. 358–361.
8. , , Павловский механизмов повреждаемости сосудов давления по пространственной неоднородности акустической эмиссии // Дефектоскопия. 1990. №1. С. 36.
9. Blackbuzn P. R., Rana M. D. Acoustic emission testing and structural evaluation of seamless steeltube in compressed gas service // J. Pressure Vessel Technology. 1986. № 000. Р. 234.
10. Fowler T. J. Experience with acoustic emission monitoring of chemical process industry vessels // Prog. Acous. Missions. 1986. № 3. Р. 150.
11 Recent development in acoustic emission testing; S. J. Vahaviolos, PAC. 1987. Р. 239.
12. , , Марьин эмиссия в экспериментальном материаловедении. М. : Машиностроение, 2002.
13. , , Карпельев образования повреждений малоуглеродистой низколегированной стали при насыщении водородом // Физика металлов и металловедение. 2000. Т. 90, №3. С. 97.
14. , Узенбаев эмиссия при поверхностной водородной повреждаемости сталей нефте - и газооборудования // Дефектоскопия. 1991. №10. С. 13.
15. Белоглазов стали при электрохимических процессах. С-Петербург : Изд–во СПб Университета. 1975. С. 72–73.
16. Колачев хрупкость металлов. М. : Металлургия, 1985, с. 34.
17. http://www. *****/stat402.html.
18. Сирота наводороживания никеля, меди и медноникелевых сплавов на их анодное поведение в растворах гидроксида натрия // Дисс…. канд. хим. наук. М., 20с.
19. , Шмаков водорода в реакторных сплавах циркония // Материаловедение, 2005, № 10. С.50–57.
20. Минкевич -термическая обработка стали. М.: Машиностроение, 1965, 491 с.
21. , , Влияние диффузионного отжига горячеоцинкованной стали на ее водородопроницаемость // Известия высших учебных заведений. Черная металлургия. 1988. № 11. С. 101–103.
22. , , Чередниченко-Алчевский конструкционных материалов при ионном облучении // Физика металлов и металловедение. 1996. Т. 82, № 2. С. 56–62.
23. , , и др. Изменение водородопроницаемости стали 12Х18Н10Т после азотирования, окисления и ионного облучения (Н+, N+) // Физика и химия обработки материалов. 1992. № 5.
24. Амин Давай Тамир, Андрюшечкин ионно-плазменных покрытий на водородопроницаемость стали // Известия высших учебных заведений. Черная металлургия. 1993. № 11,12. С. 45–47.
25. , , Маршаков поверхностных силоксановых слоев на проникновение водорода в железо // Защита металлов. 2001. Т. 37, № 2. С. 139–145.
26. , , Папанова водородопроницаемости материалов с помощью анодно-искровой обработки // Электронная обработка материалов.1987.№3, с.34-36.
27. , , и др. Водородопроницаемость нитрида титана // Материаловедение, 2002, №5. С.38-43.
28. , , Курдюмов водорода через пленки оксида никеля, аморфного кремния и нитрида титана // Материаловедение, 2002, №5. С.48–52.
29. Химико-термическая обработка металлов и сплавов /Справочник: Металлургия, 19с.
30. , , Ревуцкий легирование металлических поверхностей. Кишинев: Штиинца.19с.
31. Верхотуров поверхностного слоя металлов при
электроискровом легировании. Владивосток: Дальнаука, 19с.
32. , , Лыс и установка для лазерной обработки поверхности ситалла // Патент № 000 (Россия). 2012.
33. , , Лыс и установка для лазерной обработки поверхности ситалла // Заявка № /03 (Россия). 2011.
34. Zheng M, Cheng R, Chen X, Li N, Li L, Wang X, et al. A novel approach for CO-free H2 production via catalytic decomposition of hydrazine. Int J Hydrogen Energy 20:1081–9.
35. Tetsuo Umegaki, Jun-Min Yan, Xin-Bo Zhang, Hiroshi Shioyama, Nobuhiro Kuriyama, Qiang Xu, Boron - and nitrogen-based chemical hydrogen storage materials, international journal of hydrogen energy. 20Р. 2303–2311.
36. Chen P, Xiong Z, Luo J, Lin J, Tan KL. Interaction of hydrogen with metal nitrides and imides. Nature. 20:302-4.
37. Billur Sakintunaa, Farida Lamari-Darkrimb, Michael Hirscherc, Metal hydride materials for solid hydrogen storage:Areview, International Journal of Hydrogen Energy. 20Р. 1121–1140.
38. Chandra M, Xu Q. Room temperature hydrogen generation from aqueous ammonia-borane using noble metal nanoclusters as highly active catalysts. J Power Sources. 20:135–42.
39. Tibbetts GG, Meisner GP, Olk CH. Carbon 2001. 39:2291–301.
40. , , О механизме несимметрического газопереноса в анизотропных пористых средах. Доклады академии наук. Серия: физика. 2008. Т. 419, №1. С. 38–40.
41. , , . Природа анизотропии проницаемости и каталитической активности. Кинетика и катализ. 2008. Т. 49, №1. С. 129–135.
42. . О возможности увеличения водородоемкости пористых сред за счет модификации внутренней поверхности пор // Научная сессия НИЯУ МИФИ-2010. XIII Международная телекоммуникационная конференция студентов и молодых ученых «Молодежь и наука». Тезисы докладов. ч.1. М.: НИЯУ МИФИ. 2010. С. 25–26.
43. Apel P. Yu., Korchev Y. E., Siwy Z., et al. // Nucl. Instrum. & Meth. Phys. Res. 2001. V. 184. P. 337.
44. , , // Кинетика и катализ. 2008. Т. 49, № 1. C. 129.
45. , , // Сер. Критические технологии. Мембраны. 2009. Т. 43, № 3. C. 3.
46. , , // Докл. АН. Сер. физика. 2008. Т. 419, № 1. С. 38.
47. , , // Сер. Мембраны. Критические технологии. 2009. Т. 41, № 1. C.33.
48. , , // Мембраны и мембранные технологии. 2012. Т. 2, № 2. С.124.
49. Roldughin V. I., Zhdanov V. M. // Adv. Colloid and Interface Sci. 2011. V. 168. P. 223.
50. Barrer R. M., Nicholson. D. // Brit. J. Appl. Phys. 1966. V. 17. P. 1091.
51. Awasthi K., Kulshreshtha V., Tripathi D., et al. // Bull. Mater. Sci. 2006. V. 29, № 3. P. 261.
52. Teplyakov V. V., Pisarev G. I., Magsumov M. I., Tsodikov M. V., Zhu W., Kapteijn F. // Catal. Today. 2006. V. 118. P.7.
53. Magsumov M. I., Fedotov A. S., Tsodikov M. V., Teplyakov V. V., Shkrebko O. A., Uvarov V. I., et al. // Ross. Nanotekhnol. 2006. V. 1. P. 142.
54. , , , // Кинетика и катализ. 2006. Т. 47, № 1. С.29.
55. , , // Кинетика и катализ. 2007. Т. 48, № 1. С. 139.
56. , , // Кинетика и катализ. 2012. Т. 53, № 3. С. 435.
57. , Лифшиц физика: учебное пособие. Т.10. Физ. кинетика. 2е изд. М.: Физ.-мат. лит., 2002, 533 с.
58. Сивухин курс физики. Т.2. Термодинамика и молекулярная физика. 5-е изд. М.: Физ.-мат. лит., 2005., 544 с.
59. Обогащение урана М.:Энергоатомиздат, 1983, 320 с.
60. , // Журнал Экспериментальной и Теоретической Физики. 1990. Т. 98. С. 1570.
61. Коган разреженного газа. М.: Наука, 1967, 440 с.
62. Kurchatov I. M., Laguntsov N. I. // Proceedings of the XXV International Symposium on Physico-Chemical Methods of Separation “ARS SEPARATORIA 2010”, July 4-7, 2010. Torun, Poland. P. 286.
63. Заславский в нелинейную физику: От маятника до турбулентности и хаоса. М.: Наука, 1988, 368 с.
64. Заславский динамических систем. М.: Наука, 1984, 272 с.
65. , Коган диффузионное насыщение металлов и сплавов. – М.: Металлургия, 1978, 208 с.
66. Spiridonova I. M., Alkema V. G. Chemical heat treatment in dynamic mixture: multicomponent diffusion coating formation mechanism // Proc. 7-th Intern. Cong. on Heat Treatment of Materials. – 11-14 Dec., Moscow. 1990. V. 1. P. 229–233.
67. , , Уварова надежности и долговечности деталей оборудования трубопрокатных станов упрочнением поверхности в установках с подвижным слоем: Тез. докл. IV Всесоюз. науч.-техн. конф. Запорожье.1989, 185 с.
68. , , Грачев обработка в кипящем слое. М.: Металлургия, 1981, с. 4.
69. Химико-термическая обработка металлов и сплавов / Справочник под ред. . М.: Металлургия, 1981.
70. Robertson I. M., Birnbaum H. K. Dislocation mobility and hydrogen – A brief review // Proceedings of 11-th International Conference of Fracture. Symposium of Hydrogen Embrittlement. Torino (Italy). 2005.
71. Birnbaum H. K. Hydrogen effects on deformation - Relation between dislocation behavior and the macroscopic stress-strain behavior // Scripta Metallurgica and Materialia. 1994. V. 31, № 2. P. 149–153.
72. Oriani R. A., Josephic P. H. Equilibrium aspects of H-induced cracking of steels // Acta Metallurgica. 1974. V. 22, № 9. P. .
73. Birnbaum H. K. Mechanical properties of metal hydrides // Journal of the Less Common Metals. 1984. V. 104, № 1. P. 31–41.
74. Clatterbuck D. M., Chrzan D. C., Morris Jr. J. W. The influence of triaxial stress on the ideal tensile strength of iron // Scripta Materialia. 2003. V. 49. P. 1007–1011.
75. , Бурнышев водорода на механические свойства кристаллов железа: молекулярно-динамические расчеты // Материалы 50-го Международного научного симпозиума «Актуальные проблемы прочности». Витебск, Беларусь: УО «ВГТУ». 2010. С. 126–129.
76. LAMMPS WWW Site. URL: http://lammps. sandia. gov/ (дата обращения 02.05.2012).
77. , , О выборе потенциалов межатомного взаимодействия для системы Fe в приближении метода погруженного атома // Вестник ИжГТУ. 2010. №4. С. 141–143.
78. , , О выборе потенциалов межатомного взаимодействия для системы Fe-H в приближении метода погруженного атома // Вестник ИжГТУ. 2011. №1. С. 114–117.
79. Angelo J. E., Moody N. R., Baskes M. I. Trapping of hydrogen to lattice defects in nickel // Modelling and Simulation in Materials Science and Engineering. 1995. V. 3, № 3. P. 289–307.
80. Zhou X. W., Zimmerman J. A., Wong B. M., Hoyt J. J. An embedded-atom method interatomic potential for Pd-H alloys // Journal Material Research. 2008. № 23. P. 704–718.
81. Apostol F., Mishin Y. Angular-dependent interatomic potential for the aluminum-hydrogen system // Physical Review B. 2010. V. 82, № 14. P. 144115.1 –144115.10.
82. Нагорных и водород. Исследования методами компьютерного эксперимента. Саарбрюккен (Германия): LAP LAMBERT Academic Publishing, 20c.
83. Stroe M. E. Hydrogen embrittlement of ferrous materials // Thesis for Ph. D. 2006. Belgium. P.252.
84. , Сергеев замедленного разрушения высокопрочных сталей в инактивных и водородсодержащих средах // РЖ 19Б-2. Физическая химия (Кристаллохимия. Химия твердого тела. Газы. Жидкости. Аморфные тела. Поверхностные явления. Химия коллоидов). 2006. № 22. C. 339.1–339.26.
