

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
1. Белкин и посадки (основные нормы взаимозаменяемости) – М.: Машиностроение, 1992 г. – 525с.
2. , , Щегол к решению задач по курсу ВСТИ. Учебное пособие – М.; Высшая школа, 1977 – 207с.
3. Допуски и посадки. Справочник в 2-х частях. Под ред. : 6-е издание – Л.: Машиностроение, 1982
4. Серый , стандартизация и технические измерения. 2 – изд. – М.: Агропромиздат, 1987 – 367с.
5. Практические работы по дисциплине «Метрология, стандартизация и квалиметрия» для специальности 311300 «Механизация сельского хозяйства» / сост. – НовГУ, Великий Новгород, 1999 – 106с.
6. , Цыпкин качения. Справочник – М. – Л.; Масигиз. 1959 – 608с.
ПРИЛОЖЕНИЕ А
|
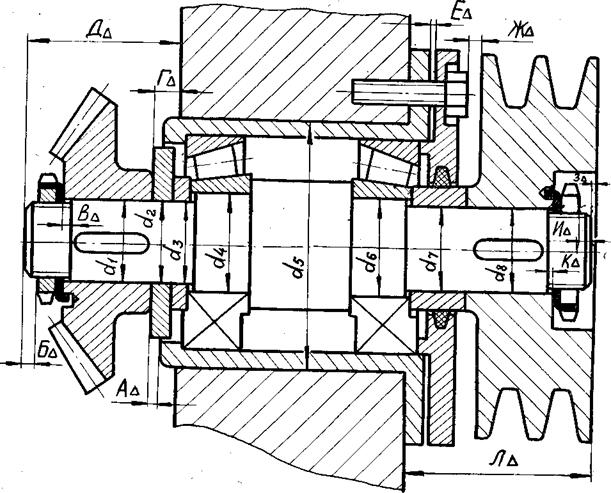
Рис. 1
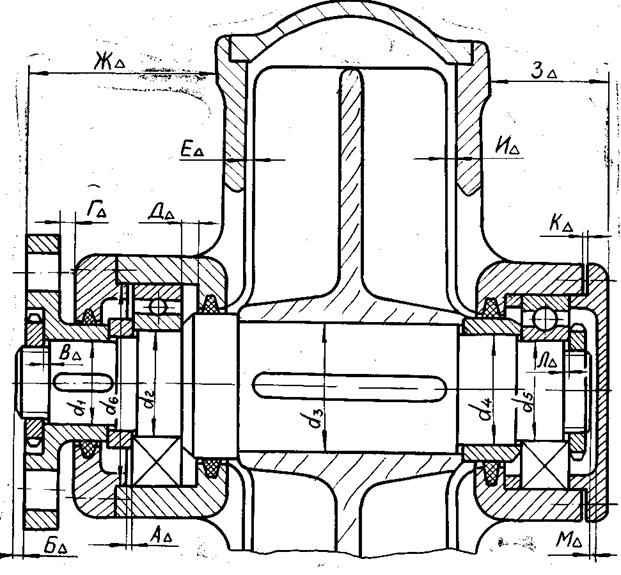
Рис. 2
|
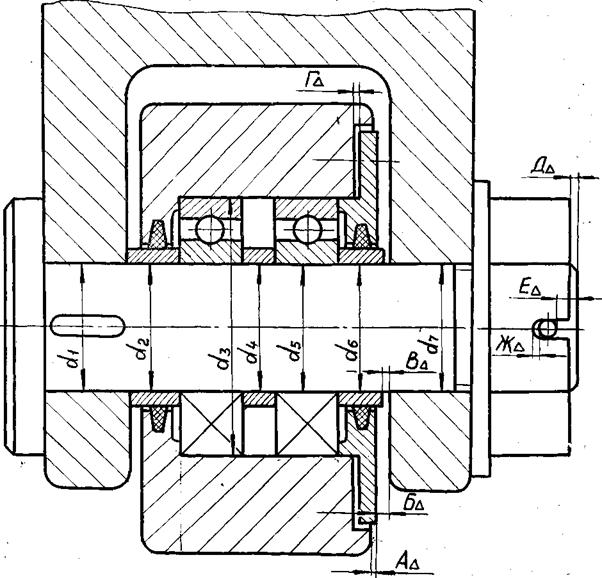
Рис. 3
Коэффициенты линейного расширения для металлов и сплавов при температурном перепаде 20 – 1000С.
Металл (сплав) |
|
1. Алюминий | 23,9 |
Алюминиевые сплавы: | |
2. деформируемые | 22-24 |
3. литейные | 19-24,5 |
4.Бронза алюминиевая | 17,6*10-6 |
5.Бронза оловяниста | 17,6 |
6.Висмут | 13,4 |
7.Вольфрам | 3,36 |
8. Дюралюминий | 22,6 |
9.Железо электролит. | 12,2 |
Латуни: | |
10. деформируемые | 17,2 |
11. литейные | 22-26 |
12. Магний | 26,1 |
13. Медь техническая | 16,6-17,0 |
14. Нике ль | 13,3 |
15. Олово | 23,8 |
16. Свинец | 29,1 |
17.Стекло | 8,1 |
18. Инвар | 1,5 |
19. Титан | 8,0 |
20. Текстолит | 12,0 |
21. Твердый сплав | 4,5 |
22. Сталь углеродистая | 10,6 |
23. Сталь неуглеродистая | 16,0 |
24. Сталь никелевая | 20,0 |
25. Сталь хромистая | 11,5 |
26. Сурьма | 8,4-11 |
27. Чугун | 8,7-11,1 |
28. Цинк | 39,5 |
Таблица 1 Допускаемая погрешность измерения
Номинальные размеры, мм | Квалитеты | |||||||||
2 | 3 | 4 | 5 | 6 | ||||||
мкм | ||||||||||
IT |
| IT |
| IT |
| IT |
| IT |
| |
До 3 | 1,2 | 0,4 | 2,0 | 0,8 | 3 | 1,0 | 4 | 1,4 | 6 | 1,8 |
Свыше 3 >>6 | 1,5 | 0,6 | 2,5 | 1,0 | 4 | 1,4 | 5 | 1,6 | 8 | 2,0 |
>> 6>>10 | 1,5 | 0,6 | 2,5 | 1,0 | 4 | 1,4 | 6 | 2,0 | 9 | 2,0 |
>> 10 >> 18 | 2,0 | 0,8 | 3,0 | 1,2 | 5 | 1,6 | 8 | 2,8 | 11 | 3,0 |
>> 18 >> 30 | 2,5 | 1,0 | 4,0 | 1,4 | 6 | 2,0 | 9 | 3,0 | 13 | 4,0 |
>> 30 >> 50 | 2,5 | 1,0 | 4,0 | 1,4 | 7 | 2,4 | 11 | 4,0 | 16 | 5,0 |
>> 50 >> 80 | 3,0 | 1,2 | 5,0 | 1,8 | 8 | 2,8 | 13 | 4,0 | 19 | 5,0 |
>> 80 >> 120 | 4,0 | 1,6 | 6,0 | 2,0 | 10 | 3,0 | 15 | 5,0 | 22 | 6,0 |
>> 120 >>180 | 5,0 | 2,0 | 8,0 | 2,8 | 12 | 4,0 | 18 | 6,0 | 25 | 7,0 |
>> 180 >> 250 | 7,0 | 2,8 | 10,0 | 4,0 | 14 | 5,0 | 20 | 7,0 | 29 | 8,0 |
>> 250 >> 315 | 8,0 | 3,0 | 12,0 | 4,0 | 16 | 5,0 | 23 | 8,0 | 32 | 10,0 |
>> 315 >> 400 | 9,0 | 3,0 | 13,0 | 5,0 | 18 | 6,0 | 25 | 9,0 | 36 | 10,0 |
>> 400 >> 500 | 10,0 | 4,0 | 15,0 | 5,0 | 20 | 6,0 | 27 | 9,0 | 40 | 12,0 |
Продолжение таблицы 1 Допускаемая погрешность измерения

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 |
