
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
![]()
Базовые материалы для изготовления МПП DURAVER-E-Cu-Qualitaet 104 ML
фирмы ISOLA, Германия
Качество и надежность для продвижения Вашей продукции.
Технологии изготовления средств коммуникации и компьютерной техники, электроника для автомобилестроения и медицинская техника предъявляют все более высокие требования к характеристикам печатных плат. Так, например, электрические и термические величины, стабильность размеров и качество поверхности должны соответствовать той или иной области применения.
Фирма Isola относится к новаторам в области изготовления тонких ламинатов и препрегов для технологии изготовления многослойных печатных плат (МПП).
В зависимости от требований к печатным платам фирма Isola предлагает широкий спектр базовых материалов, упрочненных стекловолокном. Тонкие ламинаты и препреги для МПП изготавливаются из специально подобранного сырья. В сочетании с хорошо себя зарекомендовавшей концепцией производства и бескомпромиссным соблюдением качества производства это сырье является надежной гарантией для выпуска надежной и признанной продукции.
Тонкие ламинаты DURAVER ® -E-Cu Qualitat 104 ML
Технические характеристики МПП в значительной степени зависят от выбора тонких ламинатов и препрегов. Поэтому на ф. Isola большое внимание уделяется выбору состава сырья.
Тонкие ламинаты DURAVER -E-Cu Qualitat 104 ML были разработаны специально для изготовления широкого спектра МПП: от 4-слойных до сложных МПП, состоящих из 20 или более слоев. Ламинаты изготавливаются на основе стекловолокна, наполненного эпоксидной смолой. Эти ламинаты являются классическими представителями ламинатов ф. Isola. Спектр их применения охватывает все сферы электроники.
Стандартные ламинаты фирмы Isola, изготавливаются со свойством УФ-блокировки. Это свойство позволяет уменьшить псевдо-ошибки при автоматическом оптическом контроле, особенно при использовании лазерных сканеров в устройствах оптического контроля, которые работают с использованием методов флюоресценции, а также исключить ложные изображения на противоположной стороне при проявлении защитных паяльных масок с использованием УФ-света.
Все тонкие ламинаты DURAVER-E-Cu-Qualitaet 104 ML соответствуют стандарту
NEMA-Grade FR-4
и удовлетворяют требованиям стандартов
IPC 4101, IEC и DIN EN 60249.
При температуре стеклования (Tg ) примерно 135°C величина ΔTg не превышает 3°C.
Стандартные структуры ламинатов DURAVER ® -E-Cu Qualitat 104 ML
Ном. толщина диэлек- трика (Субстрат без Cu) | Допуск на толщину | Структура | Факт. (ср. знач.) | Среднее содержание | Волнистость при Cu 35 m Wt (ср. велич.) мкм | |
IPC 4101 Кл. В | IPC 4101 Кл. С | |||||
мм | мм | мм | мм | % | ||
0,050 | 0,018 | 0,013 | 1 х 106 | 0,059 | 70 | 1,2 |
0,075 | 0,018 | 0,013 | 1 х 1080 | 0,075 | 63 | 1,2 |
0,100 | 0,018 | 0,013 | 1 х 1634 | 0,101 | 45 | 1,5 |
0,125 | 0,025 | 0,018 | 1 х 1647 | 0,132 | 49 | 1,7 |
0,150 | 0,025 | 0,018 | 1 х 1651 | 0,158 | 47 | 2,0 |
0,200 | 0,038 | 0,025 | 1 х 7628 | 0,210 | 44 | 2,8 |
0,250 | 0,038 | 0,025 | 2 х 1647 | 0,264 | 49 | 1,7 |
0,300 | 0,050 | 0,038 | 2 х 1651 | 0,316 | 47 | 2,0 |
0,360 | 0,050 | 0,038 | 2 х 7628 | 0,364 | 39 | 2,8 |
0,410 | 0,050 | 0,038 | 2 х 7628 | 0,397 | 44 | 2,8 |
0,460 | 0,050 | 0,038 | 1 х 7628 | 0,457 | 42 | 2,8 |
0,510 | 0,064 | 0,050 | 3 х 7628 | 0,523 | 39 | 2,8 |
0,560 | 0,064 | 0,050 | 3 х 7628 | 0,541 | 39 | 2,8 |
0,610 | 0,064 | 0,050 | 3 х 7628 | 0,590 | 44 | 2,8 |
0,710 | 0,064 | 0,050 | 4 х 7628 | 0,723 | 39 | 2,8 |
0,760 | 0,064 | 0,050 | 4 х 7628 | 0,745 | 42 | 2,8 |
0,900 | 0,100 | 0,075 | 5 х 7628 | 0,901 | 39 | 2,8 |
1,000 | 0,101 | 0,075 | 5 х 7628 | 0,989 | 44 | 2,8 |
1,080 | 0,130 | 0,075 | 6 х 7628 | 1,098 | 39 | 2,8 |
1,200 | 0,130 | 0,075 | 6 х 7628 | 1,179 | 44 | 2,8 |
Форма поставки и аттестация
Стандартные форматы листов:
1070 х 1165 мм
925 х 1225 мм
1070 х 1225 мм
1070 х 1285 мм
Погрешности + 3мм/- 0 мм
Другие форматы могут быть изготовлены по запросу.
Стандартная толщина меди:
5мкм, 18 мкм, 35 мкм, 70 мкм, 105мкм, 210мкм с одной или двух сторон.
Другая толщина – по запросу.
Медная фольга
Применяется исключительно электролитная медная фольга высочайшей чистоты (мин. 98,8 %). Чтобы обеспечить оптимальную адгезию, фольга со стороны базового материала подвергается специальной обработке.
Нить основы
В прессованном многослойном материале направление нити основы и уточной нити у ламината и препрега должны совпадать. Поэтому при заказе заготовок следует указать, по какому размеру следует располагать нить основы.
Нить основы DE104ML, по умолчанию, всегда расположена вдоль длинной стороны листа или заготовки. В сертификате эта сторона всегда указана второй (например, 1070 х 1165 мм, нить основы расположена вдоль стороны 1165 мм).
В случае, когда необходимо, чтобы нить основы шла по короткой стороне листа или заготовки, это необходимо отдельно указать при заказе материала.
Аттестация
Underwireter`s Laboratories Inc. (UL)
File-No. E41625
Заготовки
Наряду с нашими стандартными форматами листов, возможна поставка заготовок по Вашим размерам с обработанными торцами, начиная с толщины 0,2мм, что позволяет избежать образования по всему периметру заготовки заусенец и ломких игольчатых остатков стекловолокна и эпоксидных материалов. Данная операция позволяет решить многие технологические проблемы, к числу которых можно отнести:
- Засорение электролитической ванны обломанными частицами органики, покрытыми медью, что влечет за собой ускоренное разложение и старение раствора электролита.
- Накопление органики в электролитах, снижающее эластичность и электропроводность осаждаемой меди.
- Уменьшение адгезии фоторезиста по краям заготовок, приводящее к созданию дефектов на операциях экспонирования, проявления, травления.
- Ускорение износа фотошаблонов и фотопленки, возникающее при царапании их острыми краями
- Засорение установок фотопечати и проявления, а также защитной паяльной маски, травильных резистов и маркировочных красок.
- Порезы, царапины и пр.
Также по желанию заказчика можно скруглить углы.
Допуски: до 300 мм +/- 0,5 мм
свыше 300 мм +/- 0,8 мм
Отклонения по углам:
+/- 0,40 мм/на 100 мм длины края
+/- 0,15 мм/на 100 мм длины края (у шлифованных краев)
Возможно нанесение на заготовки различных маркировок, например, лазерные надписи, тиснение, струйное нанесение чернил.
Заготовки запаиваются в термоусадочную пленку и складываются на поддон. Такая упаковка гарантирует целостность груза, и сводит к нулю возможность повреждения поверхности.
Препрег DURAVERÒ-E Qualitaet 104 ML
В производстве печатных плат особое значение имеют гибкость и оптимизация процесса. Чтобы гибко реагировать на требования заказчиков, должно использоваться прецизионное технологическое оборудование и качественные базовые материалы, особенно, когда речь идет о производстве МПП.
Фирма Isola разработала в тесном сотрудничестве с заказчиками универсальный препрег. Это позволило обрабатывать этот тип препрега без проблем, как в гидравлических прессах, так и в автоклавах.
Универсальный препрег DURAVERÒ-E 104 ML характеризуется:
содержанием смолы,
временем гелеобразования,
вязкостью.
Этот препрег изготавливается на современных установках пропитки, использующих лучистую теплоту. Только этот метод гарантирует стабильность параметров препрега в узких пределах по всей ширине полотна ткани. Слой смолы измеряется в «реальном масштабе времени» и регулируется. Это обеспечивает оптимальные свойства процесса изготовления.
Преимущества универсального препрега:
только один тип препрега для различных технологий прессования,
простая логистика, нет необходимости хранения двух типов,
стабильность стандарта качества,
уменьшение срока поставки.
Технические параметры/ Стандарты и сертификаты
Обозначение препрега | Номинальная толщина | Содержание смолы | Время гелеобразования | Вязкость | Заданная |
мм | % | сек | Па сек | мм/препрег | |
104 AT 01 | 0,040 | 72 ± 3 | 165 ± 20 | 80 ± 15 | 0,038 ± 0,005 |
106 AT 01 | 0,050 | 73 ± 3 | 165 ± 20 | 80 ± 15 | 0,048 ± 0,005 |
1080 AT 01 | 0,063 | 62 ± 3 | 165 ± 20 | 80 ± 15 | 0,069 ± 0,008 |
2125 AT 01 | 0,100 | 53 ± 3 | 165 ± 20 | 80 ± 15 | 0,099 ± 0,008 |
2116 AT 01 | 0,115 | 50 ± 3 | 165 ± 20 | 80 ± 15 | 0,119 ± 0,008 |
2165 АТ 01 | 0,180 | 55 ± 3 | 165 ± 20 | 80 ± 15 | 0,130 ± 0,008 |
7628 AT 01 | 0,180 | 45 ± 3 | 165 ± 20 | 80 ± 15 | 0,178 ± 0,008 |
1080 AT 97 | - | 72 ± 3 | 140 ± 15 | 130 ± 15 | 0,081 ± 0,008 |
2116 AT 97 | - | 57 ± 3 | 140 ± 15 | 130 ± 15 | 0,124 ± 0,008 |
7628 АТ 97 | - | 50 ± 3 | 145 ± 15 | 130 ± 15 | 0,183 ± 0,008 |
7628 KF 13 | - | 48 ± 3 | 125 ± 20 | - | - |
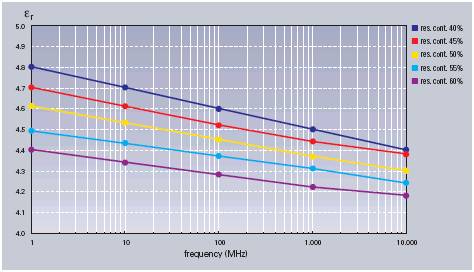
Диэлектрическая постоянная в зависимости от частоты и содержания смолы.
Коэффициент диэлектрических потерь от 1 МГц до 10 ГГц = 0.0195 ± 0.005.
Формы поставки.
Препреги поставляются в рулонах или в виде заготовок.
Препрег в рулонах:
Стандартная ширина (допуск +/- 5,0 мм): 0,950, 1090 мм и 1255 мм.
Стандартная длина: В зависимости от типа ткани примерно 150 – 300 м.
Заготовки
По желанию заказчика возможна нарезка заготовок в любой размер с допуском +/- 1,0 мм. ъ
Упаковка
Заготовки запаиваются в термоусадочную пленку и складываются на поддон. Такая упаковка гарантирует целостность груза, и сводит к нулю возможность его повреждения.
Технические указания по складированию и хранению препрега
|
![]()
 |
Параметры прессования МПП
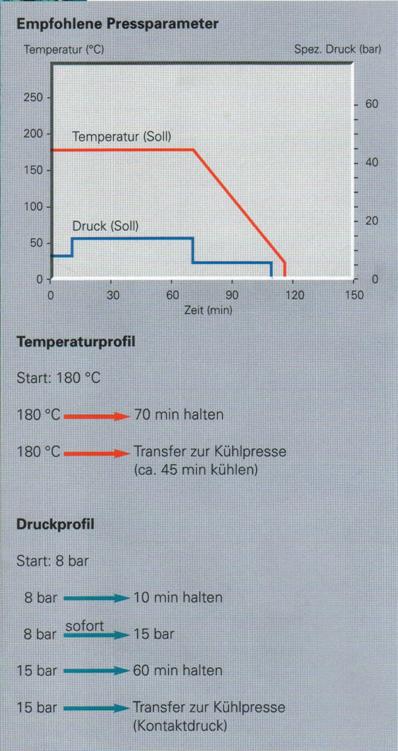 Рекомендуемые параметры прессования
Рекомендуемые параметры прессования
Красная линия – заданная температура
Синяя линия – заданное давление
Температурный профиль
Старт: 180 оС
180 оС – выдержка 70 мин
180 оС – переход к холодному прессу (ок. 45 мин. охлаждать)
Профиль давления
Старт – 8 бар
8 бар – выдержка 10 мин
8 бар – 15 бар – немедленно
15 бар – выдержка 60 мин
15 бар – переход к холодному прессу (контактное давление).
На характер текучести (реологию) и на полимеризацию применяемого для изготовления МПП препрега существенно влияют следующие параметры:
- Тип препрега;
- Тип МПП:
формат
конструкция
схема разводки
- Прессуемый пакет:
штамп
прокладочные
материалы
разделительные материалы
высота прессуемого пакета
Параметры прессования:
характер изменения температуры
характер давления
использование вакуума
Технические параметры DURAVER-E-Cu-Qualitaet 104 ML
| В соответствии со стандартом: | IPC-4101/21 |
|
| Основа | Электролитическая стеклоткань |
|
| Смола | Эпоксидная, трудновоспламеняющаяся |
|
| UL-File № | Е41625,V-0 по UL 94 |
|
|
| ||
Свойства | Ед. изм. | Спецификация <0,78 мм | Значения ф. Isola <0,78 мм |
1.Прочность сцепления меди, мин. | |||
А. Фольга с низким профилем поверхн. | |||
и фольга с очень низким профилем | |||
Для всех слоев меди >17 мкм | Н/мм | 0,70 | 1,40 |
Б. Медная фольга со стандартным профилем (35 мкм) | |||
1. После термоудара | Н/мм | 0,80 | 1,95 |
2. При 125°С | Н/мм | 0,70 | 1,85 |
3.После выдержки в раб. растворах | Н/мм | 0,55 | 1,90 |
В. Все другие виды/типы фольги | Н/мм | - | - |
2. Уд. объемное сопрот.,миним. | |||
А. С-96/35/90 | МОм·см | 1,0 ·106 | 6,0 ·106 |
Б. После выдержки в кондиционируемом помещении | МОм·см | - | - |
В. при высокой температуре Е-24/125. | МОм·см | 1,0 ·103 | 7,2 ·106 |
3. Поверхностное сопротивление, мин. | |||
А. С-96/35/90 | МОм | 1,0 ·104 | 1,3 ·106 |
Б. После выдержки в кондиционируемом помещении | МОм | - | - |
В. при высокой температуре Е-24/125. | МОм | 1,0·103 | 3,7·107 |
4. Влагопоглощение, макс. | % | 0,80 | 0,36 |
5.Прочность на пробой, мин. | кВ | - | - |
6. Диэлектрич. пост. при 1МГц, макс. | 5,4 | 4,6 - 4,9 | |
(ламинат и спрессованный препрег) | |||
7.Коэфф. диэл. потерь при 1МГц, макс. | 0,035 | 0,020 | |
(ламинат и спрессованный препрег) | |||
8. Прочность на изгиб, мин. | |||
А. В продольном направлении | Н/мм2 | - | - |
Б. В поперечном направлении | Н/мм2 | - | - |
9. Прочность на изгиб при высокой темп. | |||
в продольном направлении, мин. | Н/м2 | - | - |
10. Термоудар через 10 сек. при 288°С | |||
А. Непротравленная | сек | ≥10 | ≥10 |
Б. Протравленная | сек | ≥10 | ≥10 |
11. Электрическая прочность, мин. | |||
(ламинат или спрессованный препрег) | В/мм | 2,9 ·104 | 3,9 ·104 |
12. Горючесть | |||
А. Ср. время горения, макс. | сек. | 5 | 3 |
Б. Время единичного горения, макс. | сек. | 10 | 5 |
13. Температура стеклования (Tg) DSC | °С | - | 135 |
Пояснения:
С – предварительная обработка при влажности
Е – предварительная обработка при температуре
DSC - дифференциальная сканирующая калориметрия
Группы чисел, следующие за буквенными обозначениями, означают:
первое число – продолжительность обработки в часах
второе число – температура обработки в оС
третье число – относительная влажность воздуха.
