
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
РЕГУЛЯТОР КОНТАКТНОЙ СВАРКИ
РКС-22
Паспорт
АСТ.288.00.0.000 ПС
ПСКОВ
СОДЕРЖАНИЕ
|
1. Назначение ……………………………………………………………………..
2. Технические характеристики ……………………………………………........
3. Комплект поставки ……………………………………………………………
4. Устройство и принцип работы ……………………………………………….
5. Указание мер безопасности …………………………………………………..
6. Подготовка к работе …………………………………………………………..
7. Порядок работы …………………………………………….…………………
8. Техническое обслуживание ………………………..……..………………….
9. Характерные неисправности и методы устранения …………………………
10. Свидетельство о приемке ………………………………..……………………
11. Сведения о консервации и упаковывании …………………………….…….
12. Свидетельство о консервации ………………………………………………..
13. Свидетельство об упаковывании ……………………..………………………
14. Правила хранения ………………………………………..……………………
15. Гарантийные обязательства ………………………………………………….
16. Сведения о рекламациях ………………………………………………………
Общий вид регулятора.
Циклограмма работы регулятора.
Схема подключения регулятора.
1. НАЗНАЧЕНИЕ
1.1. Регулятор контактной сварки РКС-22, в дальнейшем именуемый «регулятор», предназначен для управления циклом контактной сварки сварочных машин переменного тока с изменяющимся усилием.
1.2. Регулятор предназначен для работы в закрытых помещениях на высоте до 1000м над уровнем моря.
1.3 Регулятор изготавливается в климатическом исполнении УХЛ4 – работа в районах с умеренным климатом при температуре окружающего воздуха от
+ 1 С до + 35 С и относительной влажности воздуха до 80% (при +25 С).
Окружающая среда невзрывоопасная, не содержащая токопроводящей пыли, агрессивных газов и паров в концентрациях, разрушающих металлы и изоляцию.
2. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
2.1. Регулятор обеспечивает:
- многоимпульсный режим сварки;
- дискретный отсчет длительностей позиций сварочного цикла;
- выбор задания длительностей позиций в периодах или полупериодах питающей сети;
- использование операций "ковка", "обжим" с возможностью их отключения;
- управление двумя электропневматическими клапанами сжатия и одним тиристорным контактором;
- от 1 до 10 импульсов (пульсаций) для каждого из сварочных токов (СВ1 и СВ2) с регулируемой паузой между токами;
- плавное нарастание амплитуды импульсов сварочного тока1 (модуляция внутри цикла нагрев/охлаждение);
- задание сварочного тока в процентах от полнофазного либо в кА (в опытном экземпляре - задание сварочного тока только в процентах от полнофазного значения);
- работу в одиночном и цикловом режимах;
- возможность прохождения сварочного цикла без тока;
- хранение в энергонезависимой памяти до 16 технологических программ сварки;
- измерение действующего значения напряжения питающей сети;
- измерение коэффициента мощности сварочной машины (в опытном экземпляре эта опция отсутствует);
- измерение сварочного тока в диапазонах 5, 10, 25 и 50 кА;
- компенсацию изменений напряжения сети;
- режим стабилизации сварочного тока (в опытном экземпляре эта опция отсутствует).
2.2. Общий вид регулятора, габаритные и установочные размеры приведены в
2.3. Регулятор обеспечивает цикл сварки в соответствии с циклограммой, приведенной в
2.4. Основные параметры регулятора:
1. Напряжение сети переменного тока 50Гц, В 380 +5%, –10%
2. Потребляемая мощность, ВА, не более 60
3. Отклонение действующего значения сварочного тока от номинального значения при колебаниях напряжения питающей сети от 0,9 до 1,05 от номинального значения, %, не более 1 +/–3
4. Длительность позиций сварочного цикла, в условных единицах (единица задания может выбираться в программе равной периоду (20мс ) или полупериоду (10мс) питающей сети):
- предварительное сжатие (СЖ1) 0 … 99
- сжатие (СЖ2) 0 … 99
- модуляция (МОД) 0 … 99
- импульс тока сварки1 (И1) (длительность одного импульса тока) 1 … 99
- пауза между импульсами тока сварки1 (П2) 0 … 99
- проковка1 (ПР 1) 0 … 99
- импульс тока сварки2 (И2) (длительность одного импульса тока) 1 … 99
- пауза между импульсами тока сварки2 (П2) 0 … 99
- проковка2 (ПР 2) 0 … 99
- пауза (ПАУЗ) 0 … 99
- длительность обжима 0 … 998, постоянн.
- задержка ковки 0 , откл.
5. Количество импульсов тока сварки1 (К1
Количество импульсов тока сварки2 (К2
6. Диапазон регулирования действующего значения сварочного тока (фазовое регулирование), % 2 25 … 99
7. Диапазон задаваемых значений коэфф-та мощности (COS) 0,2 … 0,85
Дискретность задания коэффициента мощности 0,05
9. Параметры входных сигналов (педаль, выбор номера прогр.) 3 :
- тип входного сигнала «сухой контакт»
- напряжение, В, не более 30
- ток, мА, не более 20
- сопротивление замкнутого контакта, Ом, не более 60
10. Тип датчика тока (в комплекте) пояс Роговского
11. Параметры выходных сигналов:
- напряжение на нагрузке, В, не более 30
- остаточное напряжение на выходном ключе, В, не более 2,5
- ток нагрузки, А. не более 0,5
12. Параметры импульсов управления тиристорами:
- напряжение, на сопротивлении 6,2 Ом +/- 5%, В 20 +/- 5
- длительность (на уровне не ниже 15 В) 200 +/-100 мкс
13. Масса, кг, не более 6,0
_____________________________________________________________________________________________
1. При условии, что коэффициент мощности сварочной машины отличается от заданного в регуляторе не более, чем на 0,02.
2. Полнофазным (99%) считается ток с углом отсечки не более 5 эл. градусов при напряжении питающей сети 342В (0,9 от номинального значения).
3. Ситуацию, когда на все входы выбора программ подано напряжение +24В, регулятор воспринимает как задание программы №16.
3. КОМПЛЕКТ ПОСТАВКИ
1. Регулятор РКС-22______……………………….. 1 шт.
2. Паспорт АСТ.288.00.0.000 ПС…………………. 1 шт.
3. Розетка на кабель РП14А-21Г7….……………… 1 шт.
4. Вилка на кабель РП14А – 21Ш3 ……………….. 1 шт.
5. Датчик тока типа Пояс Роговского …………….. 1 шт.
4. УСТРОЙСТВО И ПРИНЦИП РАБОТЫ
4.1. Регулятор выполнен в виде единого конструктивного узла. Лицевая сторона регулятора является панелью управления, на которой расположены:
- кнопки навигации ( «ç», «è», «+», «-» ) для ввода параметров цикла сварки;
- тумблеры «Работа / Прогр.», «Один. /Цикл.», «Вкл. ток / Выкл. ток »;
- жидкокристаллический 2-х строчный алфавитно-цифровой дисплей;
- светодиодные индикаторы включения пневмоклапанов, импульсов тока, а также состояния цикла сварки;
На задней стенке расположены разъемы для подключения регулятора и клемма заземления.
4.2. Принцип работы регулятора.
Вся работа регулятора происходит под управлением микропроцессора в соответствии с записанной в него программой.
Регулятор может находиться в следующих основных режимах:
а). Программирование. Этот режим предназначен для ввода в регулятор технологических программ сварки. Программирование осуществляется с помощью кнопок «+» и «-» (увеличение и уменьшение параметра ), «ç» и «è» (возврат к предыдущему параметру и переход к следующему). Вход в режим программирования (как и выход из него) осуществляется тумблером «Работа / Прогр.».
По окончании программирования параметры записываются в энергонезависимую память. Процесс программирования описан в разделе «ПОРЯДОК РАБОТЫ».
б) Готовность. В этом режиме регулятор ожидает нажатия педали для запуска цикла сварки. Горит светодиод «ГОТОВ», а на дисплей выводится один из экранов, содержащих набор основных либо дополнительных параметров, соответствующих «текущей» программе сварки, либо же значения измеренного сетевого напряжения и сварочного тока. Переключение между экранами осуществляется кнопками «ç» и «è».
Экран основных параметров состоит из параметров, соответствующих надписям на лицевой панели в строке над экраном и под ним. В знакоместах СВ1 и СВ2 последовательно выводится по три параметра, соответствующие данным позициям цикла сварки – И1, П1, К1 и И2, П2, К2.
При выводе на дисплей экрана измеренных значений напряжения и тока кнопки «+» и «-» осуществляют переключение диапазона измерения тока.
в) Выполнение цикла сварки. Прохождение цикла индицируется светодиодами «ЦИКЛ», «КЛАПАН 1», «КЛАПАН 2», «ТОК», на дисплей выводится экран измеренных значений напряжения и тока.
Регулятор может работать в одиночном или цикловом режимах. В одиночном режиме для повторного запуска цикла необходимо отпустить, а затем заново нажать педаль; в цикловом же режиме повторение цикла сварки будет происходить до тех пор, пока педаль нажата. Переключение между цикловым и одиночным режимами осуществляется тумблером «Один. /Цикл.».
Если после начала цикла отпустить педаль до момента начала позиции «И1», то есть до начала тока сварки1(СВ1), то цикл прекратится, и регулятор возвратится в режим «Готовность», выключив все клапана. При размыкании цепи запуска после начала тока пройдет весь цикл сварки.
Цикл сварки может проходить как с током, так и без тока. Включение и отключение тока осуществляется либо тумблером «Вкл. ток / Выкл. ток », либо дистанционно, внешним сигналом (см. Схема подключения регулятора).
При этом, если управление включением / выключением тока осуществляется дистанционно, то тумблер «Вкл. ток / Выкл. ток » должен быть выключен. Если же управление осуществляется с лицевой панели регулятора, то внешняя цепь «С током /Без тока» должна быть разомкнута.
В цикле сварки может выполняться любая из сохраненных в памяти технологических программ сварки, которые предварительно следует ввести (см. режим «Программирование»). Номер так называемой «текущей» программы (программы, по которой отрабатывается цикл сварки) выбирается внешними дискретными сигналами, например, с помощью внешнего переключателя.
Программное обеспечение регулятора позволяет выполнять цикл сварки по универсальной циклограмме, которая приведена в
При установке какого-либо параметра цикла сварки в нулевое значение позиция, соответствующая этому параметру, исключается из цикла. Следует иметь ввиду, что при задании количества импульсов тока сварки 2 (К2) равным нулю, из цикла исключаются позиции «И2», «П2» и «ПР2», даже если они заданы ненулевыми. При задании количества импульсов К1=1, из цикла сварки исключается позиция «П1», даже если она задана ненулевой; при задании количества импульсов К2=1, из цикла сварки исключается позиция «П2», даже если она задана ненулевой.
Параметр «длительность обжима» может быть задан в пределах от 0 (в этом случае обжим отсутствует) до 998, а также значение «постоянный» (в этом случае клапан 2 включается в начале позиции сжатия (СЖ2) и остается включенным до конца цикла). Параметр «задержка ковки» может быть задан в пределах от 0 до 998 (задержка отсчитывается от момента начала тока сварки 1), а также значение «без ковки» (в этом случает ковка исключается).
Таким образом, универсальная циклограмма, а также возможность изменения в широком диапазоне всех параметров цикла сварки регулятора позволяет ему отрабатывать любой, необходимый пользователю вариант циклограммы, например:
- с постоянным малым усилием («длительность обжима»=0; «без ковки»);
- с постоянным повышенным усилием («обжим постоянный»; «без ковки»);
- только с ковкой («длительность обжима»=0; «задержка ковки»=ххх);
- только с обжимом («длительность обжима»=ххх; «без ковки»);
- с обжимом и ковкой («длит-ть обжима»=ххх; «задержка ковки»=ххх).
Модуляция (МОД) – это длительность (в выбранных единицах ввода), в течение которой ток сварки 1 плавно нарастает от значения 25% до значения параметра ТОК 1. Так, например, при МОД=0 ток сварки 1 сразу начинается со значения ТОК 1, а при МОД=1 первый (полу)период тока будет равен 25%, а следующий – значению ТОК 1.
При этом модуляция входит в состав тока сварки 1, таким образом при вводе параметров модуляция не может превышать суммарную длительность тока сварки 1 (устройство контролирует правильность ввода параметров и не даст ввести ошибочное значение).
5. УКАЗАНИЕ МЕР БЕЗОПАСНОСТИ
5.1. При обслуживании электросварочного оборудования необходимо соблюдать «Межотраслевые правила по охране труда (правила безопасности) при эксплуатации электроустановок (ПОТРМ – », «Правила эксплуатации электроустановок потребителей (ПЭЭП)» и требования стандартов системы безопасности труда (ССБТ).
5.2. При работе необходимо руководствоваться требованиями ГОСТ 12.3.003-86 «Работы электросварочные. Общие требования безопасности».
5.3. Работа с регулятором допускается только при наличии надежного заземления.
СЛЕДУЕТ ПОМНИТЬ, ЧТО РАБОТА БЕЗ ЗАЗЕМЛЕНИЯ ОПАСНА ДЛЯ ЖИЗНИ!
5.4. Регулятор нельзя считать обесточенным, если на передней панели не светятся индикаторы и дисплей, т. к. это может происходить из-за их неисправности или отсутствия одной из фаз питающей сети.
Для снятия напряжения с регулятора нужно отключить автоматический выключатель или другое отключающее устройство на машине.
5.5. Осмотр регулятора, ремонт и другие подобные работы следует производить только после отключения регулятора от сети.
Допускается проведение наладочных и регулировочных работ при включенном регуляторе наладчиком соответствующей квалификации с соблюдением всех мер предосторожности.
6. ПОДГОТОВКА К РАБОТЕ
6.1. Перед вводом регулятора в эксплуатацию необходимо:
- очистить регулятор от пыли;
- проверить мегомметром на 500 В сопротивление изоляции цепей 380В относительно корпуса (сопротивление между контактами 1с, 3а, 1а, 3с разъёма Х1 и корпусом). Сопротивление изоляции должно быть не менее 1 МОм. В случае снижения сопротивления изоляции регулятор следует просушить (обдувая теплым воздухом);
- закрепить регулятор на корпусе машины.
6.2. Заземлить регулятор.
6.3. Подключить регулятор к машине в соответствии со схемой электрической принципиальной машины.
6.4. Обязательно зафиксировать ответные части разъёмов в надетом положении с помощью предусмотренных конструктивных элементов разъёма (защелкой, резьбовым кольцом и т. п.). Повреждение устройства вследствие ненадёжного крепления ответной части разъёма или вследствие подключения разъемов без отключения внешнего питания не является гарантийным случаем.
7. ПОРЯДОК РАБОТЫ
Работа с регулятором производится в следующей последовательности:
7.1. Включение питания. Подать напряжение на регулятор включением автоматического выключателя на машине, при этом на регуляторе должны засветиться светодиоды состояния и подсветка ЖК дисплея. После вывода приветственного сообщения на дисплее обычно высвечивается набор параметров «текущей» программы сварки. При этом регулятор находится в режиме «РАБОТА», горит светодиод «ГОТОВ».
Однако, если при включении питания (либо же при выходе из режима программирования) оказывается нажата педаль, то сигнал «ГОТОВ» пропадает, а на дисплей выводится сообщение «ОТПУСТИТЕ ПЕДАЛЬ!» (это так называемая «нулевая защита», недопускающая включение цикла сварки при возобновлении питания устройства после сбоя по питанию).
Если внешними дискретными сигналами (внешним переключателем) выбран номер программы сварки, который еще не был запрограммирован, то регулятор запрашивает вход в режим «ПРОГРАММИРОВАНИЕ».
7.2. Ввод программы сварки. Вход в режим программирования (как и выход из него) осуществляется с помощью тумблера «РАБОТА/ПРОГР.». Сначала необходимо выбрать номер редактируемой программы, по умолчанию, будет предложено редактирование «текущей» программы, то есть той, номер которой выбран внешними дискретными сигналами (внешним переключателем). Увеличение и уменьшение номера редактируемой программы, так же как и всех остальных параметров, осуществляется нажатием кнопок «+» и «–». Кратковременное нажатие изменяет редактируемый параметр на единицу (в некоторых случаях шаг изменения отличен от единицы, например, проковка 1 (ПР1) при единицах ввода «полупериоды сети» изменяется на 2 полупериода, так как пауза между токами не может составлять нечетное количество полупериодов). При длительном удержании кнопки «+» редактируемый параметр начинает быстро увеличиваться, а по достижении максимального значения, изменение прекращается; однако, если затем отпустить кнопку и заново нажать, то значение с максимального изменится на минимальное (то есть «по кругу»). Аналогично работает и кнопка «–».
Параметры выводятся на дисплей для редактирования по очереди, переход от одного параметра к другому осуществляется с помощью кнопок «è» (следующий), «ç» (предыдущий). Во время ввода параметров всегда выводится единица ввода: период (символ «п») или полупериод (символ «пп»), также этот символ выводится в экране основных параметров в режиме готовности регулятора. Единица ввода для конкретной программы сварки задается в последнем параметре программы сварки.
После того как все параметры пройдены, на дисплей будет выведено сообщение «конец ввода», при этом, однако, можно продолжить перебирать параметры по кругу.
Для выхода в любой момент времени из режима «ПРОГРАММИРОВАНИЕ», и возврата в режим «РАБОТА» необходимо переключить тумблер «РАБОТА/ПРОГР.». При этом введенная программа проверяется на наличие ошибок ввода и несоответствие параметров, и, если всё введено верно, то программа сохраняется в энергонезависимой памяти. Если же регулятор выявил ошибку в составлении программы, то он останется в режиме программирования и предложит изменить спорный на его взгляд параметр. Ошибки ввода могут быть связаны, например, с неверно заданной длительностью модуляции (когда модуляция задана длиннее тока), некорректно выбранной задержкой ковки (когда начало ковки задано позже, чем окончание цикла), ошибочно введенным значением длительности обжима (когда обжим задан длиннее цикла).
8. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
8.1. При ежедневном обслуживании необходимо:
- проверить заземление регулятора;
- проверить надежность подключения регулятора к машине.
8.2. При периодическом обслуживании 1 раз в месяц необходимо:
- очистить регулятор от пыли;
- проверить сопротивление изоляции в соответствии с п.6.1.
9. ХАРАКТЕРНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
9.1. При отказе сварочной машины, прежде чем искать неисправность в регуляторе, необходимо проверить правильность и надежность подключения регулятора к машине, наличие напряжения на регуляторе, а также исправность цепи запуска и цепей включения исполнительных устройств.
9.2. Часть неисправностей определяется самим регулятором:
а) Сообщение «зарегулирование положит. п/волна» возникает, если во время положительной полуволны напряжение на тиристорном контакторе так и не появилось. Причиной этого может быть пробой тиристорного контактора, неисправность цепей сигнала «Контактор1» и «Контактор2», либо несоответствие заданного коэфф-та мощности машины (COS) реальному.
б) Сообщение «зарегулирование отрицат. п/волна» возникает, если во время отрицательной полуволны напряжение на тиристорном контакторе так и не появилось. Причиной этого может быть пробой тиристорного контактора, неисправность цепей сигнала «Контактор1» и «Контактор2», либо несоответствие заданного коэфф-та мощности машины (COS) реальному.
При возникновении перечисленных ситуаций цикл сварки прерывается или не запускается. Регулятор следует выключить и устранить неисправность.
9.3. Часть сообщений регулятора выполняют роль предупреждений и не являются ошибкой, однако некоторые из них не позволяют запустить новый цикл.
Сообщение «ОТПУСТИТЕ ПЕДАЛЬ» возникает, если цепь запуска (педаль) замкнута в момент включения регулятора. Это же сообщение появляется, если цепь запуска замкнута в момент выхода из режима программирования в режим выполнения цикла сварки, или же после окончания цикла сварки в одиночном режиме.
Сообщение «УМЕНЬШИТЕ COS» возникает, если во время прохождения тока в регуляторе срабатывает защита от зарегулирования (то есть прежде чем подать импульс включения тока он ждет окончания предыдущего). Причиной этого является неправильно введенный коэффициент мощности машины.
Символы «хххх» вместо цифр при выводе измеренного тока означают, что неверно выбран диапазон измерения тока. Необходимо переключить диапазон на больший (изменения диапазона измерения тока осуществляется нажатием кнопок «+» или «-» в режиме готовности устройтсва).
Сообщения «ток недостижим, увеличьте ступень» и «ток недостижим, уменьшите ступень» возникает при работе в режиме стабилизации тока (в опытном экземпляре отсутствует), когда ступень сварочного трансформатора не позволяет получить заданный в «кА» ток.
Ошибки могут быть сброшены внешним импульсным сигналом «Сброс ошибки», длительность которого должна составлять не менее 20 мс. По этому сигналу происходит переинициализация регулятора.
10. СВИДЕТЕЛЬСТВО О ПРИЕМКЕ.
Регулятор контактной сварки РКС-22____ заводской № _________________
соответствует конструкторской документации и признан годным к эксплуатации.
Дата изготовления______________________
____________________________________
|
должностных лиц предприятия, ответст-
венных за приемку изделия)
11. СВЕДЕНИЯ О КОНСЕРВАЦИИ И УПАКОВЫВАНИИ.
11.1. Сведения о консервации и упаковывании приведены в свидетельствах.
11.2. Консервация и упаковывание регулятора производятся в оответствии с ГОСТ .
11.3. Срок хранения законсервированного регулятора - два года без переконсервации.
12. СВИДЕТЕЛЬСТВО О КОНСЕРВАЦИИ
Регулятор контактной сварки РКС-22____ заводской № _________________
подвергнут консервации согласно требованиям, предусмотренным эксплуатационной документацией.
Дата консервации____________________________________
Наименование и марка консерванта_____________________
______________________________________________________________________
Срок защиты:
при_______________________________ _____________________
(указать нормальные условия) ( срок )
при_______________________________ _____________________
(указать экстремальные условия - ( срок )
при необходимости)
|
(подпись)
Изделие после консервации принял_____________
(подпись)
13. СВИДЕТЕЛЬСТВО ОБ УПАКОВЫВАНИИ
Регулятор контактной сварки РКС-22____ заводской № _________________
упакован _______________________________________ согласно
(наименование или код предприятия
производившего упаковывание)
требованиям, предусмотренным конструкторской документацией.
Дата упаковывания _______________________
Упаковывание произвел____________________
|
Изделие после упаковывания
принял__________________________________
(подпись)
14. ПРАВИЛА ХРАНЕНИЯ
14.1. Регулятор должен храниться в закрытом вентилируемом помещении. Группа условий хранения 1(Л) по ГОСТ 15
14.2. Регуляторы, поставляемые в страны с тропическим климатом, должны храниться в закрытом вентилируемом помещении по группе условий хранения 3 (Ж3) ГОСТ 15150 – 69.
15. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
15.1. Предприятие-изготовитель гарантирует соответствие параметров регулятора требованиям конструкторской документации при соблюдении потребителем условий эксплуатации, транспортирования и хранения, установленных настоящим паспортом.
15.2. Гарантийный срок устанавливается один год и исчисляется со дня ввода регулятора в эксплуатацию, но не более 1,5 лет со дня отгрузки потребителю.
16. СВЕДЕНИЯ О РЕКЛАМАЦИЯХ
16.1. В случае отказа в работе регулятора в период гарантийного срока необходимо составить технически обоснованный акт и направить его в адрес предприятия-изготовителя. В акте обязательно указать заводской номер регулятора и дату выпуска.
16.2. Рекламации направлять по адресу:
Россия, 7, АСТ».
Сведения о рекламациях заполнять по форме, приведенной в табл.2
Таблица 2
Дата составления рекламации | Краткое содержание рекламации | Куда направлена рекламация | Меры, принятые по рекламации | Должность, фамилия и подпись ответственного лица |
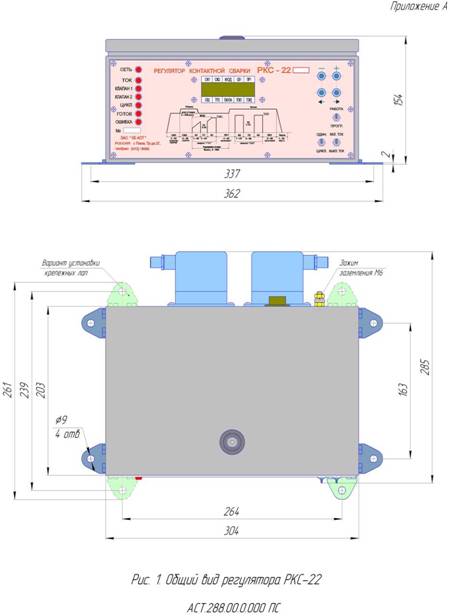
Общий вид регулятора.
Размеры датчика тока:
- внутренний диаметр кольца (пояса) 160 (±10) мм;
- внешний диаметр кольца 225 (±10) мм;
- длина кабеля около 2м.

Циклограмма работы регулятора.

Схема электрическая общая.
Схема электрическая подключения.
