

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
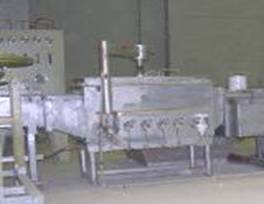
ЛИТЕЙНАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ СТОЛБОВ ИЗ АЛЮМИНИЯ МЕТОДОМ ТЕПЛОВОЙ НАСАДКИ
А КРАТКОЕ ОПИСАНИЕ
Предлагаемый комплект оборудования Литейной линии представляет собой оборудование для литья заготовок высшего качества методом тепловой насадки, который отвечает мировым требованиям современной промышленности.
На сегодняшний день в Юго-Восточной Азии насчитывается порядка 700 линий подобного типа с широким спектром производительности: от 100 до 6 000 тонн в месяц.
Комплектация оборудования предусматривает следующие основные элементы:
ЛИТЕЙНЫЕ СТОЛЫ С ТЕПЛОВОЙ НАСАДКОЙ
Конструкция литейных столов специально разработана таким образом, чтобы максимально облегчить процесс эксплуатации, а именно: съем/ установку изложниц, чистку и тех. обслуживание внутренней части стола, смена столов и автономных гидравлических поворотных цилиндров для облегчения процесса вынимания столбов после плавки.
Данная современная разработка прошла производственную проверку на большом количестве предприятий юго-востока Азии на протяжении 15 лет, а простота конструкции исключает какие-либо проблемы в эксплуатации. В конструкции используются ничем не уступающие мировым аналогам керамические материалы
Которые специально разработаны для нашего предприятия ведущим институтом
Цветной металлургии Китая.
ЛИТЕЙНАЯ МАШИНА
Предлагается экономически эффективная и фактически не требующая технического обслуживания установка, которая представлена в виде 4 подвесных стальных тросов накрученных на один Барабан без помощи направляющих.
ЛИНИЯ ГОМОГЕНИЗАЦИИ
В предлагаемой линии гомогенизации представлены самые передовые решения в расположении газового и контролирующего оборудования. Конструкция отличается надежностью, функциональностью и производительностью. Применена газовая система ведущего Европейского производителя Krom Scroder.
ГРАДИРНЯ
Для системы водооборота предусмотрена специально спроектированная водоохлаждающая система – градирня, включающая в свой состав охладительную систему, систему управления, систему очистки, систему аварийной автоматики.
Система спроектирована с учетом ступенчатой работы т. е. возможна работа в экономичном режиме (с одной охлаждающей башней), а при выходе на расчетную производительность в максимальном режиме, что позволяет экономить значительные энергоресурсы.
В ОБЪЕМ ПОСТАВКИ И ОБЩЕЕ ОПИСАНИЕ
Предлагаемая литейная линия включает в себя следующие виды оборудования:
Желоб от Вашей плавильной печи к литейному столу. Система дегазации. Двухбоксовая система фильтрации с электрическим подогревом фильтров. Система рафинации (подачи прутковой лигатуры). Литейные столы с тепловой насадкой. Система контроля литья. Линия торцовки слитков. Полнокомплектная система гомогенизации. Система водооборота – градирня.С Общие технические характеристики поставляемого оборудования
Технические параметры литейной машины и литейного стола:

2.1 В лебедке применяется барабан с 4 тросами, максимальный ход 7м, при высоком положении максимально выдерживает 27т столбов. Для регулирования скорости применяется преобразователь частоты, пределы регулирования скорости 40-500мм/мин. Движение вверх/вниз может осуществляться точечно или автоматически. Отображаются следующие числовые показатели: скорость хода, длина литья, температуры воды на охлаждение на входе, температура поверхности расплава. Оборудовано звуковым сигнализатором о достижении уровня литья. При поднятии до верхнего уровня устройство автоматически останавливается. В лебедке реализован ручной и автоматический способ опускания. На панели управления реализовано устройство удаленного управления шибером, отвечающего за выпуск металла из печи. Так же предусмотрена специальная кнопка (красного цвета) отвечающая за аварийное закрытие шибера и соответственно прекращение поступления металла из печи.
2.1.1 Толщина верхней плиты литейного стола – 25мм, толщина нижней плиты – 12мм.
2.1.2 В кристаллизаторе применяется охлаждение способом водяной завесы. В графитовых кольцах используется графит высокой очистки. Огнеупорный материал марки «Огнеупор №1». Бак для воды, кристаллизаторы и наклонная платформа действуют синхронно таким образом, что отклонения при опускании/поднимании не превышают 0,2мм. Основание затравок представляет собой безопасную сетчатую конструкцию. Затравки автоматически центруются. Выполнены из чугуна повышенной прочности.
2.1.3 Быстроизнашиваемые детали включают: термопары замера температуры, огнеупорная футеровка, графитовые кольца, уплотнительные кольца, тросы литейной машины.
12.1.3 ПОЛОЖЕНИЕ ПО КАЧЕСТВУ ЛИТЕЙНЫХ СЛИТКОВ
Ровность поверхности литейных слитков
Слитки должны соответствовать международным стандартам по геометрии литейных слитков, а именно:
На 1000 мм длины слитка (1 погонный метр) продольная кривизна должна быть в пределах 2 мм
По всей длине 6-метрового слитка общая предельная кривизна должна быть в пределах < 12 мм
Диаметр литейных слитков
Слитки должны соответствовать международным стандартам по сортаменту литейных слитков, а именно:
Предельные отклонения по установленному диаметру должны быть в пределах от + 0 до -2 мм.
Поверхность литейных слитков
Поверхность литейных слитков должна быть в соответствии с нормами литья по технологии тепловой насадки, а именно:
Задиры на поверхности → не глубже 1 мм
Толщина ликвационного ободка → не более 1 мм
Поверхностные дефекты → по образцу обмена
Зернистость
Зернистость должна быть в соответствии с нормами литья по технологии тепловой насадки, а именно:
Количество зерен должно быть более 3500 шт. на 1 см2 – при условии, при соблюдении технических условий, заданных Продавцом, в том числе использования лигатурного прутка Al-Ti-B.
Содержание включений в отлитом металле
Данные характеристики полностью зависят от качества расплавленного металла, подаваемого со стороны Покупателя. Продавец поставляет систему 15-дюймовых пенокерамических фильтров для обеспечения высокого качества литейных слитков и предотвращения попадания металлических включений.
3.0.0 ВЫХОДНОЙ МЕТАЛЛОРУКАВ ОТ ПЛАВИЛЬНЫХ ПЕЧЕЙ ДО
ЛИТЕЙНОГО СТОЛА С СИСТЕМАМИ ДЕГАЗАЦИИ, ФИЛЬТРАЦИИ
И РАФИНАЦИИ.

Система выходного желоба включает в себя металлический корпус
футерованный высококачественным, керамическим материалом.
Она направляет поток расплавленного металла от печи через устройство
дегазации, через систему двухбоксового пенокерамического фильтра на литейный
стол.
3.1 СИСТЕМА ДЕГАЗАЦИИ В ЖЕЛОБЕ.
Чтобы обеспечить дополнительную дегазацию в желобе, в желобе между выходом из печи и нагреваемым пенокерамическим фильтром дополнительно встроена газовая дегазационная установка инжекторного типа с керамическими форсунками.
Установка, вмонтированная в желоб с керамическими форсунками по бокам, подает под давлением газовые смеси аргона или азота.
В результате этого происходит бурное выделение мелких пузырьков, которые отделяют растворенный водород и вступают с ним в реакцию в движущемся потоке расплавленного металла, непрерывно дегазируя расплав по мере его протекания вдоль установки по направлению к пенокерамическому фильтру.
Газ под заданным давлением подается в нижнюю газовую камеру через трубопровод и управляется электромагнитным клапаном, что делает возможным автоматическое включение и выключение.
С завершением процесса литья на установке остается шламовая корка. Последующий поток расплавленного металла автоматически расплавляет шлам, освобождая форсунки для дальнейшего процесса дегазации.
Данная установка практически не требует технического обслуживания и ремонта, нет графитовых штанг и другого быстро изнашиваемого оборудования.
3.2. УСТАНОВКА ПЕНОКЕРАМИЧЕСКОГО ФИЛЬТРА

Для обеспечения чистой фильтрации и удаления инородных металлических включений из расплавленного металла в систему выходного желоба встроен стандартный пенокерамический фильтр 17 дюймов. В данном предложении предусмотрен сдвоенный блок фильтров с электрическим подогревом, обеспечивающим точный прогрев фильтровального элемента до заданной температуры, что невозможно получить с помощью газового нагрева.
Система сдвоенного блок фильтра позволяет при зашлаковывании в процессе литья фильтровального элемента, переключить поток металла на второй фильтровальный элемент без остановки процесса литья, что очень эффективно при работе на скрапе.
3.3 СИСТЕМА РАФИНАЦИИ РАСПЛАВА
Предназначена для подачи в желоб легирующего прутка. Система полностью
автоматизирована, проста в управлении и обслуживании и состоит из пульта
управления и подающего устройства.
4.3.0 ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ РАБОЧИХ ПАРАМЕТРОВ ПОСТАВЛЯЕМОГО ЛИТЕЙНОГО СТОЛА
(расчет времени литья приблизителен и зависит во многом от квалификации обслуживающего персонала.)
ф178мм.
Литейный стол для литья методом тепловой насадки алюминиевых столбов -
заготовок диаметром 178 мм х длиной 6,5 м
Для литья алюминиевых заготовок 178 мм в диаметре
Количество слитков за одну отливку 26 слитков
Длина отливки › 6,5 м (в зависимости от высоты здания)
Количество загрузки металла при длине отливок в 6,5 м
67.18 кг/м x 26 слитков x 6,5 метров = тонн на отливку
Тип изложниц - алюминий с графитовыми кольцами и керамическими вставками.
Метод подачи воды - кольца с отверстиями для воды на кристаллизаторе
Вес Литейного стола ≈ 1,5 тонны
Платформа в соответствии с литейным столом на 26 затравок
Вес литейной платформы ≈ 3 тонны
Стандартный выход при литье заготовок диаметром 178 мм - 100-110 мм/ мин
· При 6,5 метрах = 6500 мм / 100 мм/мин = 65мин – затрачивается на одну отливку
· Плюс время на подготовку и установку предварительного нагрева стола – 20 мин
· Плюс время на запуск, очистку в конце цикла и выгрузку столбов – 30 мин
· Плюс время на подготовку стола – 30мин
Теоретически время, затрачиваемое на один полный цикл литья можно рассчитать
как: 65 + 20 + 30 + 30 = 145 мин
Плюс учет задержек, связанных с фактором безопасности в процессе производства –
20 %
Практически время, затрачиваемое на один полный цикл литья можно рассчитать
как: 1.20 х 145 = 174 мин = в пределах 3 часов
Практическая производительность в процессе литья
24 ч в сутки / 3 часа = 8 отливок по 11,353 тонн за раз или 90,824 тонн в сутки
ф127мм.
Литейный стол для литья методом тепловой насадки алюминиевых столбов -
заготовок диаметром 127 мм х длиной 6,5 м
Для литья алюминиевых заготовок 127 мм в диаметре
Количество слитков за одну отливку 54 слитка
Длина отливки › 6,5 м (в зависимости от высоты здания)
Количество загрузки металла при длине отливок в 6,5 м
34.19 кг/м x 54 слитка x 6,5 метров = 12.00 тонн на отливку
Тип изложниц - алюминий с графитовыми кольцами и керамическими вставками.
Метод подачи воды - кольца с отверстиями для воды на кристаллизаторе
Вес Литейного стола ≈ 1,5 тонны
Платформа в соответствии с литейным столом на 54 затравки.
Вес литейной платформы ≈ 3 тонны
Стандартный выход при литье заготовок диаметром 127 мм - 100-110 мм/ мин
· При 6,5 метрах = 6500 мм / 100 мм/мин = 65мин – затрачивается на одну отливку
· Плюс время на подготовку и установку предварительного нагрева стола – 20 мин
· Плюс время на запуск, очистку в конце цикла и выгрузку столбов – 30 мин
· Плюс время на подготовку стола – 30мин
Теоретически время, затрачиваемое на один полный цикл литья можно рассчитать
как: 65 + 20 + 30 + 30 = 145 мин
Плюс учет задержек, связанных с фактором безопасности в процессе производства –
20 %
Практически время, затрачиваемое на один полный цикл литья можно рассчитать
как: 1.20 х 145 = 174 мин = в пределах 3 часов
Практическая производительность в процессе литья
24 ч в сутки / 3 часа = 8 отливок по 12,00 тонн за раз или 96,00 тонн в сутки
ф145мм.
Литейный стол для литья методом тепловой насадки алюминиевых столбов -
заготовок диаметром 145 мм х длиной 6,5 м
Для литья алюминиевых заготовок 145 мм в диаметре
Длина отливки › 6,5 м (в зависимости от высоты здания)
Тип изложниц - алюминий с графитовыми кольцами и керамическими вставками.
Метод подачи воды - кольца с отверстиями для воды на кристаллизаторе
Вес Литейного стола ≈ 1,5 тонны
Вес литейной платформы ≈ 3 тонны
5.1.0 ПОСТАВЛЯЕМЫЕ КОМПЛЕКТУЮЩИЕ
К каждому столу запасной комплект керамики верха стола К каждому кристаллизатору по одному комплекту керамики (кольцо + втулка) К каждому диаметру запасной комплект графитовых колец К каждому диаметру запасной комплект резиновых уплотнений. Комплект футеровки желоба от миксера до литейного стола. Тальк – 100кг. Смазка для графитовых колец – 20литров. Ремонтная замазка для кристаллизаторов – 50кг. Защитная краска для керамики – 5кг. По четыре изложницы на каждый диаметр. Бесплатный комплект уплотнений для воды. Бесплатный комплект шарнирных соединений для стола 1 комплект предварительно растянутых тросов (в комплекте 4шт.) 1 комплект шкивов и тросовых наконечников.
6.1.0 ЛИНИЯ ГОМОГЕНИЗАЦИИ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ АЛЮМИНИЕВЫХ СТОЛБОВ
Предлагаемая линия гомогенизации сконструирована для термической обработки алюминиевых столбов и состоит из следующих частей:
· Две печи Гомогенизации на загрузку в 20 тонн за цикл каждая
· Откатная загрузочная машина на загрузку в 20 тонн за цикл и рельсовые пути
· Камера охлаждения
· Накопитель
· Линия торцовки слитков
ПЕЧИ ГОМОГЕНИЗАЦИИ

Печь Гомогенизации представляет собой законченную конструкцию с металлическим каркасом изолированным высокостойкими теплоизоляционными материалами, с непрямым нагревом и циркуляцией воздуха внутри.
Печь гомогенизации состоит из следующих компонентов:
· Рабочая камера большой вместимостью, чтобы поместилось 20 тонн
столбов длинной до 7 метров.
В средней части Печи установлены две стационарные направляющие,
позволяющих откатной, загрузочной машине за один раз поместить в печь всю
партию слитков.


· Вентиляторы для циркуляции воздуха, приводимые в действие электромоторами
большой мощности.
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
Стальная конструкция с каркасом из швеллера
Внешние покрытие Стальные пластины
Внутренняя поверхность Пластины из огнеупорной
нержавеющей
стали толщиной 1,5мм.
Изоляция Теплоизоляционная вата
Конструкцией предусмотрена загрузка 7м х 20 тонн за цикл
Максимальная длина столба 7000мм
Основные параметры Печи:
продуктивность примерно 60т/день
внутренняя длина печи 7300mm
внутренняя высота печи 1800mm
внутренняя ширина печи 2300mm
наибольшая ширина загрузки алюминиевых столбов 2060mm
наибольшая высота загрузки алюминиевых столбов 1600mm
наибольшая длина загрузки алюминиевых столбов 7000mm
количество вентиляторов 3
производительность вентилятора ≥22м3/сек.
мощность двигателя 22KW×4=88 KW
количество горелок 5
точность регулирования температуры в печи ±5℃
время гомогенизации 4-6 часов
расход газа 28~32 м3/тонну
управление печи автоматическое
Ввиду сложности использования газового оборудования купленного в Китае, Покупатель сам приобретает все оборудование согласно газовой схеме предоставляемое Продавцом
ОТКАТНАЯ ЗАГРУЗОЧНАЯ МАШИНА

Машина большой грузоподъемности способна работать в напряженном режиме, транспортируя за один цикл до 20 тонн слитков непосредственно к печи гомогенизации либо к камере охлаждения.
Конструкция загрузочной машины представляет собой тележку с расположенной на верху кареткой, которая движется вверх/ вниз, вперед/ назад и приводы которой расположены горизонтально. Данное устройство автоматически направляет каретку к двери печи гомогенизации и камеры охлаждения и загружает либо разгружает за одну операцию 20 тонн материала.
Движения каретки вверх/вниз, вперед/назад производятся посредством гидропривода мощностью 18 кВт со скоростью 5-15 м/мин.
Слитки обрезанные в размер располагают на специальном столе и сортируют с помощью сортировочного устройства на стальных балках. Загрузчик направляется к заданной позиции и выводит каретку. После занятия позиции загрузки, каретка поднимает всю партию заготовок с помощью гидропривода. Затем поднятая загруженная каретка, откатываясь, возвращается в исходное положение на Загрузчике.
После этого, наполненная загрузочная машина направляется к печи гомогенизации. В заданном положении поднятая нагруженная каретка гидравликой выдвигается в печь и опускается на направляющие внутри печи. Затем она легко откатывается в исходную позицию на загрузчике, после чего закрываются двери печи и начинается процесс термообработки.
Разгрузка печи гомогенизации и загрузка камеры охлаждения осуществляется таким же способом.
КАМЕРА ПРИНУДИТЕЛЬНОГО ОХЛАЖДЕНИЯ
Камера охлаждения представляет собой стальную камеру с большими вентиляторами, которые охлаждают горячий материал и поддерживают температуру 150˚С в час с тем, чтобы снизить нагрев материала за 3 часа с 560˚С до 200˚С.
Чтобы сделать процесс охлаждения более эффективным, можно добавить у основания вентиляторов форсунки для разбрызгивания воды.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Стальная конструкция с каркасом из швеллера
Конструкцией предусмотрена загрузка заготовок в 20 тонн за цикл
Максимальная длина столба 7000мм
Размеры печи:
Длина 8471мм
Ширина 6540мм
Средняя рабочая температура 560˚С
Интенсивность охлаждения воздухом
при окружающей температуре 30˚С 150˚С/ч
Вентиляторы 2 шт.
Форсунки для воды Прилагаются
7.1.0 ГРАДИРНЯ

Градирня предназначена для охлаждения оборотной воды подаваемой в литейный колодец при литье слитков.
Оборудование градирни включает в себя:
- башни охлаждения объемом 150м3 – 2 шт.
- насосы подачи охлажденной воды к литейному столу объемом 150м3/час каждый – 2 шт.
- насосы подачи воды к башням охлаждения – 2 шт.
- насос подачи воды к камере охлаждения – 1 шт.
- система фильтров – 1 комплект
- система управления насосами
- запорная арматура – 1 комплект
- чертеж градирни
- сопроводительная документация.
№ | Наименование | Кол-во | ||
1. 3 | Желоб со встроенным устройством дегазации. Система фильтрации. Устройство рафинации | 1комплект | ||
2. 4 | Литейная машина на тросового типа | 1комплект | ||
3. 5 | Литейный стол Ф127мм. | 1комплект | ||
4. 6 | Литейный стол Ф178мм. | 1комплект | ||
5. | Литейный стол Ф145мм | |||
6. | Комплекс гомогенизации на 20т - Печь гомогенизации на 20т (без газового оборудования) – 2шт. - Камера охлаждения на 20т – 1шт. - Загрузочная тележка на 20т – 1шт. - Прокладки 4 комплекта | 1комплект | ||
7. 8 | Градирня | 1комплект |
