

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
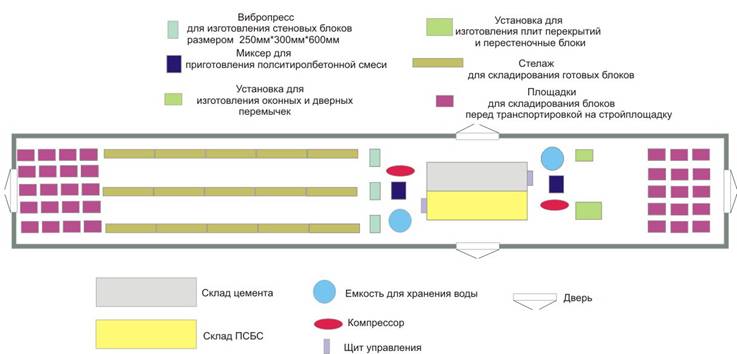
Производительность 1 котедж в сутки, общей площадью 120м. кв. Или Стеновые блоки – 1200шт. Перестеночные блоки – 60шт. Блоки перекрытий – 60шт. Оконные и дверные перемычки – 15ш. т (Полный комплект для 1-го коттеджа) | Мобильный завод по производству домов из полистиролбетона. |
|
|
| |
Комплектация: | |
Серия ECONOMICAL 15 455 у. е. - производительность: Стеновые блоки – 400шт. Перестеночные блоки – 30шт. Блоки перекрытий – 30шт. Оконные и дверные перемычки – 8ш. т Объем производимого полистиробетона -25м. куб. 1. Вибропресс ARTUS BP400 для производства стеновых блоков – 2100 у. е. 2. Миксер для приготовления полистиролбетонной смеси с ARTUS Stir 30 – 1500 у. е. 3. Установка для изготовления плит перекрытий, перестеночных блоков и перемычек – 7000 у. е. 4. Сменные кассеты для вибропресса - 3050у. е. 5. Формы для плит перекрытий и перестеночных блоков – 1425 у. е. 6. Формы для перемычек – 380у. е. | Серия STANDART 26 355 у. е. - производительность Стеновые блоки – 400шт. Перестеночные блоки – 30шт. Блоки перекрытий – 30шт. Оконные и дверные перемычки – 8ш. т Объем производимого полистиробетона -25м. куб. 1. Вибропресс ARTUS BP400 для производства стеновых блоков – 2100 у. е. 2. Миксер для приготовления полистиролбетонной смеси с пневмоподачей ARTUS Stir 50 – 2800 у. е. 3. Установка для изготовления плит перекрытий и перестеночных блоков – 7000 у. е. 4. Сменные кассеты для вибропресса - 3050у. е. 5. Формы для плит перекрытий и перестеночных блоков – 1425 у. е. 7. Формы для перемычек – 380у. е. 8. Теплый ангар 8м*12м площадью 96м. кв.*100у. е.= 9600у. е. |
Серия RECOMMEND 74 060у. е. - производительность: Стеновые блоки – 1200шт. Перестеночные блоки – 60шт. Блоки перекрытий – 60шт. Оконные и дверные перемычки – 15ш. т Объем производимого полистиробетона -60м. куб. 1. Вибропресс ARTUS BP400 для производства стеновых блоков – 3шт*2100 у. е. = 6300у. е. 2. Миксер для приготовления полистиролбетонной смеси с пневмоподачей ARTUS Stir 50 – 2шт*2800 у. е.=5600у. е. 3. Установка для изготовления плит перекрытий и перестеночных блоков – 7000 у. е. 4. Установка для изготовления перемычек – 2400у. е. 5. Сменные кассеты для вибропресса у. е. 6. Формы для плит перекрытий и перестеночных блоков – 2850у. е. 7. Формы для перемычек – 760у. е. 8. Теплый ангар 8м*50м площадью 400м. кв.*100у. е.=у. е. | Серия FULL у. е. - производительность: Стеновые блоки – 1200шт. Перестеночные блоки – 60шт. Блоки перекрытий – 60шт. Оконные и дверные перемычки – 15ш. т Объем производимого полистиробетона -120м. куб. 1. Вибропресс ARTUS BP400 для производства стеновых блоков – 3шт*2100 у. е. = 6300у. е. 2. Миксер для приготовления полистиролбетонной смеси с пневмоподачей ARTUS Stir 50 – 2шт*2800 у. е.=5600у. е. 3. Установка для изготовления плит перекрытий и перестеночных блоков – 7000 у. е. 4. Установка для изготовления перемычек – 2400у. е. 5. Сменные кассеты для вибропресса у. е. 6. Формы для плит перекрытий и перестеночных блоков – 2850у. е. 7. Формы для перемычек – 760у. е. 8. Теплый ангар 8м*50м площадью 400м. кв.*100у. е.=у. е. 9. Покрытие наружное для ангара с подготовкой стен – 24 000у. е. 10. Дробилка для переработки отходов пеноплолистирола –2шт.* 820 у. е. = 1640у. е. 11. Установка для приготовления бетонной смеси и подачи его по шлангам в длину до 100м. с пневмоподачей. Для Заливки перекрытий, полов и отверстий в стеновых блоках – 2800у. е. |


Предлагаем Вам оборудование для производства полистиролбетонных блоков
ПОЛИСТИРОЛБЕТОН - ГЕРОЙ НАШЕГО ВРЕМЕНИ
Полистиролбетон — удивительный строительный материал, который сочетает в себе отличные конструкционные свойства и свойства утеплителя. Дома из полистиролбетона — продукт новейших строительных технологий. В основе полистиролбетона лежит вспененный полистирол, который обеспечивает высокие показатели сохранения тепла, не боится воды и пара и не горит.
Прочный, негорючий, "дышащий" и экологически безопасный материал — оптимален для строительства.
Как это ни странно по своим характеристикам и потребительским свойствам полистеролбетон наиболее близок к дереву, он «дышит», паропроницаем, имеет низкую теплопроводность, но более долговечный. А цены на блоки и плиты практически сопоставимы с ценами на брус из хвойных пород дерева. Также он долговечнее полимерных материалов, которые довольно быстро стареют и разрушаются. Долгая служба материала обуславливается его морозостойкостью – 50 – 100 циклов по ГОСТу.
Полистиролбетон отличается высокими тепло и звукоизоляционными свойствами, невысоким удельным весом (256-375 кг/1м? в сухом состоянии), соответствующей прочностью на сжатие и значительной эластичностью, что в значительной степени предотвращает образование царапин и трещин. Раствор легок в приготовлении и укладке. Он не ужимается и не увеличивается в объеме при укладывании и дальнейшей эксплуатации, т. е. сохраняет постоянные свойства и, следовательно, не дает трещин и щелей, прост при заливке и легко транспортируется на любую высоту.
Если вы желаете построить дом в сжатые сроки, то, конечно, лучше его строить из полистеролбетона, т. к. этот материал можно монтировать в любую погоду. И хотя пенобетон - более распространенный материал, преимущества полистеролбетона очевидны. А все потому, что в его состав входит специальная добавка, благодаря которой он становится водонепроницаемым, что значительно повышает долговечность и эксплутационные характеристики здания в целом. Блоки имеют разнообразную форму, легко монтируются, увеличивая скорость возведения стен и перегородок в 2 раза! Кроме того, полистиролбетон легко обрабатывается, поэтому легко высверливаются отверстия для выключателей и розеток, фрезеруются каналы для укладки проводов. Если вы решили купить пенобетон, не торопитесь. Лучше обратите внимание на более современный строительный материал – ПОЛИСТИРОЛБЕТОН
Традиционно формование блоков из полистиролбетона производится литьевым способом, абсолютное большинство встречающихся рекомендаций по производству полистиролбетона основано именно на литьевом способе формования изделий.
МИНУСЫ литьевой технологии формования стеновых блоков
Разборка и сборка кассетных форм занятие очень трудоемкое. От качества самих форм, их подготовки и сборки напрямую зависит геометрия, а соответственно и качество выпускаемых блоков. При всем богатстве выбора предлагаемых кассетных форм, лишь единичные модели теоретически способны обеспечить заявленные производителем максимальные отклонения линейных размеров при массовом выпуске стеновых блоков в реальных условиях отечественного производства. Необходимые производственные площади, занятые под выпуск стеновых блоков по литьевой технологии, непропорционально велики по отношению к скромным объемам выпускаемой продукции. Необходимость использования грузоподъемного оборудования для транспортировки заполненных кассетных форм на участок сушки предъявляет особые требования к производственным помещениям и их оснащению. Серьезные трудности при попытке существенного увеличения объемов выпуска стеновых блоков по литьевой технологии. Для набора изделиями необходимой распалубочной прочности требуется значительное время выдержки (обычно от 8 до 24 часов), при этом формующая оснастка не может быть использована повторно (например, при организации производства в две смены). Расход смазочных растворов, необходимых для подготовки форм к заливке, лишь на первый взгляд незначительный, при подсчете затрат смазочные материалы - серьезная статья расходов, влияющих на общую себестоимость производства стеновых блоков. Большое количество мало квалифицированных рабочих, занятых на производстве, что также связанно с необходимостью проведения трудоемких операций по обслуживанию и подготовке форм. Высокая стоимость качественных кассетных форм, способных обеспечить отклонение линейных размеров изделий не более 2мм, при массовом производстве стеновых блоков. Необходимость постоянного контроля состояния формующей оснастки, ее ремонт и при необходимости замена. Повышенный расход цемента для обеспечения регламентируемой прочности изделий как в первые сутки нормального твердения, так и на 28 сутки. Высокий расход цемента на производстве стеновых камней по литьевой технологии прежде всего связан с необходимостью работы при высоком В/Ц отношении. Как известно, чем выше содержание в бетоне не связанной (свободной) воды, тем ниже прочность бетонных изделий. Соответственно, для уменьшения расхода цемента, сокращения сроков набора изделиями распалубочной прочности следует по возможности стремиться к снижению В/Ц отношения, что труднодостижимо при литьевом способе формования.Чем же примечательно именно наше оборудование для производства полистиролбетонных блоков?
1. В отличие от многих представленных на рынке видов оборудования, которые используют литьевой способ изготовления блоков, наше оборудование изготавливает блоки методом объемного вибропрессования.
2. На нашем оборудовании не используются дорогостоящие блокформы, что позволяет снизить затраты на организацию производства.
3. Соответственно экономится время на изготовление и очень сильно экономятся трудозатраты.
4. Значительная экономия площади для производства, как раз благодаря тому, что нет большого количества блок форм, которые громоздкие и занимают много места.
5. Исключается разрушение стеновых блоков при распалубке, блоки выходят с четкой геометрией.
6. Оборудование универсальное. Возможно изготовление:
- стеновых блоков
- межкомнатных перегородок
- возможно использование для заливки теплых полов, устройства перекрытий и теплой кровли.
7. Блоки изготавливаемые на нашем оборудовании имеют специальные отверстия в диаметре 100мм для заливки армированного бетона, что позволяет строительство несущих стен до 5-ти этажей.
8. Благодаря особой конструкции блоков изготавливаемых на нашем оборудовании, возможно возведение коробки здания площадью 100м. кв. за 1-2дня.
