
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
3 РАЗРАБОТКА ОБКАТОЧНОГО СТЕНДА
3.1 Назначение обкатки
Обкатка — часть технологического процесса ремонта. Во время обкатки происходит приработка рабочих поверхностей деталей, осадка прокладок, выявляются и устраняются отдельные дефекты сборки.
Рабочие поверхности прирабатываются с постепенным уменьшением интенсивности изнашивания. Однако завершается приработка только через несколько десятков, а иногда и сотен часов работы дизеля. В этой связи обкатку разделили на стендовую и эксплуатационную.
Стендовая обкатка выполняется на ремонтных предприятиях. Ее режимы определены для каждой конкретной модели дизеля в нормативно-технической документации.
Эксплуатационная обкатка проводится на предприятиях (в хозяйствах) при последовательном увеличении нагрузки по режимам обкатки той машины, на которой установлен дизель. Оптимальная продолжительность этого вида обкатки находится в пределах 30...60 ч работы дизеля.
Износостойкость новой детали, полученной механической обработкой, условно может быть рассмотрена как суммарная величина, обусловленная износостойкостью основного материала и свойствами рабочего поверхностного слоя, т. е. геометрическими и физико-механичеокими свойствами, сообщаемыми поверхности в процессе механической обработки.
Первая составляющая — физико-механические свойства основного материала — играет значительную роль, как в начальный период работы детали, так и в период эксплуатации. Вторая условная составляющая — физико-механические свойства поверхностного слоя материала — имеет технологическую природу, связана с особенностями процесса механической обработки, когда создается микрорельеф и происходит некоторое изменение пластичности и напряженности поверхностного слоя. Эта составляющая определяется качеством поверхностей трущихся деталей и проявляется только в период их приработки, характеризующий начальную износостойкость. Качество рабочих поверхностей деталей слагается из ряда параметров: шероховатости, микротвердости, микронеровности размера остаточных напряжений и др.
Продолжительность и качество приработки зависят в значительной степени также от качества сборки (соблюдение установленных в технической документации зазоров, параллельности осей и контактирующих поверхностей). Нарушение технологической дисциплины при сборке приводит к необходимости увеличения продолжительности процесса приработки. При прочих равных условиях качество приработки зависит от нагрузки на трущиеся поверхности, их относительной скорости перемещения, температуры контактирующих поверхностей, качества и эффективности фильтрации картерной смазки (удаления продуктов износа).
С учетом этого в задачу обкатки дизелей входит: получение высокого качества рабочих поверхностей деталей при минимальном их износе в процессе обкатки; завершение приработки при минимальной продолжительности обкатки.
Сокращение продолжительности приработки не должно приводить к сокращению послеремонтного ресурса работы дизелей.
Идеально было бы иметь для каждого дизеля свою программу обкатки, которая учитывала бы конкретные его особенности, такие как качество рабочих поверхностей деталей, качество сборки, литраж, мощность и частоту вращения коленчатого вала. Однако пока нет достаточно надежных, пригодных для применения в условиях ремонтного производства средств и критериев, позволяющих определить момент завершения приработки.
В этой связи нормативно-технической документацией на капитальный ремонт установлены единые режимы обкатки для дизелей каждой модели, гарантирующие достижение такой степени приработки, при которой он подготовлен для проведения приемо-сдаточных испытаний (приемочного контроля).
Основное соединение, определяющее качество приработки дизелей, — гильза цилиндра — поршневые кольца. После завершения приработки трущихся поверхностей этих деталей принято считать обкатку двигателя законченной. В условиях ремонтного производства прямое измерение качества приработки в процессе обкатки не представляется возможным, поэтому для оценки качества приработки дизелей обычно используют технико-экономические параметры (эффективную мощность, удельный расход топлива, расход масла на угар). Значение этих показателей дается в нормативно-технической документации на капитальный ремонт дизелей.
3.2 Виды обкатки
Стендовой обкатке подвергают каждый дизель, выходящий из капитального ремонта.
Стендовая обкатка включает в себя холодную обкатку, обкатку на холостом ходу и горячую обкатку (обкатку под нагрузкой).
Обкатку проводят на летнем дизельном топливе '(ГОСТ 305—82) и на моторном масле М-10В или М-10Г2. Физико-технические параметры топлива и масла должны быть удостоверены документом.
На обкатку и испытания дизели поставляют без вентилятора, гидронасоса, водяного и масляного радиаторов, выпускной трубы и искрогасителя. Допускается обкатка без генератора с применением натяжного ролика. Технологический воздухоочиститель должен иметь устройство для прекращения (в случае аварийной ситуации) поступления воздуха в цилиндры дизеля.
3.2.1 Холодная обкатка.
Холодную обкатку дизелей выполняют на режимах, указанных в таблице 65.
В процессе обкатки поддерживают следующие условия: давление масла в магистрали не менее 0,15 МПа (1,5 кгс/см2); температура воды на выходе из дизеля 60...75СС.
Подтекание и каплеобразование топлива, масла и воды в местах соединения трубопроводов и плоскостей стыков соединяемых деталей не допускается. В случае появления посторонних стуков и шумов в дизелях обкатку прекращают и устраняют неисправность.
После завершения холодной обкатки проверяют правильность установки угла начала подачи топлива до в. м. т., зазоров между бойками коромысел и торцами стержней клапанов.
Горячая обкатка на холостом ходу. Этап обкатки проводят по трем или более ступеням (в зависимости от модели дизеля), продолжительность каждой 5мин. Первая ступень обкатки начинается при частоте вращения коленчатого вала, равной 65...70% номинальной, и затем через определенные интервалы последовательным переводом на следующие ступени доводят частоту вращения до номинальной. После окончания обкатки проверяют затяжку гаек шпилек крепления головки цилиндров дизеля.
Горячая обкатка под нагрузкой. Ее выполняют последовательной плавной загрузкой дизеля от холостого хода до номинальной частоты вращения коленчатого вала. (Рычаг управления подачей топлива при этом закрепляют в положении, соответствующем максимальной подаче.) Этот этап обкатки состоит из четырех — шести ступеней, продолжительность каждой 10мин. В процессе обкатки значительно возрастают удельные давления на трущиеся поверхности, происходит интенсивное тепловыделение. Поэтому необходимо следить, чтобы тепловой режим дизеля (температура масла и воды) не превышал допустимых значений. Давление масла в системе под нагрузкой дизеля должно быть в пределах 0,2...0,5 МПа (2... 5 кгс/см2). Температуру охлаждающей воды и масла в смазочной системе следует поддерживать в пределах 8О...95°С.
Загрузку дизеля контролируют по показаниям стрелки циферблата весомого механизма стенда.
После обкатки проверяют частоту вращения коленчатого вала при минимально устойчивой и максимальной частоте вращения холостого хода.
3.2.2 Проверка пуска дизеля.
Каждый дизель после технологической обкатки должен быть проверен на качество пуска.
Пусковой двигатель должен легко включаться от стартера и устойчиво работать при минимальной частоте вращения коленчатого вала.
При включении муфты сцепления работающего пускового двигателя его ведомая часть должна быть надежно заторможена. Это определяется бесшумным включением шестерни центробежного автомата с венцом маховика.
Включение шестерни центробежного автомата должно происходить автоматически при частоте вращения коленчатого вала 265...280 мин -1.
Дизель должен включаться в работу от пускового двигателя безотказно после начала действия муфты редуктора.
3.3 Анализ существующих видов обкатки
Обкатку и испытание двигателей проводят в специально оборудованном помещении – испытательной станции.
Для торможения двигателей используют механические, гидравлические или электрические тормоза. В ремонтных предприятиях наиболее широко применяют электрические тормоза, поскольку они легко управляемы, устойчивы при работе в режиме торможения и прокрутки двигателя, отличаются небольшим расходом электроэнергии.
Тормозной электростенд (рис. 1) состоит из балансирной электромашины /, весового механизма с контрольными приборами 4, пульта управления 2 и жидкостного реостата 3. Испытуемый двигатель 5 устанавливается на винтовых стойках 6, закрепленных на фундаменте.
Коленчатый вал двигателя соединяют с валом электротормоза карданным валом или полужесткой муфтой.
Основной узел стенда — электрический тормоз. Статор 4 электромашины установлен в подшипниках 6, закрепленных в стойках 2. Стойки крепятся болтами к плите 7 (фундаменту). Статор может вращаться (балансировать) относительно оси, совпадающей с осью ротора 1.
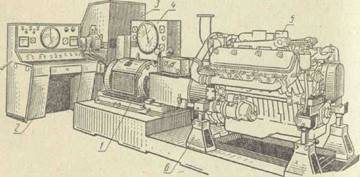
Рис.1 Тормозной электростенд:
1 - балансирная электромашина; 2 - пульт управления; 3 - жидкостный
реостат; 4 - весовой механизм; 5 -двигатель; б - винтовые стойки.
При вращении ротора в результате взаимодействия магнитных полей ротора и статора на последнем возникает крутящий момент, направленный в сторону, противоположную вращению ротора. При установившемся режиме работы двигателя момент на валу ротора равен реактивному моменту статора. Значение реактивного момента статора измеряется весовым устройством. По значению момента и частоте вращения вала ротора электромашины определяют мощность, развиваемую двигателем.
Балансирная машина может работать в режиме электродвигателя при запуске и холодной обкатке двигателя и в режиме тормоза (генератора) при горячей обкатке и испытании.
Мощность, развиваемая машиной в режиме генератора, поглощается нагрузочным водяным реостатом или передается в сеть.
Минусы данного метода обкатки заключается в том, что данный стенд используется на крупных предприятиях, а для маленьких мастерских его использование нецелесообразно из-за большой мощности установленного на него электродвигателя и дороговизны.
В связи с этим рекомендуется использование разработанного стенда на базе серии КС276 с рядом усовершенствований указанных ниже.
3.4 Выбор электродвигателя
Мощность механических потерь 30% на преодоление трения между движущимися деталями.
Выбор электродвигателя ведется по самому мощному двигателю (А-41, ДТ-75) мощность А-41 равна 70 кВт, номинальная частота вращения 1500 мин-1 [21]. Перечень двигателей имеющихся на предприятии сводим в табл.15
Таблица 15
Перечень двигателей, имеющихся на предприятии и соответствующих мощностей
Марка трактора | Тип двигателя | Мощность, кВт |
ДТ-75 | А-41 | 70 |
МТЗ-80 | Д-240 | 57,4 |
Т-25 | Д-120 | 19,5 |
Т-25 | Д-21 | 15 |
Тогда мощность необходимого электродвигателя будет составлять:
P=Mмех*Рдвиг/100, (1)
где Рдвиг – мощность двигателя, кВт;
Mмех – мощность механических потерь, %.
P=Mмех*Рдвиг = 30*70 = 21 кВт
Выбираем двигатель трехфазный, асинхронный, короткозамкнутый серии 4А, закрытый, обдуваемый (по ГОСТ ) (рис. 2). Основные характеристики: двигаS4, мощность 22 кВт, скольжение 2.0%. Основные параметры выбранного двигателя представлены в табл. 16.
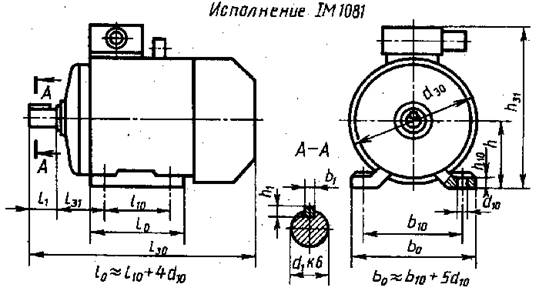 рис. 2
рис. 2
ДвигаS4
Таблица 16
Основные размеры и масса электродвигателя.

3.5 Выбор муфты.
Муфта выбирается исходя из расчета диаметра вала - d вала (d=48 мм). Выбираем фланцевую муфту, применяем посадку H7/n6.. Параметры муфты сводим в табл.17
Таблица 17
Основные параметры выбранной муфты

На стенд рекомендуется установить коробку передач ГАЗ-53.
Передаточные отношения и соответствующие им обороты, передаваемые через коробку, заносим в табл. 18
Таблица 18
Передаточные отношения и обороты
Передаточные числа | Обороты, мин-1 |
6,4 | 234 |
3,09 | 485 |
1,69 | 787 |
1 | 1500 |
Режимы обкатки двигателей сводим в табл. 19
Таблица 19
Режимы обкатки двигателей | |||||||||||||||||
Марка двигателя | |||||||||||||||||
Обкатка | А-41 | Д-240 | Д-120 | Д-21 |
| ||||||||||||
число оборотов в минуту | Продолжительность, мин | число оборотов в минуту | Продолжительность, мин | число оборотов в минуту | Продолжительность, мин | число оборотов в минуту | Продолжительность, мин |
| |||||||||
| |||||||||||||||||
Холодная | 700-800 | 10 | 500-600 | 10 | 500-600 | 20 | 800-900 | 10 |
| ||||||||
| |||||||||||||||||
Горячая: |
| ||||||||||||||||
на холостом ходу | 600-890 | 15 | 1000 | 15 | 1200 | 20 | 15 |
| |||||||||
| |||||||||||||||||
| |||||||||||||||||
| |||||||||||||||||
3.6 Расчет передачи винт-гайка
Проектируемая передача должна выдерживать нагрузку  l=400мм, винт – сталь 35, гайка – чугун.
l=400мм, винт – сталь 35, гайка – чугун.
1) Определяем диаметр винта используя формулу [22]
 , (2)
, (2)
где ![]() –грузоподъемность, Н;
–грузоподъемность, Н;
![]() =15000 Н;
=15000 Н;
![]() – коэффициент высоты гайки;
– коэффициент высоты гайки;
![]() =1,8;
=1,8;
![]() – коэффициент высоты резьбы;
– коэффициент высоты резьбы;
![]() =0,75;
=0,75;
![]() –допустимое напряжение для пары винт-гайка, МПа;
–допустимое напряжение для пары винт-гайка, МПа;
![]() =6 МПа.
=6 МПа.
 мм. Для надежности проектируемой передачи принимаем диаметр винта
мм. Для надежности проектируемой передачи принимаем диаметр винта  мм.
мм.
Выбираем резьбу [20] M48х8: d=50 мм; Р=8 мм; ![]() мм;
мм; ![]() мм; h=6 мм.
мм; h=6 мм.
Стандартом предусмотрен шаг [20] (Р=8 мм) для данного диаметра резьбы. По условию самоторможения [24] ![]() . Принимая для смазочного винта f=0,1, получим:
. Принимая для смазочного винта f=0,1, получим:
![]() , (3)
, (3)
![]() .
.
 , (4)
, (4)
 .
. ![]()
![]() , что обеспечивает достаточный запас самоторможения.
, что обеспечивает достаточный запас самоторможения.
Определим число витков z используя формулу:
 , (5)
, (5)
где h =0,75.Р мм, h=6 мм.
 .
.
Определим высоту гайки, Н используя формулу [22]:
![]() , (6)
, (6)
где Р – шаг резьбы, мм; Р=8 мм.
![]() мм.
мм.
Коэффициент высоты гайки ![]() определим, используя формулу [22]:
определим, используя формулу [22]:
 , (7)
, (7)
![]() . Значение коэффициента высоты гайки выбирают в пределах
. Значение коэффициента высоты гайки выбирают в пределах  /24/.
/24/.
Так как стержень винта работает на сжатие, его необходимо проверить на прочность с учетом устойчивости. Для материала винта принимаем коэффициент запаса прочности S=2 /24/, получаем:
 , (8)
, (8)
где ![]() – предел текучести, МПа;
– предел текучести, МПа;
![]() =320 МПа;
=320 МПа;
S – коэффициент запаса прочности; S=2.
![]() МПа.
МПа.
Допустимый предел, винта работающего на сжатие определим используя формулу[22]:
 , (9)
, (9)
где ![]() – коэффициент уменьшения допускаемых напряжений для сжатых стержней;
– коэффициент уменьшения допускаемых напряжений для сжатых стержней;![]() =0,8.
=0,8.
 МПа.
МПа.
2) Определим КПД винтовой передачи по формуле [22]:
 , (10)
, (10)
 .
.
Примечание. Потери в радиально-упорном подшипнике по малости не учитываем. При наличии слабой смазки в резьбе принимаем f=0,1.
3.7 Расчет вертикальных сварных швов
Назначим размеры сварного шва длина 100 мм и толщину шва ![]() =4 мм. Усилие действующие на опору 2400 кг., т. к. кол-во сварных швов 4 шт. усилие на один шов
=4 мм. Усилие действующие на опору 2400 кг., т. к. кол-во сварных швов 4 шт. усилие на один шов  кг.
кг.
Изгибающий момент находим по формуле [20]:
![]() , (11)
, (11)
![]() .
.
Напряжение в вертикальном шве находим из выражения [20]:
 , (12)
, (12)
где M – изгибающий момент;
![]() – минимальная толщина шва;
– минимальная толщина шва;
![]() – длина шва;
– длина шва;
Q – усилие действующие на косынку.
 .
.
По условию прочности [20]: ![]() .
.
Допускаемое напряжение ![]() для Ст2. Следовательно, прочность сварных швов обеспечена.
для Ст2. Следовательно, прочность сварных швов обеспечена.
