
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
УДК 620:22.621.723
студент гр. ТМ -2-10
Научный руководитель: Шубина Нели Борисовна
к. т.н.,проф.
Московский государственный горный университет
ПОВЫШЕНИЕ ДОЛГОВЕЧНОСТИ ФРОНТАЛЬНОГО ПОГРУЗЧИКА ЗТМ – 216А
INCREASED DURABILITY FRONT LOADER ZTM-216A
Фронтальный погрузчик ЗТМ-216 был разработан в 90- е годы и предназначен для работы, как в умеренном климате, так и в тяжёлых полевых условиях.
Долговечность погрузчика во многом определяется долговечностью работы зубчатых колёс редуктора.
Зубчатые колеса погрузочных машин являются тяжелонагруженными деталями, работающими в условиях высоких контактных нагрузок, удара и износа. Их качество зависит от технологических процессов механической, предварительной и окончательной термической обработки.
Для разработки способов повышения качества зубчатых колёс ЗТМ-216.30.04.004, ЗТМ-216.30.04.005, ЗТМ-216.30.04.008 необходимо проанализировать и определить виды и причины повреждения и разрушения, найти способ устранения причин повреждения и разрушения зуба.
Нами были проанализированы: зубчатые колёса редуктора отбора мощности ЗТМ-216.30.04.004, ЗТМ-216.30.04.005, ЗТМ-216.30.04.008. На основании документации ОТК были выявлены различные виды повреждений зубчатых колёс (рис. 1).
Установлено, что преобладающим видом (более 85%) было разрушение зуба – скол вершины (см. рис. 1, в).
 |
а) б) в)
Рис. 1. Виды разрушений зубчатых колёс [1]:
а – усталостный излом; б – питтинг, абразивный знос; в – скол вершины зуба.
Зубчатые колёса ЗТМ-216.30.04.004, ЗТМ-216.30.04.005, ЗТМ-216.30.04.008. из стали 40Х подвергаются закалке токами высокой частоты с нагревом в круглом индукторе. При этом может иметь место:
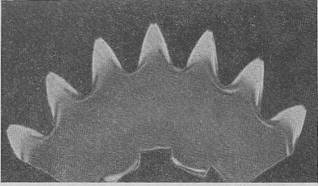
1. Сквозной нагрев и соответственно сквозная закалка зуба (рис. 2, а) [2].
2. Глубина закалки, примерно равна глубине нагрева.
3. Применяемая сталь, как правило, способна прокаливаться на глубину большую, чем необходимая глубина закалки.
4. На некоторых впадинах закалённый слой отсутствует.
При такой термической абработке не может быть обеспеченно высокое качество шестерен.
Получившие применение в последние время способы упрочнения с глубинным нагревом ТВЧ позволяют изменить процесс:
1. Зубья шестерен нагреваются насквозь.
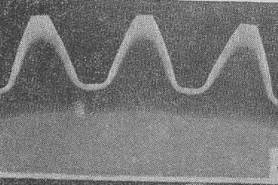
2. Применяемая сталь способна прокаливаться на меньшую глубину, чем глубина нагрева, поэтому глубина закалки определяется не глубиной нагрева, а прокаливаемостью применяемой стали (рис. 2, б).
3. Следует отметить также, что при поверностном нагреве удельная мощьностьсостовляет: 0,5-1,5кВт/см2 а при глубином - удельная мощьность снижается до 0,05 – 0,2кВт/см2
 |
 |
а) б)
Рис. 2. Закалка с нагревом ТВЧ [2]:
а – в круглом индукторе стали 40Х; б – в круглом индукторе с глубинным нагревом стали 60ПП.
В сталях пониженной прокаливаемости необходимый низкий уровень прокаливаемости достигается выбором углеродистой шихты и удалением из стали в процессе выплавки излишка элементов (главным образом марганца). Химический состав стали пониженной прокаливаемости приведен в табл. 1.
Таблица 1.
Химический состав стали 60ПП, %
С | Si | Mn | Cr | Ni | Cu | Ti | P | S |
Не более | ||||||||
0,54...0,62 | 0,3 | 0,2 | 0,15 | 0,2 | 0,2 | - | 0,4 | 0,4 |
Пример закалки ТВЧ с глубинным нагревом зубчатых колес, применяемых для различных машин, приведен на рис. 3. [3]
 |
а) б)
Рис 3. Ведомая (а) и ведущая (б) цилиндрические шестерни с модулем 6 мм.
Важнейшие достоинства ЗТВЧ с глубинным нагревом заключаются в следующем:
- снижении скорости роста зерна с повышением температуры;
- получении сжимающих напряжений в поверхностном слое.
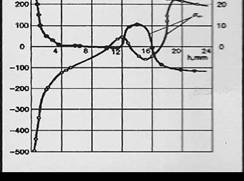
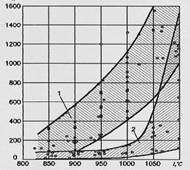
Графики зависимости величины зерна от температуры индукционного нагрева и остаточных напряжений образцов и деталей из сталей ПП, упрочненных методом ЗТВЧ с глубинным нагревом приведены на рис. 4.
 |
|
|
S,μm2 s, N/mm2
а) б)
Рис 4.Зависимосить величины зерна от температуры индукционного нагрева (а) и распределение остаточных напряжений (б);
1 - сталь 40ХГРТ, 2 - сталь ПП. [3].
С целью повышения эффективности и экологичности существующего оборудования для ЗТВЧ разработаны новые генераторы взамен существующих. [4]
Современные высокочастотные транзисторные генераторы индукционного нагрева для ТВЧ при глубинном нагреве по сравнению с морально и физически устаревшими ламповыми генераторами, имеют ряд преимуществ, основанных на применении современной элементной базы:
1. Возможность дистанционного управления технологической установкой посредством персонального компьютера;
2. Малый вес - (0,5-1) кг/кВт;
3. Малый расход воды (не более 0,2 м3/ч) для моделей с жидкостным охлаждением;
4. Практически неограниченный срок службы силовых транзисторов (при сроке службы вакуумных приборов в ламповых генераторах часов);
5. Низкие эксплуатационные расходы.
Технические характеристики предлагаемого транзисторного и существующего генераторов приведены в табл. 2. Общий вид генераторов приведен на рис. 5. [4, 5]
Таблица 2.
Технические данные транзисторного ТГИ 40/100-6 [4] и лампового генератора 60/0,066 [5].
Параметр: | ТГИ 40/100-6 Транзисторный генератор | ВЧГ7-60/0,066 Ламповый генератор |
Номинальная колебательная мощность, кВт | 40 | 60 |
Выходная частота, кГц | 50...100 | 66 |
КПД, % | 96 | 75 |
Вес, кг | 20 | 2000 |
Расход воды, м3/ч | 0,2 | 2 |

 |
а б
Рис 5. Общий вид транзисторного (а) и лампового генератора (б).
Выводы.
Зубчатые колёса редуктора отбора мощности ЗТМ-216.30.04.004, ЗТМ-216.30.04.005, ЗТМ-216.30.04.008 фронтального погрузчика ЗТМ-216А и других погрузочных машин работают в тяжёлых полевых и умеренных условиях эксплуатации, однако большинство деталей, подвергаемых ТВЧ, не отвечают в полной мере предъявляемым к ним требованиям, выходят из строя, снижая ресурс погрузчика.
Предлагается заменить сталь 40Х на сталь 60ПП с упрочнением ЗТВЧ при глубинном нагреве, что повысит долговечность рассмотренных зубчатых колёс и ресурс фронтального погрузчика
Для обеспечения экономической и экологической эффективности целесообразно применять для установки ЗТВЧ современные транзисторные генераторы.
Литература
1. Предупреждение разрушения деталей забойного оборудования/ , , и др. /Под редакцией – М.: Недра, 1985.
2. Шепелявский деталей машин поверхностной закалкой при индукционном нагреве. М.: Машиностроение, 1972.
3. Интернет-источник: http://www. *****/ – Технология машиностроения и объёмно поверхностная закалка», 2012.
4. Интернет-источник: http://www. *****@***ru – ООО "Научно-технический, образовательный и производственный центр высокочастотных электротехнологий "Интерм"
5. Интернет-источник: http://*****@***ru – КА»
Аннотация
Рассмотрены виды и причины разрушения зубчатых колёс редуктора отбора мощности фронтального погрузчика ЗТМ – 216А. Рассмотрены возможные причины повреждения зубчатых колёс. Предлагается замена стали 40Х на сталь 60ПП, которая позволяет при глубинном нагреве токами высокой частоты (ТВЧ) получить равномерный нагрев и соответственно равномерный закалённый слой требуемой толщины. Рекомендовано использование транзисторных генераторов.
The types and causes of failure of gears, gearbox PTO front loader ZTM-216a. The possible causes of failure of gears. It is proposed to replace steel 40Х for steel 60PP, which allows for deep heating to obtain uniform heating and thus uniform hardened layer of desired thickness. We recommend the use of transistor oscillators.
Ключевые слова
зубчатые колёса, фронтальный погрузчик, скол зуба, закалка ТВЧ, сталь 60ПП
gears, wheel loader, chipped tooth, hardening by high frequency, steel 60PP
