Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
6. ЗУБООБРАБАТЫВАЮЩИЕ СТАНКИ
6.1. Общие сведения и основные методы обработки зубчатых колес
Зубчатые колеса являются изделиями общемашиностроительного применения. В зависимости от вида зубчатого венца, требований по точности и производительности используются соответствующие методы обработки и зубообрабатывающие станки. Этими факторами объясняется широкая номенклатура станков, действующих в промышленности.
Зубообрабатывающне станки разделяются на две основные группы: станки, работающие по методу копирования, и станки, работающие по методу обката. Схемы образования поверхностей зубчатых колес показаны на рис. 90.
Рис. 90. Схемы профилирования зубчатых эвольвентных поверхностей
Обозначения: Z - число зубьев заготовки, DS.ПР. - движение подачи заготовке, DS.КР. - круговая подача заготовки 3 (или инструмента И), Dr - возвратно-поступательное движение инструмента, DSn - поступательное движение инструмента.
Для образования впадины между зубьями методом копирования (рис. 90, а) фасонный резец обрабатывает впадину так, что образуются две боковые поверхности двух соседних зубьев. Следующая впадина получается аналогичным способом, после углового поворота заготовки на один зуб колеса. Аналогично такую впадину можно получить, используя в качестве режущего инструмента фасонную дисковую фрезу (рис. 90, б) или фасонную пальцевую фрезу (рис. 90, в).
Наибольшее развитие для нарезания зубчатых колес получил метод обкатки. Этот метод основан на зацеплении и согласованных движениях зубчатой пары, состоящей из заготовки и инструмента в виде зубчатого колеса (рис. 90, г), в виде рейки (рис. 90, д) или в виде двух резцов (рис. 90, е).
Для изготовления зубчатых колес в условиях крупносерийного и массового производства предпочтительны зубообрабатывающие станки, работающие методами непрерывного обката и контурной обработки.
В конструктивном отношении эти станки отличаются большим разнообразием. Помимо общих для всех металлорежущих станков механизмов они имеют специальные механизмы для образования зубьев на заготовке и для формирования их профилей.
В зубообрабатывающих станках с программным управлением для перемещения рабочих органов применяют регулируемые приводы, часть из которых взаимосвязана в своей работе. В этих станках используют передачи с минимальными зазорами или совсем беззазорные. К ним относятся шариковые винтовые пары, червячные передачи с червяком, имеющим переменный шаг витка, цилиндрические передачи с малой конусностью зубьев.
Номенклатура зубообрабатывающих станков в настоящее время довольно обширная. В табл. 16 приведены некоторые основные подгруппы этих станков с условным их кодированием.
Таблица 16
№ п/п | Технологическая подгруппа станков | Обозначение |
1 | Зубофрезерные станки | ЗФС |
2 | Зубодолбежные станки | ЗДС |
3 | Зубошевинговальные станки | ЗШС |
4 | Зубохонинговальные станки | ЗХС |
5 | Зубошлифовальные станки | ЗШлС |
6 | Мастер-станки | |
7 | Зуборезные станки для обработки гипоидных и конических колес | ЗСГК |
8 | Зубострогальные станки | ЗСС |
9 | Зубопротяжные станки | ЗПС |
10 | Шлицефрезерные станки | ШФС |
11 | Другие |
6.2. Зубофрезерные станки
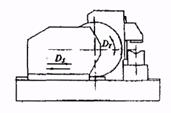
Станки для обработки цилиндрических зубчатых колес фрезерованием разделяются на две основные группы станков, работающих по методу копирования, и станки, работающие по методу обката. На рис. 91 показаны схемы обработки заготовок на зубофрезерных станках при нарезании прямых (схема а) и косозубых шестерен (схема б), а также червячных колес (схема в).
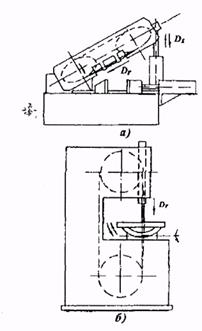
В зависимости от области применения ЗФС имеют несколько разновидностей компоновок; наиболее характерная компоновка для станков универсального назначения приведена на рис. 92. Ось заготовки вертикальная. Стол станка подвижен в горизонтальном направлении. Движение осевой подачи осуществляет инструментальный суппорт.
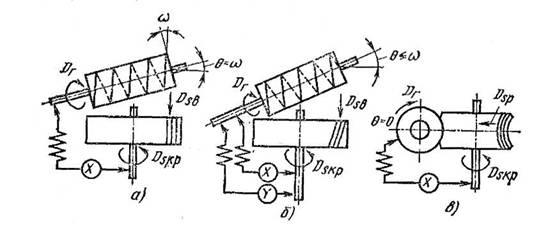
Рис. 91. Схемы обработки заготовок на зубофрезерных станках
Обозначения: ![]() - угол подъема винтовой линии,
- угол подъема винтовой линии, ![]() - угол установки червячной фрезы, DS.В. - вертикальная подача инструмента, DS.Р. - осевая подача инструмента.
- угол установки червячной фрезы, DS.В. - вертикальная подача инструмента, DS.Р. - осевая подача инструмента.
Рис. 92. Компоновка универсального зубофрезерного станка
Особенностью ЗФС является необходимость снижения отрицательного влияния пульсации силы резания на процесс нарезания зубчатых колес. В конструкциях приводов столов и инструментального суппорта это осуществляется созданием минимальных зазоров в конечных звеньях, а также натяжением кинематической цепи приводов стола и инструментального шпинделя.
Современные ЗФС изготавливают как с механическим, так и с электронными связями исполнительных органов.
ЗФС с механическими связями в большинстве случаев имеют принципиальную кинематическую схему, показанную на рис. 93,а. Вся кинематическая цепь приводится во вращение главным электродвигателем М. Частота вращения фрезы 8 настраивается с помощью гитары скоростей 5, вращение стола 9 с требуемой угловой скоростью ![]() осуществляется с помощью гитары деления 3 и делительной пары 10. Перемещение фрезерного суппорта 7 винтом 6 обеспечивает движение осевой подачи DSО инструмента, подача настраивается с помощью гитары или коробки подач 1. При обработке косозубых колес в работе участвует дифференциал 4 и его гитара 2.
осуществляется с помощью гитары деления 3 и делительной пары 10. Перемещение фрезерного суппорта 7 винтом 6 обеспечивает движение осевой подачи DSО инструмента, подача настраивается с помощью гитары или коробки подач 1. При обработке косозубых колес в работе участвует дифференциал 4 и его гитара 2.
Принципиальная схема ЗФС станка с ЧПУ приведена на рис 93 б.
Рис. 93. Принципиальные схемы зубофрезерного станка:
а - с механическими кинематическими связями; б - с кинематическими связями посредством ЧПУ
Все формообразующие координаты X, Y, Z, А, В, С осуществляются от отдельных регулируемых электродвигателей.
Mx (через винт 1) - перемещение инструментальной стойки для измерения межосевого расстояния.
My (через винт 4) - перемещение фрезерного суппорта вдоль оси заготовки.
Mz (через винт 5) - перемещение фрезерной каретки 6 вдоль оси инструмента.
МА - поворот суппорта с фрезой на требуемый угол.
МC - вращение инструмента.
МB (через делительную передачу 9) - вращение стола.
Все электродвигатели снабжены датчиками обратной связи которые передают в систему ЧПУ данные о действительном положении осей двигателей (координат) для согласования их вращения
6.3. Зубодолбежные станки
Зубодолбежные станки (ЗДС) используются при нарезании закрытых венцов цилиндрических колес, близко расположенных концов блочных колес, зубчатых секторов, колес с внутренними зубьями, а также зубьев шевронных колес.
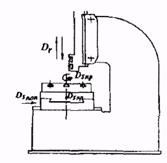
По способу зубообработки эти станки разделяют на работающие по методу обката и методу копирования. В станках, работающих по методу обката, в качестве инструмента используются дисковые, чашечные и хвостовые зуборезные долбяки, а в станках, работающих по методу копирования - многорезцовые зуборезные головки для колес наружного и внутреннего зацепления. Схема обработки заготовок долбяками показана на рис. 94.
Рис. 94. Схема обработки заготовок на зубодолбежном станке внешнего (а)
и внутреннего (б) зацепления
Обозначения: DS.КР. И - круговая подача инструмента, DS.КР. З - круговая подача заготовки, DВ - вертикальная подача инструмента, DS.P - поперечная подача инструмента, Dr - возвратно-поступательное движение инструмента, ![]() - отскок.
- отскок.
Рис. 95. Компоновка зубодолбежного станка.
На рис. 95 показана наиболее распространенная компоновка ЗДС для универсальных станков средних размеров.
Рис. 96. Принципиальная схема механических связей формообразования при
зубодолблении
В процессе обработки (рис. 96) инструментальный шпиндель с долбяком совершает быстрое возвратно-поступательное движение DV1, частота которого устанавливается с помощью гитары или коробки скоростей 5, приводимой во зращение от главного электродвигателя М. Инструментальный 1 и рабочий 2 шпинделя станка совершают медленные синхронные вращения, относительные частоты которых настраиваются гитарой деления 9. Абсолютная угловая скорость ![]() инструментального шпинделя настраивается с помощью гитары или коробки круговой подачи 6. Длину хода инструментального шпинделя регулируют эксцентриковым механизмом 7. При обратном ходе долбяк отводится от нарезаемого колеса механизмом 4. Число циклов радиального врезания настраивают с помощью гитары радиальных подач 3. При нарезании зубьев косозубых колес требуется дополнительно производить доворот долбяка на величину, соответствующую углу наклона зубьев. Эта операция осуществляется с помощью винтовых направляющих 8.
инструментального шпинделя настраивается с помощью гитары или коробки круговой подачи 6. Длину хода инструментального шпинделя регулируют эксцентриковым механизмом 7. При обратном ходе долбяк отводится от нарезаемого колеса механизмом 4. Число циклов радиального врезания настраивают с помощью гитары радиальных подач 3. При нарезании зубьев косозубых колес требуется дополнительно производить доворот долбяка на величину, соответствующую углу наклона зубьев. Эта операция осуществляется с помощью винтовых направляющих 8.
Принципиальная схема ЗДС с ЧПУ приведена на рис. 97. Здесь все формообразующие и наладочные движения исполнительных органов осуществляются от отдельных двигателей, которые снабжены датчиками обратной связи, с согласованными командами от ЧПУ.
Вращение инструментального шпинделя 16 по координате С с угловой скоростью ![]() осуществляется электродвигателем 12 через червячную передачу. Вращение стола 17 с заготовкой по координате D с угловой скоростью
осуществляется электродвигателем 12 через червячную передачу. Вращение стола 17 с заготовкой по координате D с угловой скоростью ![]() осуществляется электродвигателем 18 также через червячную передачу. Движение резания DV1 производится по координате О через эксцентриковый механизм 15, одновременно через механизм 11 осуществляется отвод долбяка от заготовки при обратном его ходе.
осуществляется электродвигателем 18 также через червячную передачу. Движение резания DV1 производится по координате О через эксцентриковый механизм 15, одновременно через механизм 11 осуществляется отвод долбяка от заготовки при обратном его ходе.
Рис. 97. Принципиальная схема работы ЗДС с ЧПУ
Электродвигателем 14 производится перемещение каретки зубодолбежной головки для установки зоны резания и хода долбяка. Движение радиальной подачи осуществляется электродвигателем 10 по координате X.
6.4. Зубошевинговальные станки.
Процесс шевингования является одним из наиболее распространенных способов чистовой обработки незакаленных цилиндрических зубчатых колес. Обработка осуществляется по методу обкатки на скрещивающихся осях шевера 2 и колеса 1 с усиленным скольжением сопряженных зубьев. При вращении обрабатываемого колеса (рис.98) в зацеплении с инструментом - шевером, имеющим режущие кромки вдоль эвольвентных зубьев, при взаимном скольжении профилей срезаются очень тонкие волосовидные стружки, повышая точность и снижая параметры шероховатости рабочих поверхностей зубьев.
Скорость взаимного скольжения профилей является скоростью резания при зубошевинговании.
В процессе обработки колесо и шевер находятся в беззазорном зацеплении так, что мгновенный контакт между ними располагается в одной и при обкатке образует след на боковой поверхности зубьев. Поэтому для полной обработки колеса необходимо перемещение контакта вдоль зуба, т. е. осуществление продольной подачи.

Рис. 98. Схема процесса шевингования.
6.5. Станки для обработки гипоидных и конических колес
Станки для обработки гипоидных и конических колес (ГКС) работают торцовыми головками с резцами, имеющими прямолинейные режущие кромки при периодическом или при непрерывном делении.
В первом случае обрабатываются зубчатые колеса с круговой линией зубьев. Во втором - - линии зуба очерчиваются в продольном направлении по циклическим кривым.
При изготовлении конических колес основным является метод обкатки. При этом методе профиль зуба обрабатываемого колеса образуется как огибающая инструментальной поверхности производящего колеса, которая на станке воспроизводится прямолинейными режущими кромками зуборезной головки. При методе обкатки вращение производящего колеса (люльки) и обрабатываемой заготовки строго согласованы (рис.96).
На рис. 97 показана компоновка универсального зуборезного станка, который состоит из станины 1, обкатной люльки 2, несущей инструментальный шпиндель 3 для крепления зуборезной головки 4, стола 7, бабки изделия 6 и шпиндельной (гипоидной) головки 5.
На рис. 98 показана структурная кинематическая схема зуборезного станка. Привод вращения зуборезной головки осуществляется электродвигателем Ml. Вращение обкатной люльки связано через кинематическую цепь с вращением шпинделя изделия 2, на котором закреплено обрабатываемое зубчатое колесо.
Рис. 96. Схема обработки конического зубчатого колеса методом обкатки:
А - вращение зуборезной головки вокруг своей оси; Б - вращение произвольного колеса; В - вращение обрабатываемой заготовки, согласованное с вращением люльки
Рис. 97. Компоновка зуборезного станка для нарезания гипоидных и конических колес с круговыми зубьями
Требуемое для обкатки зубьев передаточное отношение возвратно-вращательных движений обрабатываемого зубчатого колеса и люльки обеспечивается подбором сменных зубчатых колес гитары обкатки 6. Во время холостого хода через дифференциал 4 шпинделю бабки изделия 2 сообщается дополнительное вращение, с помощью которого осуществляется поворот шпинделя на один угловой шаг зубьев. Получение при этом требуемого числа зубьев обеспечивается подбором сменных зубчатых колес гитары деления 3. Электродвигатель М2 осуществляет привод кинематической цепи станка и ее реверсирование через коробку скоростей 5.
Рис. 98. Структурная кинематическая схема зуборезного станка для обработки гипоидных и конических колес
В начале цикла обработки зуба обкатная люлька и зуборезная головка занимают исходное положение и резцы, находясь под заготовкой, не касаются ее. В начале цикла обкатки заготовка быстро перемещается в направлении инструмента на полную высоту зуба и начинается рабочий ход обработки его, т. е. согласованный угловой поворот обкатной люльки и шпинделя изделия с закрепленной заготовкой. При этом происходит обработка впадины зуба по выпуклой и вогнутой сторонам зуба.
Угол поворота обкатной люльки называется углом обката. После того, как зуб полностью будет обработан, люлька дополнительно повернется на 3-6 градусов и отводится от инструмента на величину, несколько большую полной внешней высоты зуба. При этом рабочий процесс заканчивается, и люлька возвращается в исходную позицию.
7. ПРОТЯЖНЫЕ, СТРОГАЛЬНЫЕ И ОТРЕЗНЫЕ СТАНКИ
7.1. Протяжные станки.
Протяжные станки (ПС) используют при обработке различных наружных поверхностей и отверстий, образованных прямолинейным перемещением инструмента, а также сложных криволинейных поверхностей, которые трудно обработать иным способом.
Инструментом являются протяжки, имеющие форму стержня с расположенными вдоль оси режущими зубьями.
В зависимости от назначения ПС имеют несколько разновидностей компоновок, показанных в табл. 16.
Таблица 16
Тип станка и компоновка | Конструктивные особенности станка |
1 | 2 |
Горизонтально-протяжные станки для внутреннего протягивания
| Станок включает в себя основную станину с опорной плитой под заготовку, рабочим цилиндром, рабочими салазками и рабочим патроном, в который входит передний хвостовик протяжки во время процесса резания. К основной станине крепится приставная станина со вспомогательными салазками и ушами, обеспечивающими захват заднего хностовика протяжки, подвод, сопровождение и отвод ее от заготовки, а так же другие функции процесса обработки. Станки оснащают сменными рабочими патронами для захвата хвостовиков круглых или плоских протяжек. В основной станине размещен поддерживающий ролик, назначение которого поддержать протяжку после выхода ее из вспомогательного патрона для избежания перекоса протяжки и тяжелой заготовки. Тяжелые станки, у которых масса протяжки достигает 250 кг и более, в основной станине вместо поддерживающего ролика имеют поддерживающий люнет Преимущества конструкции станков-удобство обслуживания, обеспечение возможности установки крупных и тяжелых заготовок. Недостатки - провисание протяжки и искривление ее оси под действием массы |
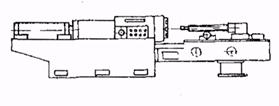
Таблица 16 (продолжение)
1 | 2 |
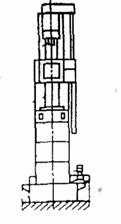
Вертикально-протяжные станки для внутреннего протягивания
| Общая компоновка станка включает в себя станину, вертикально установленную на основании На станине расположен рабочий цилиндр и рабочие салазки, а также закреплена консольная тумба со столом В верхней части станины размещены вспомогательные салазки с вспомогательным патроном. В основании установлены насос для подачи СОЖ и конвейер для удаления стружки. У вертикально-протяжных станков конструкции рабочего и вспомогательного патронов аналогичны конструкциям патро нов горизонтально протяжных станков Для зажима протяжек применены два валика с выточками иод шейку хвостовика. Преимущесва - повышение точности обработки вследствие отсутствия провисания протяжки, экономия производственной площади, возможность автоматизации смены инструмента. |
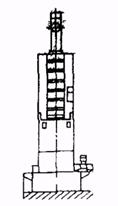
Вертикально-протяжные станки для гаружнего протягивания
| Компоновка станков общего назначения аналогична компоновке станков для внутреннего протягивания Оба типа станков имеют унифицированные станины, основания и ряд вспомогательных узлов за исключением столов и приспособлений для установки заготовок. На вертикально-протяжных станках для наружного протягивания применяют столы отводные, опрокидывающиеся, поворотные, отводные поворотные и неподвижные, каждый из которых имеет свое конкретное назначение и конструктивные особенности. |
Протяжные станки непрерывного действия
| Конструктивная компоновка станков включает в себя массивную станину, в кото-рои размещены ведущий и ведомый валы, связанные между собой бесконечной тяговой цепью с установленными на ней зажимными приспособлениями. В верхней части станины закреплен инструмент - протяжка, вдоль которой пе ремещается заготовка. В ряде станков размещение инструментов и заготовок может быть обратное, при котором непрерывное перемещение на тяго вой цепи совершает инструмент. Станки используют в крупносерийном и массовом производствах и оснащают автоматическими устройствами для загрузки и выгрузки деталей. |
7.2. Строгальные станки.
Строгальные станки (СТС) применяют для обработки горизонтальных, вертикальных и наклонных поверхностей, их сочетаний, а также продольных пазов различного профиля.
Разновидность СТС являются долбежные станки (ДС), которые используют главным образом для обработки внутренних плоских и фасонных поверхностей резцом.
Типы и конструктивные особенности СТС приведены в табл. 17.
Таблица 17
Тип станка и компоновка | Конструктивные особенности станка |
1 | 2 |
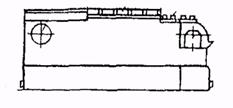
Продольно-строгальные станки
| Станки выпускают в двухстоечном (а) и одностоечном (б) исполнениях. Одностоечные имеют незамкнутое с одной стороны рабочее пространство, что расширяет их технологические возможности по ширине устанавливаемой заготовки. По направляющим боковых стоек вертикально перемещаются поперечина с суппортами и боковые суппорты. Стол, установленный на плоской и V-бразной направляющих, совершает возвратно-поступательное движение Ширина стола двухстоечных станков в зависимости от модели станка, составляет 900, 1120 и 1400 мм. Ширина и длина устанавливаемых заготовок составляет для этих станков соответственно 1000x3000, 1250x4000 и 1600 х 6000 мм. Привод стола осуществляется от реверсивного электродвигателя постоянного тока через двухдиапазонную коробку скоростей. Скорость обратного хода устанавливается независимо от скорости рабочего хода. Во время обратного хода резцедержатель поднимается с помощью специального устройства откидки для предотвращения контакта задней поверхности резца с обработанной по верхностью. |
Строгально-фрезерные станки
| По компоновке станки аналогичны продольно-станки строгальным станкам и также выполняются двухстоечными и одностоечными, но вместо строгальных суппортов они оснащены фрезерными бабки ми, размещенными на направляющих боковых стоек Строгально фрезерные сганки оснащают также системами ЧПУ, с помощью которых производится выбор точек реверса стола, назначение скоростей рабочего и обратного хода стола, подач и скоростей регулируемых перемещений рабочих органов, выбор координат их перемещений и др. Пределы скоростей перемещения столамм/мин |
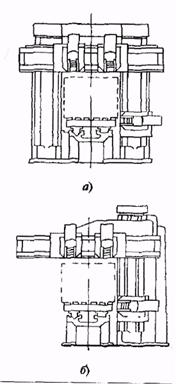
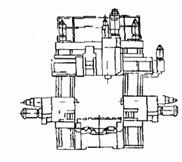
Таблица 17 (продолжение)
1 | 2 |
Поперечно-строгальные станки
| Конструктивно поперечно-строгальные станки включают станки в себя станину, по горизонтальным направляющим которой перемещается ползун с инструментом, а по вертикальным - поперечина со столом, на котором устанавливается заготовка. Станки выпускаются с прямоугольным неповоротным столом (основное исполнение), с прямоугольным поворотным столом, с универсальным поворотным столом, с устройством для контурного копирования, а также с универсальным поворотным столом и устройством для контурного копирования. Суппорт с резцедержателем снабжен поворотной частью для строгания наклонных поверхностей. Станки выпускают с механическим и гидравлическим приводом ползуна. В механическом приводе применяют вращающуюся или качающуюся кулису и кривошипно-шатунные механизмы. |
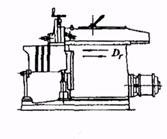
Долбежные станки
| Малые долбежные станки с механическим приводом главного движения выполняют с наибольшими ходами лолзуна 100 и 200 мм. Конструктивно они состоят из станины, по вертикальным направляющим которой перемещается ползун с инструментом, а по горизонтальным - стол, перемещающийся в продольном и поперечном направлениях. На этом столе закрепляют поворотный стол для установки заготовок. Привод ползуна осуществляется качающейся или вращающейся кулисой в комбинации с кривошипом; он снабжен фрикционной муфтой и тормозом. Преимуществом станков является использование простого и недорогого инструмента, а также возможность быстрой переналадки для обработки деталей широкой номенклатуры. Недостатком станков является слабость звеньев механизмов приводов ползуна, а также малая их износостойкость, что не позволяет работать на станках с силами резания более 6000 Н. Средние долбежные станки с гидравлическим приводом главного движения конструктивно подобны малым станкам. Выполняются с наибольшим ходом лолзуна мм. На станках обеспечивается сила резания до 60000 Н. Гидравлическое устройство обеспечивает регулирование рабочей скорости ползуна, его ускоренный обратный ход, плавный разгон и торможение. Диаметр рабочей поверхности стола 630, 800 и 1250 мм в зависимости от модели станка. Тяжелые долбежные станки с электромеханическим приводом главного движения конструктивно выполняют с наибольшим ходом ползуна 1000 и 1600 мм. Станки отличаются большой массивностью и жесткостью станины, стола и ползуна. Для привода ползуна на станках установлен реверсивный электродвигатель постоянного тока. Масса ползуна уравновешивается противовесом Ползун вместе с кареткой и электродвигателем может поворачиваться в продольном направлении на угол ±15°. Все рабочие органы станков перемещаются отдельными приводами. |
1.3. Отрезные станки
Отрезные станки (ОТС) используют в заготовительных цехах для разрезки и отрезки сортового и фасонного материала любого профиля и размера. Разрезания заготовки можно проводится как в поперечном направлении, так и под углом. Станки могут оснащаться загрузочными устройствами и встраиваться в автоматические линии.
В зависимости от применяемого инструмента станки имеют несколько разновидностей компоновок, конструктивные особенности которых приведены в табл. 18.
Таблица 18
Тип станка и компановка | Конструкционные особенности станка |
1 | 2 |
Фрезерно-отрезные станки
| Станки имеют компоновку, при которой по горизонтальным направляющим станины от гидратшческого цилиндра перемещается инструментальная бабка (движение подачи DS). В качестве инструмента используется круглая цельная пила диаметром до 500 мм или сборная диаметром мм со вставными зубчатыми сегментами. Привод пильного диска осуществляется от индивидуального асинхронного электродвигателя через многоступенчатую коробку скоростей (шесть-восемь ступеней) с таким направлением вращения, при котором сила резания направлена снизу вверх (главное движение Dr). Зажим и разжим разрезаемого материала, а также его передвижение на мерную длину осуществляются с помощью гидравлических устройств. Для поддержания конца длинных заготовок станок снабжен подвижной тележкой. Удаление из зоны резания отрезанных заготовок проводится столом выгрузки и специальным сбрасывателем. Станки оснащают счетчиками числа резов, которые прекращают его работу после осуществления заданного числа резов. |
Ленточно-отрезные станки
| Ленточио-отрезные станки выпускаются горизонтальной (а) и вертикальной (б) компоновок. Отрезка заготовок осуществляется бесконечной ленточной пилой, устанавливаемой на двух дисках, один из которых является приводным, а другой натяжным. В станках горизонтальной компоновки (а) приводной и натяжной диски установлены под углом 60˚ к горизонтальной плоскости. Для разворота полотна пилы в рабочей зоне строго в плоскость ее подачи пильная рама снабжена специальными направляющими. В процессе резания усилие поддерживается на заданном уровне с замедлением при врезании пилы и выходе ее в конце реза. Для подачи и зажима заготовки установлены тиски с гидравличесхим приводом. В станках вертикальной компоновки (б) оси приводного и натяжного дисков расположены горизонтально, а заготовка устанавливается на столе под углом до 30˚ в вертикальной плоскости. Рабочая подача заготовки осуществляется гидроцилиндром в горизонтальной плоскости. На станках вертикальной компоновки кроме отрезки можно проводить прорезание фасонных контуров, а также обработку абразивной или полировальной лентой. Достоинством станков является повышенная производительность, точность пропила и малая ширина реза (0,8 - 1 мм). Недостатком - быстрый износ и нередкие разрывы ленточного полотна. |