


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
![]() Система управления координатой Z (резаком)
Система управления координатой Z (резаком)
Описание
Инструкция по эксплуатации
Новосибирск 2006
Содержание
1. Введение
2. Назначение
3. Технические характеристики и условия эксплуатации
4. Устройство и принцип работы СУ
5. Указание мер безопасности
6. Монтаж СУ и подготовка к работе
7. Порядок работы
8. Техническое обслуживание
9. Характерные неисправности и методы устранения
Приложения:
1. Схема электрическая соединений
2. Диаграмма работы системы
3. Рисунок
1. Введение
1.1. Настоящее техническое описание и инструкция по эксплуатации предназначены для ознакомления обслуживающего персонала с устройством, принципом действия, монтажом, эксплуатацией и техническим обслуживанием системы управления плазменным резаком (в дальнейшем система управления – СУ). Надежность, точность режимов и срок службы СУ во многом зависят от правильного монтажа и эксплуатации. Поэтому перед монтажом и включением необходимо внимательно ознакомиться с настоящим описанием.
2. Назначение
2.1. СУ предназначена для управления перемещением резака по оси Z(перпендикулярно плоскости реза) по командам от системы управления координатным столом и формирования сигналов:
- готовность “ONLINE”;
- следить “SL”;
- включить дугу “VKL”;
- состояние аварии “AVAR”,
- сигнал “ТАКТ’.
2.2. Управление резаком осуществляется непосредственно с помощью кнопок на панели процессорного блока (ПБ) СУ, из программы управления координатным столом или из системной оболочкой Norton Commander в терминальном режиме. Управление из программы управления координатным столом осуществляется по прямым гальванически изолированным линиям. А из системной оболочки Norton Commander обмен осуществляется по последовательному интерфейсу, работающему в стандарте RS-232. Ниже приведен перечень команд доступных из системной оболочки Norton Commander. Обмен возможен только при включении режима «caps lock»
РК - Вызов перечня, СО - Сост. резака
+ - Шаг вверх., - - Шаг вниз.
DI - Импульс движ.(10)., RS - Сост. Кнопки reset
ZO - Затвор откр., ZZ - Затвор закр.
VV - Высота вреза (170), KL- Зазор слеж.(140).
MC - Скор. движ(30)., CV- Скор. вреза(15).
TV - Время вреза (5) MU - Ускор. движ(4).
KP- Коэф. пропор(13)., KI - Коэф. интег(150).
SL- Ком. слежения., TN - Время не чувст. авар.(25 мСек).
Движ. до; VK - Верх. кон. ,NK - Ниж. кон.
В скобках указаны рекомендованные значения параметров
СУ обеспечивает выполнение цикла прожига с заданными параметрами и удерживает резак на заданном зазоре во время резки, формируя сигнал “AVAR” в случае значительного отклонения последнего от заданной величины или при соприкосновении сопла резака с заготовкой.
3. Технические характеристики и условия эксплуатации
1. Максимальный вес каретки с резаком – 3,5 кГ.
2. Максимальное расстояние до заготовки – 90 мм.
3. Длина соединительных кабелей – 15 м.
4. Потребляемая мощность:
- в режиме смещения -------< 2 вт;
- в режиме перемещения ------< 70 вт.
5. Скорость перемещения – (0,3 -0,5)м/мин.
6. Цикл врезки с параметрами:
- высота врезки –(5-20)мм;
- время вреза –(0.1-10)сек.
7. Рабочий зазор –(0,5-10)мм.
4. Устройство и принцип работы СУ плазменным резаком
4.1. СУ состоит из четырех основных частей (см. Приложение рис.1):
- блок питания;
- процессорный блок;
- привод;
- емкостный датчик.
В комплект входят также соединительные кабеля длиной 15 м.
4.2. Блок питания предназначен для получения переменного напряжения 13 вольт для питания привода и 12 вольт для питания процессорного блока и датчика. Оба напряжения подаются непосредственно на процессорный блок посредством кабеля.
4.3. Процессорный блок состоит из корпуса, с задней стороны которого расположены четыре разъема и клемма для заземления корпуса:
- DВ9М – подключение кабеля питания;
- DВ9F – подключение компьютера (RS-232);
- DВ15М – подключение привода и датчика;
- DB15F – сигналы управления и контроля.
На передней панели блока расположены кнопки управления и светодиоды, отображающие состояние СУ.
Кнопки VV и KL фиксируют соответственно высоту вреза и зазор слежения при нажатии и удержании кнопки более 2-х секунд. Для этого плазмотрон с помощью кнопок перемещается вверх или вниз (нижние две кнопки), устанавливается на нужную высоту, затем нажимается и удерживается соответствующая кнопка. Для проверки установленных зазоров нужно нажать одновременно кнопку “KL” и кнопку перемещение вниз, по истечении 1-2 секунд СУ начнет выполнять команду “следить”. Перед этим нужно принять меры для предотвращения поджига дуги. Для возврата в исходное состояние нужно нажать кнопку перемещения вверх или выключить и через 20 секунд включить питание СУ.
Внутри корпуса расположены две платы с элементами управления и контроля. На одной плате сосредоточены элементы управления приводом, а на второй – микроконтроллер и элементы управления СУ (см. приложение “схема соединения”).
4.4. Привод состоит из электродвигателя, редуктора и преобразователя вращения вала двигателя в поступательное движение каретки с плазмотроном и датчиком в направлении, перпендикулярном плоскости реза. Все элементы привода размещены в отдельном корпусе, в котором находятся также конечные выключатели и разъем DB9F(гнезда) для присоединения привода к микропроцессорному блоку.
4.5. Емкостный датчик состоит из корпуса, c одной стороны которого расположен разъем DB9M (штыри) для присоединения к процессорному блоку, а с другой – шпилька с резьбой М6 для крепления насадки, заканчивающейся кольцом. В корпусе датчика расположена плата с элементами, с помощью которых электрическая емкость между кольцом и заготовкой преобразуется в электрический сигнал. При работе резака с емкостным датчиком между кольцом и разрезаемым материалом всегда имеется зазор заданной величины. При изменении зазора во время движении резака относительно материала в процессе резки изменяется электрическая ёмкость, величина которой является входным сигналом для системы управления вертикальным приводом резака, [положение резака относительно материала поддерживается таким, чтобы ёмкость и, соответственно зазор, оставались постоянными].
4.6. При включении питания на циклограмме момент t1 каретка перемещается до размыкания верхнего конечника (VK). Если VK уже разомкнут, то Z выдает по каналу RS-232 шапку программы и текущее состояние системы ( сигнал с датчика в попугаях (1~255) и в вольтах (0-5V), состояние конечных выключателей, наличие аварии). Затем выдает сигнал по линии ONLINE (замыкает контакт), зажигает соответствующий светодиод и ждет команды следить (SL), сигнала по RS=232 или команды с кнопок на лицевой панели блока. На циклограмме момент t2.
ВНИМАНИЕ!
На блоке Z должен (в случае нормальной работы микроконтроллера) мигать с периодом 1-2 сек. светодиод ТАКТ.
Перемещение каретки в аварийной ситуации до VK ( при включении питания) до высоты вреза (VV) (при поступлении команды следить (SL) – осуществляется на максимальной скорости (4-10) м/мин.
4.7. По команде SL каретка с максимальной скоростью движения вниз размыкается линия ONLINE. На VV зажигается светодиод ТОК, замыкается КОНТ на линии ТОК. Программа переходит в режим поддержания VV на время вреза (TV). На циклограмме момент t3. После окончания TV, каретка опускается до KL за время CV и переходит в режим поддержания зазора KL, одновременно вновь замыкается линия ONLINE. На циклограмме момент времени t4. Повторное появление сигнала ONLINE, наличие сигнала ТОК и отсутствие сигнала AVAR – для основной программы комплекса является командой на движение по контуру с заданной скоростью.
4.8. Если двигаясь вниз (по команде SL) сигнал с датчика не уменьшается до сигнала VV или KL (датчик не находит заготовки), то движение осуществляется до размыкания нижнего конечного выключателя. Затем замыкается линия Авария (включается соответствующий светодиод), размыкается линия ТОК, размыкается линия ONLINE и каретка на максимальной скорости (MC) движется вверх до размыкания VK. При появлении аварии происходит тоже самое. Авария – это замыкание датчика с заготовкой (сигнал > 30 попугаям), отклонение KL на величину > KD.
Рис. 3 Диаграмма работы системы управления
5 Указание мер безопасности.
При техническом обслуживании и ремонте системы управления плазменным резаком должны обязательно выполняться требования «Правил техники безопасности при эксплуатации электроустановок потребителей».

6. Монтаж системы управления и подготовка к работе
Механическая часть установки, на которой будет установлен привод резака, должна удовлетворять следующим требованиям:
- каретка с резаком должна перемещаться в вертикальном направлении по направляющим.
При перемещении не должно быть заеданий, перекосов и люфтов (очень хорошо подходят направляющие D10 фирмы “C. T.S.” Италия, со стандартной кареткой М106 и роликами: 2 шт. С210 и 2 шт. Е210);
- каретка с резаком должна перемещаться на (110-150) мм.
6.1. В начале крепится датчик лучше с правой стороны каретки (см. Рис 1.) так, чтобы был доступ к органам настройки датчика без снятия резака. Берется лист железа толщиной 0,8-2,0 мм и ложится вместо заготовки в том месте стола, где расстояние до портала – максимально.
6.2. Кольцо датчика должно касаться своей внутренней кромкой листа железа, центр кольца должен совпадать с осью резака, сопло которого упирается тоже в подложенный металл. При этом каретка должна быть в положении, обеспечивающем запас кода вниз приблизительно 10 мм. В этом положении датчик фиксируется не менее, чем двумя болтами М6 к каретке.
ПРИ УСТАНОВКЕ ИЗБЕГАТЬ ЧРЕЗМЕРНЫХ УСИЛИЙ НА КОЛЬЦО ДАТЧИКА!
Затем каретка перемещается вверх на 80 мм и надежно фиксируется в этом положении.
6.3. Сам привод располагается с левой стороны каретки на плите, к которой крепятся направляющие каретки так, чтобы поводок привода располагался над кареткой, со стороны крепления резака. Ближайшая вертикальная кромка каретки была параллельна корпусу привода. Расстояние от этой кромки до
кромки шкивов привода должно равняться 3-4 мм. Корпус привода к плите крепится двумя болтами М6.
Поводок привода крепится к каретке двумя болтами М6 через прокладку необходимой толщины так, чтобы при закреплении исключить его смещение. ПЕРЕД УСТАНОВКОЙ ПРИВОДА УБЕДИТЬСЯ, ЧТО ПОВОДОК ПРИВОДА НАХОДИТСЯ В ПОЛОЖЕНИИ, КОГДА СРАБОТАЛ ВЕРХНИЙ КОНЕЧНЫЙ ВЫКЛЮЧАТЕЛЬ
6.4. Процессорный блок крепится на каретке портала в положении, удобном для наблюдения за элементами индикации. Органы управления должны быть доступны во время работы. Блок должен быть надежно закреплен всеми четырьмя винтами и заземлен. После завершения монтажных работ убрать фиксаторы, удерживающие каретку от перемещения.
7. Порядок работы
7.1. Из прилагаемых кабелей взять самый короткий и соединить им процессорный блок с приводом и датчиком.
Затем с помощью двух длинных кабелей из прилагаемых трех. Два кабеля заканчиваются одинаковыми разъемами, нам нужен кабель питания (он более толстый и состоит из двух спаренных жил) и второй кабель (заканчивающийся разъемом DB-15). Оба кабеля укладываем в кабелеукладчики и одним из них соединяем СУ с блоком питания. Назначение второго – связать СУ с блоком управления плазменным комплексом.
7.2. Убедившись еще раз в том, что кабель питания выбран и подсоединен правильно, включить питание. На процессорном блоке ориентировочно, через 5 секунд должен замигать светодиод “ТАКТ”. Если этого не произойдет, выключить питание и проверить все соединения.
7.3. Убрать лист металла, используемый при монтаже и обеспечить перемещение резака от одного конечного выключателя до другого. Перемещая привод в ручном режиме (c помощью кнопок на лицевой панели) убедиться, что при движении зубчатый ремень не перекашивается, и четко срабатывают конечные выключатели. Конечные выключатели должны срабатывать за (1,5-2,5) мм до упора, а пружинящая пластина не должна задевать за корпус при
перемещении. Если требуется регулировка пружинящей пластины, как правило, это свидетельствует о неправильной установке привода. Нижний конечный выключатель должен срабатывать на (5-10) мм.
8. Техническое обслуживание
8.1. После каждого реза контролировать чистоту кольца датчика. НЕДОПУСТИМО КАСАНИЕ КОЛЬЦА ДАТЧИКА СОПЛА РЕЗАКА ВО ВРЕМЯ ПОДЖИГА И ГОРЕНИЯ ДУГИ. НА СОПЛЕ ВО ВРЕМЯ РАБОТЫ НАПРЯЖЕНИЕ (250-500) В, ЧТО НЕИЗБЕЖНО ВЫВОДИТ ДАТЧИК ИЗ СТРОЯ.
Контролировать чистоту изолятора в месте крепления кольца к датчику. Один раз в шесть месяцев проверять, и в случае надобности, подтягивать винты крепления поводка к ремню. Для этой цели в корпусе есть специальные отверстия.
8.2. Один раз в шесть месяцев перемещать пятно постоянного контакта шестерни редуктора с “червяком”. Для этого нужно опустить резак вниз с помощью кнопок до положения, когда будет доступ до винта, фиксирующего компенсирующую муфту на валу шкива (со стороны каретки). Удерживая каретку ослабить винт, затем опустить каретку на (8-10) мм и вновь хорошо затянуть винт.
8.3. При интенсивной работе (в две смены) один раз в год заменить смазку в редукторе (Литол 24), сняв заднюю крышку со стороны разъема.
ЗАПРЕЩАЕТСЯ ОТСОЕДИНЯТЬ РЕДУКТОР ИЛИ КРОНШТЕЙН ВМЕСТЕ С РЕДУКТОРОМ ВО ВРЕМЯ ЭКСПЛУАТАЦИИ. При сборке необходимы регулировки, требующие высокой квалификации и соответствующей оснастки.
8.4. Во время эксплуатации, при смене резака и при первом включении, может потребоваться настройка датчика.
Для этого нужно подключить кабель для связи с компьютером через СОМ порт. Подложить под датчик заготовку минимальной толщины установить резак в рабочее положение. Запустить на компьютере Norton Commander и телемах. Установить параметры обмена (9600 бод; 8 бит; без проверки; 2 ст. бита). Включить питание СУ. На мониторе должны появиться заголовок и параметры системы. По истечении минимум 10 минут (прогрев датчика), приступить к настройке. Кольцо должно быть надежно закреплено в положении, когда резак в центре, сопло на 2-3 мм ниже нижней кромки кольца, а изолятор на выходе датчика чистый и отсутствует металлизация.
Снять крышку датчика и, вращая подстрочный резистор, добиться показаний 230-240 относительных единиц. Смена показаний происходит только после набора “СО” и нажатия клавиши “INTER”. Нужно помнить, что это значение должно быть при прикрученной крышке. Без крышки показания датчика на 20-30 единиц больше, чем с крышкой. Переставляя джампер, можно ступенчато менять регулируемый параметр. После настройки, нужно с помощью кнопок переместить резак вниз на 3-5 мм, показания на мониторе должны уменьшиться на несколько единиц. На этом настройку датчика заканчивают.
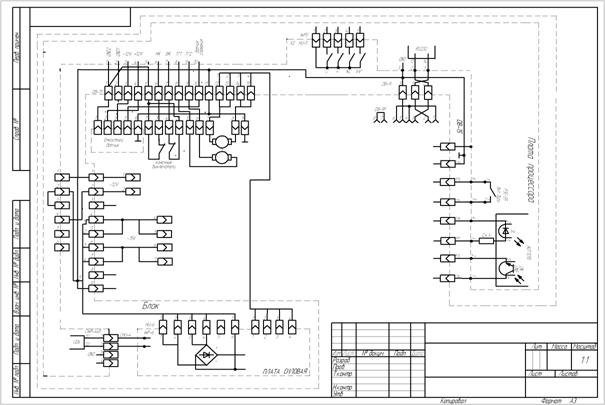
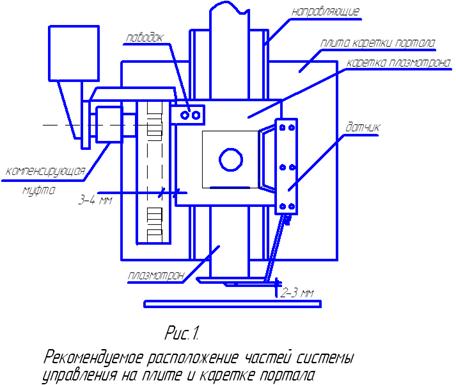
Рис. 3 Диаграмма работы системы управления
9. Характерные неисправности и меры их устранения.
Неисправность | Вероятная причина | Метод устранения | Примечание | |
1. | Не происходит отслеживание поверхности при подаче сигнала «Следить» | Не правильно работает датчик положения резака | Настроить датчик | |
2 | Сбой в логике работы системы управления | Просадка напряжения питания системы управления | Отрегулировать напряжение питания | |
3 | Во время резки плазмотрон периодически поднимается, но команда следить не прекращается | Работа вблизи нижнего конечного выключателя | Опустить датчик и плазмотрон так, чтобы в крайних точках каретка не выходила на конечные выключатели |
