

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РЕСПУБЛИКИ БЕЛАРУСЬ
ВИТЕБСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
для выполнения лабораторных работ по курсу
“Автоматизация средств механизации и робототехника” для студентов специальности Т.11.03 “Автоматизация
технологических процессов и производств”
ВИТЕБСК
1999
УДК 621.865.8
Методические указания для выполнения лабораторных работ по курсу “Автоматизация средств механизации и робототехника” для студентов специальности Т.11.03 “Автоматизация технологических процессов и производств”.
Витебск: Министерство образования РБ, ВГТУ, 1999 г.
Составитель: ст. преп., к. т.н.
В методических указаниях рассматриваются автоматизированное литьевое оборудование фирм “SVIT” (Чехия) и “DESMA” (ФРГ), используемое в обувном производстве для литья подошв; универсальный многозвенный робот IRB 1400 фирмы ABB Robotics Products (Швеция) и его программирование; установка поверхностной резки ЭМ-7062Р (Беларусь) и ее программирование. Приводятся схемы оборудования, блок-схемы и структурные схемы систем управления, примеры программ для робота и установки поверхностной резки, дается задание для выполнения лабораторных работ.
Методические указания составлены в соответствии с программой курса “Автоматизация средств механизации и робототехника”, изучаемого студентами дневной формы обучения специальности Т.11.03.
Одобрено кафедрой “Автоматизация технологических процессов и производств” ВГТУ “ 01” ноября 1999 г. протокол № 4 .
Рецензент - доц., к. т.н.
Редактор - проф., к. т.н.
Рекомендовано к опубликованию редакционно-издательским советом ВГТУ “___”_______________1999 г., протокол №______
Ответственный за выпуск
Витебский государственный технологический университет
_______________________________________________________________
Подписано к печати_____________. Формат______. Уч. изд. лист _____
Печать ризографическая. Тираж____экз. Заказ №___. Цена_______руб.
_______________________________________________________________
Отпечатано на ризографе Витебского государственного технологического университета. Лицензия ЛП № 89 от 01.01.01 г.
Витебск, Московский пр-т., 72.
СОДЕРЖАНИЕ
ВВЕДЕНИЕ.................................................................................................... | ..........4 |
ЛАБОРАТОРНАЯ РАБОТА № 1. ИЗУЧЕНИЕ УСТРОЙСТВ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ, КОНТРОЛЯ И РЕГУЛИРОВАНИЯ ЛИТЬЕВОЙ МАШИНЫ “SVIT-102” (ЧЕХИЯ) ДЛЯ ЛИТЬЯ НИЗА ОБУВИ....................... | ..........5 |
ЛАБОРАТОРНАЯ РАБОТА № 2. ИЗУЧЕНИЕ СИСТЕМЫ УПРАВЛЕНИЯ ЛИТЬЕВОЙ МАШИНЫ “DESMA-866” (ФРГ) И ВОЗМОЖНОСТИ ПРИМЕНЕНИЯ РОБОТОТЕХНИЧЕСКИХ СРЕДСТВ В СОСТАВЕ МАШИН СЕРИИ “DESMA”....................................................................................................... | ..........9 |
ЛАБОРАТОРНАЯ РАБОТА № 3. ИЗУЧЕНИЕ МАНИПУЛЯЦИОННОГО РОБОТА IRB-1400 (ШВЕЦИЯ) В СОСТАВЕ ЛИТЬЕВОЙ МАШИНЫ ТИПА “DESMA” (ФРГ)........................................................................................... | .........15 |
ЛАБОРАТОРНАЯ РАБОТА № 4. ИЗУЧЕНИЕ РАБОТЫ УСТАНОВКИ ПОВЕРХНОСТНОЙ РЕЗКИ ЭМ-7062Р (БЕЛАРУСЬ).............................................................................. | .........32 |
ЛИТЕРАТУРА............................................................................................... | ........39 |
ВВЕДЕНИЕ
Настоящие методические указания составлены в соответствии с рабочей программой курса "Автоматизация средств механизации и робототехника" для студентов специальности Т.11.03 "Автоматизация технологических процессов и производств" и содержат четыре лабораторные работы, в трех из которых рассматривается автоматизированное оборудование, используемое для литья низа обуви или подошв. В первой работе изучается литьевая машина модульного типа "SVIT-102" (Чехия) для литья подошв из термопластичных материалов. Вторая работа посвящена литьевым машинам карусельного типа "DESMA" (ФРГ), имеющим более высокие производительность и степень автоматизации. В третьей работе студенты знакомятся с универсальным многозвенным роботом IRB 1400 фирмы ABB Robotics Products (Швеция), используемым на обувной фирме "МАРКО" в составе литьевой машины типа "DESMA" для нанесения адгезионной жидкости на поверхность пресс-форм. Четвертая работа посвящена изучению установки поверхностной резки, разработанной в Витебском ОКБМ, принцип действия которой используется при разработке графопостроителей, а также раскройного оборудования для швейного и обувного производств. Первые три работы проводятся на ведущих обувных предприятиях г. Витебска "Красный Октябрь", "БЕЛВЕСТ" и "МАРКО", где имеется рассматриваемое оборудование.
Структура всех лабораторных работ следующая: цель работы, теоретическая часть, порядок выполнение работы, содержание отчета и контрольные вопросы. В теоретической части дается описание технологического процесса, конструкции оборудования и некоторых узлов, приводятся структурные схемы систем управления, рассматривается программное обеспечение, приводятся примеры программ и т. п.
ЛАБОРАТОРНАЯ РАБОТА № 1.
ИЗУЧЕНИЕ УСТРОЙСТВ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ, КОНТРОЛЯ И РЕГУЛИРОВАНИЯ ЛИТЬЕВОЙ МАШИНЫ
«SVIT-102» (ЧЕХИЯ) ДЛЯ ЛИТЬЯ НИЗА ОБУВИ
ЦЕЛЬ РАБОТЫ:
1. Ознакомиться с последовательностью технологических операций, выполняемых на машине «SVIT-102», и с работой устройств автоматического управления, контроля и регулирования.
2. Изучить принцип работы и конструкцию устройств автоматического управления, контроля и регулирования машины.
ТЕОРЕТИЧЕСКАЯ ЧАСТЬ
1. Описание работы литьевой машины «SVIT-102»
Литье под давлением - периодический процесс, в котором технологические операции выполняются в такой последовательности:
- плавление, пластификация и дозировка;
- смыкание пресс-форм;
- литье в пресс-форму;
- пневматическое окончание литья;
- выдержка под давлением;
- период охлаждения с допрессовкой;
- раскрытие пресс-форм;
- выталкивание детали.
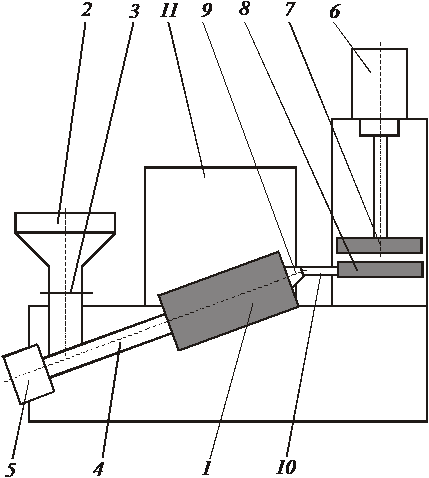
Машина «SVIT-102» двухсекционная и предназначена для литья подошв из термоэластопласта. Каждая секция может работать независимо. На рис. 1.1 схематично изображена машина «SVIT-102», работающая следующим образом [1]. Машина включается заранее для разогрева термокамер экструдера 1 до требуемой температуры. Далее в загрузочный бункер 2 засыпается термоэластопласт, и с помощью заслонки 3 происходит его дозирование. С помощью шнека 4, приводимого в движение электродвигателем 5, термоэластопласт проходит три зоны нагрева в экструдере, где он плавится и пластифицируется. При этом с помощью пневмоцилиндра 6 смыкаются верхняя 7 и нижняя 8 части пресс-формы. Пластифицированный термоэластопласт через сопло 9 и литьевые каналы 10 нижней части пресс-формы под действием шнека попадает в форму, где выдерживается определенное время под давлением. Причем подача термоэластопласта в форму, а также допрессовка осуществляются до тех пор, пока не сработает пневмодатчик. Одновременно с допрессовкой начинается охлаждение пресс-формы. Холодильный агрегат установлен в нижней части машины. Система охлаждения состоит из компрессора-конденсатора, испаритель которого размещен в теплообменнике. Наконец пресс-форма раскрывается, и рабочий вынимает подошву и затвердевший в литниковой системе термоэластопласт. Машина управляется от щита управления 11. Она может работать как в автоматическом, так и в ручном режиме. При автоматическом режиме загрузка гранулированного термоэластопласта и съем готовой подошвы происходит вручную.
 |
Во время охлаждения происходит усадка термоэластопласта, и для этого нужна допрессовка, которая длится менее одной секунды. Время допрессовки рассчитывается в зависимости от размера отливаемой подошвы и вида термоэластопласта и назначается по таблицам.
Регулирование температуры шнека осуществляется в пределах от 0 до 250 °С. Установка температуры шнека, а также времени впрыскивания и допрессовки происходит вручную на щите управления.
Рис. 1.1
Схема установки «SVIT-102»
2. Описание работы пневмодатчика
Принцип действия пневмодатчика (рис. 1.2) основан на срабатывании выключателя 1 после поступления воздуха под давлением P в
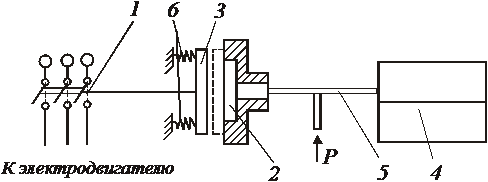 |
зону 2, расположенную перед мембраной 3. Во время подачи термоэластопласта в пресс-форму 4 в нее по пневмошлангу 5 через отверстие в пресс-форме подается воздух под давлением P, который далее из пресс-формы отводится по специальным каналам. Воздух в это время в зону 2 не поступает, так как мембрана находится в прижатом состоянии (изображена пунктиром) под действием пружин 6. Как только отверстие в пресс-форме перекрывается термоэластопластом, воздух начинает воздействовать на мембрану, пружины сжимаются, и срабатывает выключатель 1; отключается электродвигатель, и подача термоэластопласта в пресс-форму прекращается.
Рис. 1.2
Работа пневмодатчика машины «SVIT-102»
3. Другие разновидности литьевых агрегатов фирмы «SVIT»
Литьевая машина 100670/P2 [2]. Предназначена для литья одно - и двухцветных подошв на заготовку верха, затянутую на металлическую или деревянную колодку; одноцветных подошв в пресс-формах и двухцветных с помощью третьей части пресс-формы.
Литьевая машина 100470/P4. Предназначена для литья подошв из поливинилхлорида (ПВХ) на заготовку верха обуви, находящуюся на затяжной колодке. При применении соответствующих пресс-форм и специального оборудования можно изготовлять подошвы или каблуки. На машине можно наносить слой ПВХ на детали.
Литьевая машина 100710/Р11. Предназначена для формования упругих сердечников, применяемых для изготовления резиновых сапог высотой 450 мм.
Все перечисленные машины двухсекционные и работают в автоматическом режиме. Единственная ручная операция - выгрузка готовых изделий.
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ:
1. Внимательно ознакомиться с работой литьевой машины «SVIT-
102» и выслушать пояснения преподавателя или специалиста с предприятия.
2. Изучить работу узла загрузки и дозировки сырья в машину.
3. Изучить работу системы автоматического контроля и регулирования температуры в камере плавления термоэластопласта, разработать функциональную схему.
4. Изучить устройство автоматического контроля заполнения пресс-формы, разработать функциональную схему.
5. Разработать принципиальную схему пуска и останова электродвигателя, приводящего в движение шнек, для ручного и автоматического режимов с учетом действия пневмодатчика.
СОДЕРЖАНИЕ ОТЧЕТА:
1. Название и цель лабораторной работы.
2. Схема литьевой машины «SVIT-102» (Чехия) с описанием основных узлов и блоков.
3. Схема работы устройства загрузки и дозирования сырья в машину.
4. Перечень устройств автоматического управления, контроля и регулирования.
5. Функциональная схема системы автоматического контроля и регулирования температуры в камере плавления термоэластопласта.
6. Функциональная схема устройства автоматического контроля заполнения пресс-формы.
7. Электрическая принципиальная схема пуска и останова электродвигателя, приводящего в движение шнек, для ручного и автоматического режимов с учетом действия пневмодатчика.
КОНТРОЛЬНЫЕ ВОПРОСЫ:
1. Назначение машины «SVIT-102» (Чехия).
2. Опишите работу датчиков контроля температуры.
3. Как работает устройство автоматического контроля заполнения формы?
4. Как осуществляется загрузка и дозирование сырья в машину?
5. Как происходит пуск и останов электродвигателя, приводящего в движение шнек?
6. Предложите Ваши варианты дальнейшей автоматизации литьевой машины.
ЛАБОРАТОРНАЯ РАБОТА № 2.
ИЗУЧЕНИЕ СИСТЕМЫ УПРАВЛЕНИЯ ЛИТЬЕВОЙ МАШИНЫ «DESMA-866» (ФРГ) И ВОЗМОЖНОСТИ ПРИМЕНЕНИЯ
РОБОТОТЕХНИЧЕСКИХ СРЕДСТВ В СОСТАВЕ МАШИН
СЕРИИ «DESMA»
ЦЕЛЬ РАБОТЫ:
1. Ознакомиться с последовательностью технологических операций, выполняемых на машине «DESMA-866», и с работой системы автоматического управления.
2. Изучить систему управления машины «DESMA-866».
3. Ознакомиться с работой машин серии «DESMA»
4. Провести анализ работы машины и ручных операций для определения возможности применения робототехнических средств.
ТЕОРЕТИЧЕСКАЯ ЧАСТЬ
1. Назначение и состав литьевой машины «DESMA-866»
Литьевая машина «DESMA-866», созданная германской фирмой Kloeckner Ferromatik Desma GMbH, служит для изготовления одно - или двухцветных формованных подошв из термопластов, а также для изготовления различных других пластмассовых изделий, для чего требуется только смена пресс-форм [3]. Общий вид машины представлен на рис. 2.1.
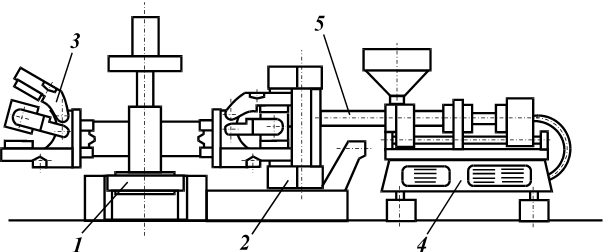
Рис. 2.1
Литьевая машина «DESMA-866».
1 - основание машины; 2 - соединительные узлы; 3 - формоноситель (пресс-формы); 4 - литьевой агрегат; 5 - устройство подачи термопласта.
В состав машины входят также пульт управления (электроагрегат) и гидравлический агрегат (на рисунке не показаны).
2. Назначение основных узлов литьевой машины «DESMA-866»
Формоносители 3 несут на себе пресс-формы подошв. Они установлены на машине по карусельному принципу (до 10 шт.) и работают при внутреннем усилии замыкания в 50 кН. В узле впрыскивания в зависимости от типа усилителя оно повышается до 1000 кН или 1600 кН.
Задачей литьевого агрегата 4 является подготовка отливаемого материала для впрыскивания в пресс-форму в течение как можно короткого времени и последующее впрыскивание этого материала в литьевую пресс-форму. С этой целью впрыскиваемый материал обрабатывается (пластифицируется) шнеком и транспортируется в пространство перед шнеком. Через цилиндр шнека в материал подается дополнительное тепло.
Регулированием температуры и выбором скорости вращения шнека достигаются соответствующая пластификация впрыскиваемого материала и его требуемое для впрыскивания состояния. Шнек действует в качестве поршня и впрыскивает находящийся перед ним материал через открытое сопло в пресс-форму. Необходимые для процесса впрыскивания параметры согласуются друг с другом с помощью предусмотренных для этого установочных элементов и контролируются с помощью соответствующих контролирующих устройств.
Темперирование цилиндра шнека производится с помощью нагревательных лент, которые обвивают цилиндр шнека и разделены на несколько зон. Дальнейший нагревательный элемент предусмотрен для впрыскивания в сопле. Нагревательные элементы контролируются встроенными в электроагрегате измерительными и регулировочными приборами и отключаются при достижении заданного значения.
Частота вращения шнека устанавливается на пульте управления и зависит от типа впрыскиваемого материала.
Гидравлический агрегат служит для питания машины гидравлическим маслом и содержит систему управления литьевым агрегатом. Эта система является гидравлическим агрегатом с регулировочным насосом, регулирующим давление и объем подаваемого потока, и управляется с помощью пропорциональных клапанов. Объем резервуара - 1000 л. Рабочая температура - 40-50 °С.
Давление и рабочие скорости литьевого агрегата управляются с помощью пропорциональных клапанов, регулируемых в зависимости от положения. Регулировочный электромагнит и индуктивный датчик пути образуют вместе с электроникой замкнутый контур регулирования.
Электроагрегат объединяет в себе все коммуникационные и регулировочные приборы, необходимые для полностью автоматического управления работой всей установки. Кроме того, возможно независимое управление отдельными рабочими операциями при помощи кнопочных выключателей в ручном режиме работы.
Распределительный шкаф делится на следующие узлы:
1. Щит управления - шкаф с необходимыми для наблюдения и эксплуатации измерительными и регулировочными приборами: индикаторы давления, тахометр, индикатор дозировки, прибор обнаружения ошибок, универсальная панель управления для ввода и индикации времени, количества дозировки, скоростей, давлений и температур, а также выключатели для наладки, эксплуатации гидравлического агрегата, системы нагрева, темперирования, охлаждения и др.
2. Узел управления с обеспечением напряжения для управления и магнитных клапанов с системой микропроцессорного управления для работы машины, а также с регулировочными картами для гидравлического пропорционального управления.
3. Силовая часть с предохранительным реле и т. д. для двигателей, систем нагрева и др.
4. Пульт управления с элементами обслуживания, кнопочными выключателями, перекидными выключателями, переключателями, сигнальными лампами и т. д. для ручного управления.
3. Схема работы литьевой машины «DESMA-866»
На рис. 2.2 показана схема пуска и работы литьевой машины «DESMA-866». На схеме:
1 - предварительный (за 2 часа до пуска) обогрев формы до требуемой температуры);
2 - предварительный (за 30 мин до пуска) нагрев цилиндра шнека;
3 - включение гидродвигателей для создания необходимого давления;
4 - включение холодильной установки;
5 - включение подачи гранулята;
6 - пластификация (вращение шнека);
7 - установка оптимального давления пластификации;
8 - выключение вращения шнека после достижения требуемого объема пластификации;
9 - установка времени работы, давления и числа оборотов шнека;
10 - впрыскивание (открытие сопла и впрыскивание через 0,5 с);
11 - отвод шнека в первоначальное положение;
12 - поворот машины на одну позицию;
13 - раскрытие формы.
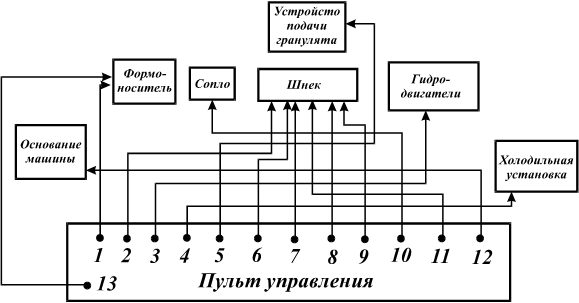
Рис. 2.2
Схема пуска и автоматической работы литьевой машины
«DESMA-866».
Операции, выполняемые при ручном пуске машины: 1-10.
Цикл операций, выполняемых при автоматическом режиме работы машины: (13 и 5 одновременно)®6®8®10®(11 и 12 одновременно)®(13 и 5 одновременно).
4. Система управления литьевой машины «DESMA-866»
На рис. 2.3 представлена структурная схема системы управления (СУ) машины, включающая в себя объект управления (ОУ), с входящими в его состав исполнительными механизмами (ИМ), число которых обозначено n (ИМ1 - ИМn), а также систему СУ, состоящую из устройства ввода УВ, сумматора С, управляющего устройства УУ и датчиков положения ДП, число которых равно m (ДП1 - ДПm), где m - целое положительное число, значение которого может превышать значение n, поскольку каждый ИМ должен обеспечивать возможность остановки своего рабочего органа не менее чем в двух фиксированных точках траектории его перемещения, и в каждой из этих точек необходимо устанавливать ДП для возможности контроля за положением рабочего органа ИМ.
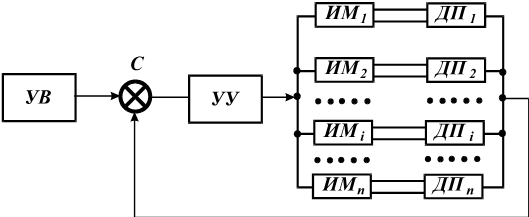
Рис. 2.3
Структурная схема системы управления литьевой машины
«DESMA-866».
Устройство управления УУ вырабатывает управляющие воздействия в виде электрических сигналов, поступающих на ИМ ОУ, например приводы карусельной установки, устройство загрузки гранулята и др. Информация о выполнении исполнительными механизмами ОУ команд, вырабатываемых УУ, поступает с ДП, механически связанных с этими ИМ, в виде электрического сигнала на сумматор С, где происходит логическое суммирование сигналов ДП и задающего воздействия от устройства ввода. Задающее воздействие в устройстве ввода формируется оператором (в режиме настройки и проверки оборудования посредством использования клавиатуры пульта ручного управления) или программоносителем в режиме автоматической работы.
5. Другие разновидности литьевых машин марки «DESMА»
Машины марки «DESMA» предназначены для прямого приливания полиуретановой подошвы к верху кожаной и текстильной обуви. На машинах 18 рабочих мест.
Модель оснащена механико-пневматической системой управления. Управление состоит из кулачковой направляющей с привинченными кулачками, которые приводят в действие конечный выключатель. Процессы движения блокируются предохранительным реверсирующим выключателем. Используемое пневмооборудование и средства автоматизации: манометры, регулирующие клапаны, реле давления, электроконтактные манометры с двумя коммутационными точками, потенциометры, тахометры, термостаты (20-150°С), термопары (20-30 мин. нагрев) до 100-180 °С, трубчатые нагревательные элементы, масляные охладители.
Модель марки «DESMA-581/18» (1997г.) оснащена пневматической системой управления с PC-Pult VGA 677.
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
1. Внимательно ознакомиться с работой литьевой машины «DESMA-866» и выслушать пояснения преподавателя или специалиста с предприятия.
2. Определить типы датчиков температуры, давления и др., используемых на машине.
3. Зарисовать структурную схему СУ машиной.
4. Определить время полного цикла работы машины и время выполнения каждой операции. Заполнить табл. 1.
5. Нарисовать компоновочную схему машины с использованием промышленных роботов вместо ручных операций.
Таблица 1.
Время выполнения технологических операций литьевой машины
«DESMA-866»
№ п/п | Наименование операции | Вид операции (авт., руч.) | Время выполне-ния, с | № позиции пресс-формы,1-10 |
1. | Впрыскивание термопласта в пресс-форму | авт. | 1 | |
2. | Остывание подошвы | |||
3. | Открытие пресс-формы | |||
4. | Выгрузка подошвы | |||
5. | Очистка пресс-формы | |||
6. | Напыление разделительной смазки | |||
7. | Закрытие пресс-формы | |||
8. | Перемещение пресс-формы на поз. 1 | |||
Весь цикл | авт., руч. | 1-1 |
СОДЕРЖАНИЕ ОТЧЕТА
1. Название и цель лабораторной работы.
2. Схема литьевой машины «DESMA-866» с описанием основных узлов и блоков.
3. Структурная схема системы автоматического управления машиной.
4. Перечень типов датчиков температуры, давления, положения и др.
5. Заполненная таблица 1.
6. Компоновочная схема машины с использованием ПР.
7. Выводы.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Назначение литьевой машины «DESMA-866» (ФРГ) и основные отличия её от литьевой машины «SVIT-102» (Чехия).
2. Описать работу САУ машиной.
3. Как работает система дозирования и загрузки гранулята в литьевой агрегат?
4. Какие существуют разновидности литьевых машин марки «DESMA»? Описать их особенности.
5. Какие датчики, контролирующие приборы используются в литьевых машинах марки «DESMA»?
6. Предложить свои варианты дальнейшей автоматизации и роботизации машины.
ЛАБОРАТОРНАЯ РАБОТА № 3.
ИЗУЧЕНИЕ МАНИПУЛЯЦИОННОГО РОБОТА IRB-1400 (ШВЕ-ЦИЯ) В СОСТАВЕ ЛИТЬЕВОЙ МАШИНЫ ТИПА «DESMA» (ФРГ)
ЦЕЛЬ РАБОТЫ:
1. Ознакомиться с конструкцией робота IRB-1400 (Швеция) в составе литьевой машины «DESMA».
2. Изучить систему управления роботом.
3. Изучить программирующее устройство робота, его сервисную оболочку и основы программирования.
ТЕОРЕТИЧЕСКАЯ ЧАСТЬ
1. Состав системы робота IRB-1400, конструкция манипулятора
Система робота IRB-1400 (Швеция) состоит из двух частей - манипулятора и щита управления [4]. На рис. 3.1 изображен манипулятор и его рабочая зона. Манипулятор робота представляет собой многозвенный механизм с 6 степенями подвижности. Повторяемость (точность) позиционирования в одном направлении - 0,1 мм. Разрешение - менее чем 0,01° у каждой оси.
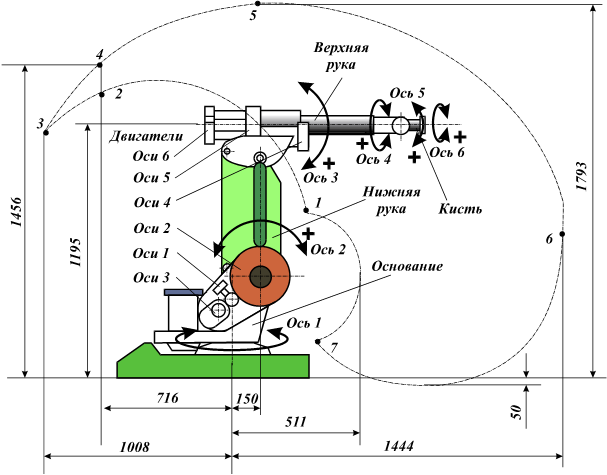
Рис. 3.1
Манипулятор робота IRB-1400 и его рабочая зона.
2. Движение звеньев робота IRB-1400
2.1. Типы и скорости движения звеньев робота IRB-1400
В таблице 3.1 показаны диапазоны и скорости перемещения звеньев относительно осей робота [4].
Таблица 3.1.
Номер оси робота | Тип движения | Диапазон перемещения | Скорость перемещения |
Ось 1 | Вращение основания | +170° - -170° | 110°/с |
Ось 2 | Качание нижней руки | +70° - -70° | 110°/с |
Ось 3 | Качание верхней руки | +70° - -65° | 110°/с |
Ось 4 | Вращение верхней руки | +150° - -150° | 280°/с |
Ось 5 | Качание кисти | +115° - -115° | 280°/с |
Ось 6 | Вращение кисти | +300° - -300° | 280°/с |
2.2. Привод и управление движением звеньев робота
Манипулятор робота оснащен трехфазными электродвигателями со встроенными электромеханическими тормозами [4]. Управление осуществляется через щит управления, содержащий:
¨ главный выключатель;
¨ сетевой вход;
¨ служебную панель;
¨ дисковод;
¨ таймер;
¨ сигнальные входы (11);
¨ разъем для присоединения кабеля от манипулятора;
¨ разъем для подключения принтера;
¨ электронный блок;
¨ трансформаторы;
¨ драйверы приводов.
Электронный блок состоит из следующих частей:
¨ главный компьютер - управляет всей системой робота;
¨ компьютер робота - для управления манипулятором и входными и выходными коммуникациями:
¨ блок памяти (RAM-диск) - в двух вариантах по 4 и 6 Мбт;
¨ системный блок - принимает и координирует все сигналы безопасности;
¨ цифровой блок ввода-вывода - осуществляет связь с внешними приборами посредством цифровых 24-вольтовых входных и выходных сигналов;
¨ аналоговый блок ввода-вывода - управляет внешними приборами;
¨ интерфейс (RS232 и RS485);
¨ драйверы приводов - регулируют вращающий момент двигателей манипулятора;
¨ выпрямитель - преобразует переменный ток напряжением 242 В в постоянный напряжением 340 В;
¨ серийный измерительный системный блок - принимает данные с резольверов и переносит их в компьютер робота (на манипуляторе).
Компьютерная система робота состоит из трех компьютеров:
¨ главный компьютер (Motorola 68040);
¨ блок компьютеров робота, который содержит компьютер ввода-вывода, являющийся связующим звеном между главным компьютером, внешним окружением и третьим компьютером, регулирующим скорость перемещений относительно осей робота.
Компьютеры представляют собой центры обработки данных системы робота. Они обладают всеми функциями, которые требуются для представления, вывода и запоминания программ робота, а также функциями для координации и регулирования движений относительно осей робота. На рис. 3.2 показано, как происходит обмен информацией между компьютерной системой и другими единицами управления робота.
2.3. Сервосистема робота
Сервосистема является комплексной системой, которая состоит из нескольких взаимодействующих устройств и системных частей - технического и программного обеспечения. Функции сервосистемы [3]:
1. Цифровое регулирование позиций и скоростей степеней подвижности робота.
2. Синхронное включение трехфазных приводов степеней подвижности робота.
Во время движения робота серийный измерительный системный блок постоянно получает новые данные о положениях осей робота. Эти данные направляются в позиционный регулятор и сравниваются с предыдущими данными о положении осей. После сравнения и усиления этих данных выдаются новые рекомендуемые значения положений и скоростей робота.
Система также содержит модель робота, которая постоянно просчитывает оптимальные параметры регулирования для сил тяжести, моментов инерции и сил взаимодействия осей.
Рекомендуемые значения трехфазного тока для двух фаз высчиты-ваются на основе сигнала резольвера и известного соотношения между углом резольвера и ротора двигателя. Третья фаза получается из обеих предыдущих. Ток фазы регулируется в приводе специальным токовым регулятором. Таким образом три рекомендуемых напряжения, которые усиливаются благодаря пульсирующей модуляции постоянного напряжения до рабочего напряжения двигателей, переносятся назад. Серийный измерительный системный блок получает данные с шести резольверов и генерирует информацию о положении резольверов. На рис. 3.3 показана система трехфазного привода робота IRB 1400.
2.4. Система ввода-вывода робота
Система ввода-вывода (рис. 3.4) коммутирует цифровые и аналоговые сигналы ввода и вывода [4].
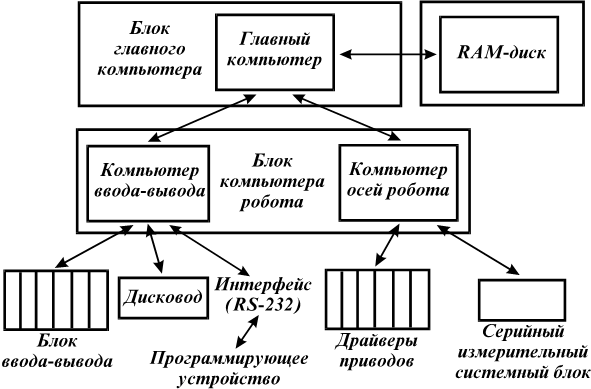
Рис. 3.2
Компьютерная система робота IRB 1400
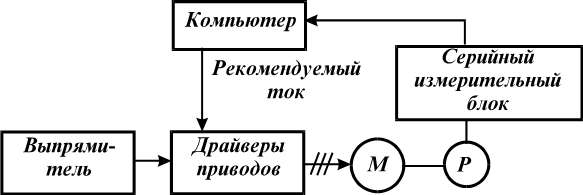
Рис. 3.3
Система трехфазного привода робота IRB 1400
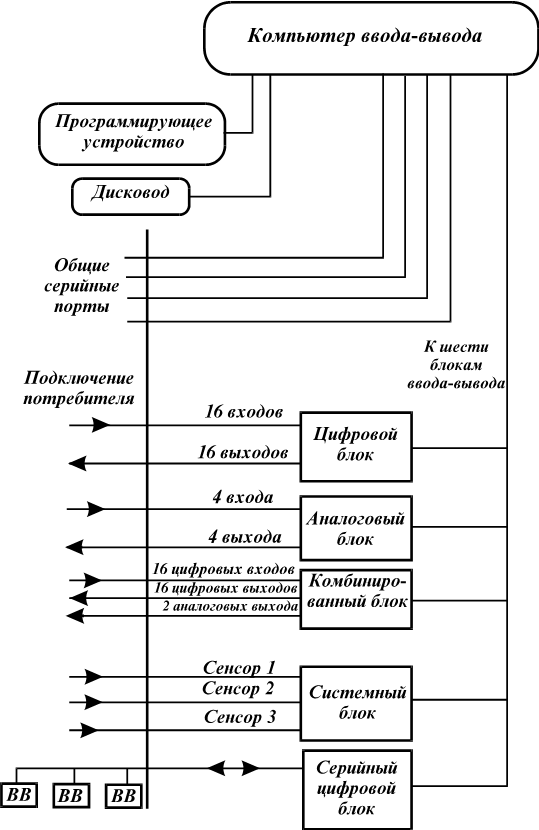
Рис. 3.4
Система ввода-вывода робота IRB 1400.
3. Программирование робота IRB 1400
3.1. Программирующее устройство
На рис. 3.5 представлено программирующее устройство робота.
Ошибка! Ошибка связи.
Рис. 3.5
Программирующее устройство.
1 - экран программирующего устройства;
2 - клавиша, отключающая питание двигателей и выполнение программы;
3 - клавиша включения двигателей при обучении робота;
4 - ручка управления;
5 - клавиша движения: на экране показываются необходимые для движения робота функции и состояния;
6 - клавиша программ: для программирования и тестирования робота;
7 - клавиша входов/выходов: на экране показываются сообщения и тесты входов и выходов с использованием ручного выбора;
8 - клавиша других окон: выбор различных окон - ввод параметров, функции сервиса, производство, управление файлами и т. д.;
9 - клавиша выбора движения манипулятора или внешних осей координат;
10 - клавиша относительного движения: движение инструмента - линейное или вращательное; движение осей - группы 1 (1-3 оси) или группы 2 (4-6 оси);
11 - клавиша - список вкл/выкл: нажимать, чтобы выбирать между полями и списками (обычно разделено двойной линией);
12 - клавишы движения курсора вверх и вниз;
13 - клавиши движения курсора влево и вправо;
14 - клавиши предыдущей и последующей страниц: позволяют листать показываемый в окне список;
15 - приостанавливает ход программы;
16 - клавиша вызова помощи (к наст. времени не функционирует);
17 - ввод: для ввода данных или для активизации выделенной области данных;
18 - клавиша стирания: стирает выделенный на экране элемент данных;
19 - клавиши меню: для выбора списка возможных функций;
20 - клавиши функций: для прямого выбора различных функций;
21 - клавиша контрастности экрана.
Устройство предназначено для программирования робота ведением, при помощи языка RAPID и перепрограммирования робота [4].
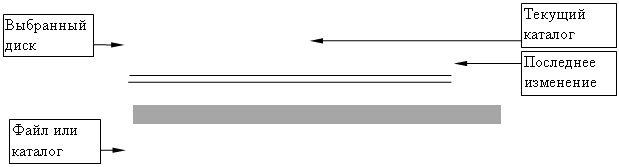
3.2. Сервисная оболочка
Сервисная оболочка компьютера робота служит для [5]:
- работы с файлами и каталогами (окно Datei Manager показано
Файл Обраб. Просмотр Опции | ||
Datei Manager flp1:/WELDINGS/TEST | ||
.. PROZ1 PROZ1 PROZFUNK ERGEBNIS | Тип в предыдущий каталог программа программа программный модуль каталог | Дата 2(12)
|
Назад |
 Имя
ИмяРис. 3.6
Окно Datei Manager.
на рис. 3.6) - для копирования, перемещения или стирания; для пере-именования; для записи на дискеты или другие носители; для форматирования дискет; для просмотра информации о файлах и каталогах как на гибком диске (flp1), так и на RAM-диске.
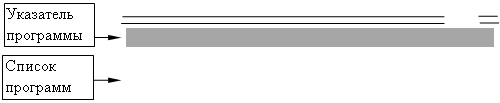
- запуска и остановки выполнения рабочей программы (окно Produktion показано на рис. 3.7) - выбор программы, скорости, непрерывного или циклического выполнения программы и т. д.;
Файл Обраб. Просмотр |
Produktion Программа Имя прогр. : CAR_LIN1 Состояние : остановлена |
Вид выполнения : непрерывно Routine : главная 2(37) >>Movel p1, v500, z20, tool1; Movel p2, v500, z20, tool1; Movel p3, v500, z20, tool1; Set do1; |
Старт Вперед Назад |
 Скорость : 0 мм/с % : 75
Скорость : 0 мм/с % : 75Рис. 3.7
Окно Produktion.
- программирования и изменения инструкций - клавиша 6 (рис. 3.5) - окно Programm Instruktionen; выбора и установки новых программ (окно Programm Routinen); установки или изменения данных (окно Programm Daten); выбора определенного типа данных (окно Programm Datentypen); тестирования программ (окно Programm Test); выделения, изменения и создания модулей программ (окно Programm Module);
- распознавания текущих позиций манипулятора в разных координатных системах при движении руки робота с помощью ручки управления 4 (рис. 3.5) - окно Bewegung (движение), появляющееся после нажатия клавиши 5 (рис. 3.5);
- работы с сигналами ввода/вывода - клавиша 7 (рис. 3.5) - окно Eingaenge/Ausgaenge: состояние всех цифровых и аналоговых сигналов, типы всех вх/вых-плат, изменение состояния сигналов, распечатка списков сигналов и т. п.;
- выполнения некоторых сервисных задач - окно Service: установки контрастности экрана программирующего устройства; изменения даты и времени; просмотра записей всех сообщений, показываемых на экране за определенный период времени; записи этих сообщений на дискету; калибровки системы робота; установки координатных систем и др.;
- работы с системными параметрами - окно Systemprameter: изменения, стирания, запоминания и загрузки системных параметров и т. д.
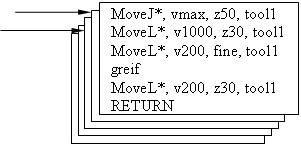
3.3. Структура программы робота
На рис. 3.8 показана структура программы робота. Программа состоит из подпрограмм - Routine. Существует три типа Routine [5]:
- процедура - состоит из инструкций, которые выполняют особые задачи, например, управляют движением;
- функция - выдает всегда один результат и применяется, например, для того, чтобы переместить позицию или прочитать ввод;
- прерывание - применяется для обслуживания сигналов прерывания.
главная Routine

|
 |
 Routine greif
Routine greif
![]()
|
 |
Routine lass_los
Рис. 3.8
Каждая Routine состоит из четырех частей: декларации, данных, инструкций и обслуживания ошибок. Декларация предполагает наличие имени и типа Routine, области применения, тип данных функции и параметры. Обслуживание ошибок предполагает программирование их автоматического распознавания.
3.4. Примеры программ робота
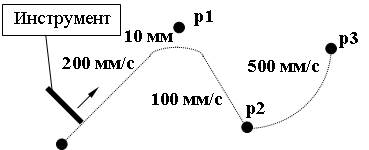
3.4.1. Пример инструкции позиционирования
Инструкция позиционирования содержит следующие данные [5]:
- вид траектории (линейная, по дуге или движение осей);
- конечная позиция для движения робота;
- величина зоны огибания (точность), т. е. как близко должен приблизиться робот к конечному положению, прежде чем начнет движение к следующей позиции. При выборе fine робот достигает позиции точно;
- вид инструмента (TCP).
Запись инструкции позиционирования продемонстрирована на рис. 3.9.
 | 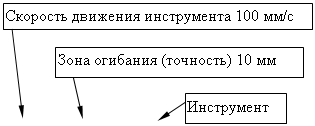 |
MoveL p1, v100, z10, tool1
 |
Рис. 3.9
На рис. 3.10 показан пример позиционирования манипулятора.
 | |
| |
Рис. 3.10
3.4.2. Пример простой программы
Перед роботом поставлена задача: взять деталь из бункера-накопителя, вставить ее в приспособление на станке, после обработки детали взять ее и положить в бункер готовых деталей. Этот рабочий цикл повторяется, пока не закончится рабочий день.
3.4.2.1. Главная Routine:
Routine haupt Комментарии
hol_teil_ab; Взять деталь из бункера-накопителя
in_maschine; Вставить деталь в станок
bearbeiten; Начать обработку
aus_maschine; Взять деталь со станка
leg_teil_weg; Положить деталь в бункер
Манипулятор оснащен схватом для удержания детали. Параметр схвата greif1 и относящаяся к нему рабочая точка уже описаны.
Управление схватом происходит благодаря цифровому выходному сигналу с обозначением greifer, которое описано в системных параметрах. L-сигнал означает, что схват держит деталь, 0-сигнал - деталь отсутствует. Кроме того определены также данные нагрузки last0 и last1, которые описывают захваченный схватом груз. Чтобы достичь наиболее успешного результата, необходимо задавать корректную нагрузку.
Так как во время работы схват много раз захватывает и отпускает деталь, то лучше всего использовать Routine, которые вызываются главной Routine.
Routine greif Комментарии
Set greifer; Деталь захватить
WaitTime 0.3 Ожидать 0,3 с
GripLoad last1; Указание - в схвате находится груз
Routine lass_los Комментарии
Reset greifer; Деталь отпустить
WaitTime 0.3; Ожидать 0,3 с
GripLoad last0; Указание, что груза в схвате нет
3.4.2.2. Routine hol_teil_ab. Так как манипулятор не может двигаться прямо от предыдущей позиции (бункер готовых деталей), происходит одновременное движение в первую позицию. Потом применяется линейное движение, чтобы обеспечить хорошую точность траектории.
Routine hol_teil_ab Комментарии
MoveJ*, vmax, z50, greif1; Быстрое движение в окрестность бункера-накопителя
MoveL*, v1000, z30, greif1; Движение к позиции безопасности над деталью
MoveL*, v200, fine, greif1; Медленное движение к позиции за - хвата
greif; Захват детали
MoveL*, v200, z30, greif1; Движение к позиции безопасности над деталью
3.4.2.3. Routine in_maschine. Манипулятор вставляет деталь в приспособление на станке и покидает рабочее пространство, чтобы станок мог начать обработку детали.
Routine in_maschine Комментарии
MoveJ*, vmax, z50, greif1; Быстрое движение в позицию вне станка
MoveL*, v500, z10, greif1; Движение внутрь станка
MoveL*, v200, fine, greif1; Движение к установочной позиции
lass_los; Деталь отпустить
MoveL*, v200, z30, greif1; Движение к безопасной позиции над
деталью
MoveL*, v500, z30, greif1; Движение к безопасной позиции над
станком
3.4.2.5. Routine bearbeiten. Обработка начинается, как только манипулятор подает выходной сигнал do1. Входным сигналом di1 станок сообщает манипулятору, что деталь обработана и готову к съему.
Routine bearbeiten Комментарии
PulseDO do1; Выходной сигнал для включения станка
WaitDI di1, 1; Ожидать сигнала готовности
3.4.2.5. Routine aus_maschine. Манипулятор снимает деталь со станка.
Routine aus_maschine Комментарии
MoveL*, v500, z10, greif1; Движение к станку
MoveL*, v200, fine, greif1; Движение к позиции захвата
greif; Деталь захватить
MoveL*, v200, z30, greif1; Движение к безопасной позиции над
деталью
MoveL*, v500, z30, greif1; Движение к позиции вне станка
3.4.2.5. Routine leg_teil_weg. Манипулятор укладывает готовую деталь в бункер.
Routine leg_teil_weg Комментарии
MoveJ*, vmax, z30, greif1; Быстрое движение в окрестность бункера
MoveL*, v500, z30, greif1; Движение к позиции над бункером
MoveL*, v200, fine, greif1; Медленное движение к позиции в бункере
lass_los; Отпустить деталь
MoveL*, v200, z30, greif1; Движение к безопасной позиции над
деталью
3.4.3. Пример усложненной программы
Перед роботом поставлена задача: взять деталь из бункера-накопителя, вставить ее в приспособление на станке, после обработки детали взять ее и положить в бункер готовых деталей. Рабочий цикл повторяется до тех пор, пока рабочий не нажмет клавишу "Stop Produktion". Манипулятор ведет протокол о статистике обработки деталей. На экране программирующего устройства появляется количество деталей, обработанных в течение дня, а в конце рабочего дня эти данные запоминаются на дискету.
3.4.3.1. Главная Routine. Она состоит из некоторого количества команд, которые соответствуют рабочему циклу манипулятора. Описанный в системных параметрах цифровой входной сигнал prodstop устанавливает, нажата ли клавиша "Stop Produktion". Эта клавиша остается нажатой до повторного нажатия.
Routine haupt Комментарии
start_produktion; Приступить к производству
WHILE Dinput(prodstop)=0 DO Повторять цикл до нажатия
клавиши
hol_teil_ab; Взять деталь из бункера - накопителя
in_maschine; Вставить деталь в станок
bearbeiten; Начать обработку
aus_maschine; Взять деталь со станка
leg_teil_weg; Положить деталь в бункер
add_teilzaehler; Писать статистику процесса
ENDWHILE
stop_produktion; Закончить производство
Routine bearbeiten, aus_maschine и leg_teil_weg в этом примере не рассматриваются, т. к. они такие же как в предыдущем.
3.4.3.2. Routine greif_teil. Параметр greif1 описывает тип и вес схвата. Эти данные описываются в системном модуле USER. Поэтому параметр остается в памяти незвисимо от того, какая программа загружена. Управление схватом происходит с помощью электропневматического воздушного вентиля, что означает - схватывание управляется своим сигналом, а отпускание - своим. Обозначения сигналов описаны в системных параметрах как greifen и loesen. Следующий L-сигнал greifok устанавливает, что схват держит деталь. Этот сигнал перепроверяет корректное схватывание детали.
Данные нагрузки nutzlast описывают, какой груз держит схват.
Routine greif_teil Комментарии
Reset loesen;
Set greifen; Схватить деталь
WaitTime 0.5; 0,5 с ожидать
IF DInput(greifok)=0 THEN Если ошибка (нет детали
TPWrite "Ошибка: нет детали в в схвате, то на экране схвате"; пишется сообщение об ошибке
EXIT; Закончить ход программы
ENDIF
GripLoad nutzlast; Указание, что груз в схвате есть
Routine loesen_teil в этом примере не рассматривается.
3.4.3.2. Routine start_produktion. Прежде чем начнется производство, счетчик (reg 1) количества обработанных за день деталей устанавливается на нуль. Манипулятор потом приводится в исходное положение.
Routine start_produktion Комментарии
reg 1:=0; Счетчик установить на нуль
MoveJ grundst, v500, fine, greif1; Привести в исходную позицию
3.4.3.3. Routine hol_teil_ab. Прежде чем манипулятор возьмет деталь, он должен проверить, находится ли она в точке взятия. Это осуществляется с помощью фотоэлемента (сигнал transport). Если детали нет, идет сообщение на экран для рабочего, который должен устранить ошибку перед новым запуском программы.
Routine hol_teil_ab Комментарии
WHILE DInput(transport)=0 DO Проверить, есть ли деталь в позиция захвата
TPErase; Если нет, на экране пи - шется сообщение об
TPWrite "Ошибка: нет детали"; ошибке. Потом ожи-
TPWrite""; дается даваемый ра - бочим сигнал старта
TPReadFK reg2, "Установить деталь и нажать Старт", "Start","","","";
ENDWHILE
MoveJ p1, vmax, z50, greif1; Быстрое движение в безо - пасную позицию над де - талью
MoveL p2, v100, fine, greif1; Движение к позиции схватывания
greif_teil; Деталь схватить
MoveL p1, v200, z30, greif1; Движение в безопасную позицию над деталью.
3.4.3.4. Routine in_maschine. Манипулятор вкладывает деталь в станок и покидает рабочее пространство, чтобы можно было начать обработку детали.
Routine in_maschine Комментарии
MoveJ p3, vmax, z50, greif1; Быстрое движение к по - зиции вне станка
MoveL p4, v500, z10, greif1; Двигаться внутрь станка
MoveL p5, v100, fine, greif1; Двигаться к позиции от - пускания детали
loesen_teil; Отпустить деталь
MoveL p4, v200, z30, greif1; Двигаться к безопасной позиции над местом об - работки
MoveL p3, v500, z50, greif1; Двигаться к позиции вне
станка
3.4.3.5. Routine add_teilezaehler. На программирующем устройстве появляется число деталей, обработанных в течение рабочего дня.
Routine add_teilezaehler Комментарии
reg1:=reg1+1; Запуск счетчика готовых
деталей
TPErase; Стирает показания
TPWrite""; Пустая строка
TPWrite"";
TPWrite"Число готовых деталей ="\Num:=reg1; Количество
3.4.3.6. Routine stop_produktion. После того как рабочий нажимает клавишу "Stop Produktion" и манипулятор закончил цикл, последний двигается в исходное положение. Кроме того, количество дневной выработки записывается на дискету.
Routine stop_produktion Комментарии
MoveJ home, v500, fine, greif1; Движение в исходное по - ложение
Open "flp1:"\File:="logfile. doc", file\Append; Открыть файл
Write file, CDate()\Num:=reg1; Писать в файл
Close file; Закрыть файл
Stop; Остановить программу
Прежде чем файл откроется, необходимо данное file описать типом iodev. Действительное имя файла - logfile. doc.
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
1. Внимательно ознакомиться с конструкцией и работой робота IRB-1400 и выслушать пояснения преподавателя или специалиста с предприятия.
2. Зарисовать эскиз робота с указанием основных размеров и угловых перемещений. Определить разрядность АЦП (по схеме системы ввода-вывода). Рассчитать угловую разрешающую способность для каждого сочленения, разрешающую способность и точность - для верхней руки робота. Принять длину нижней руки робота - 1000 мм, верхней руки робота - 900 мм. Сравнить полученные разрешающие способности и точности с паспортными данными.
3. Для достижения крайних точек рабочей зоны робота (рис. 3.1) определить недостающие угловые перемещения по осям:
Ось 2 Ось 3
Позиция 1
Позиция 2 -70° +35°
Позиция 3
Позиция 4 -43° -65°
Позиция 5 -6° -65°
Позиция 6 +70° -65°
Позиция 7
СОДЕРЖАНИЕ ОТЧЕТА
1. Название и цель лабораторной работы.
2. Эскиз робота с указанием основных размеров, составных частей.
3. Расчеты разрешающей способности и точности.
4. Схема компьютерной системы робота.
5. Схема сервосистемы робота.
6. Структура программы робота.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Назначение робота IRB-1400 (Швеция).
2. Дайте классификационную оценку роботу.
3. Опишите работу СУ роботом.
4. Какова разрешающая способность робота?
5. Дайте характеристику системы управления приводами сочленений робота.
6. Опишите способы программирования робота.
7. Функции сервисной оболочки программного обеспечения робота.
ЛАБОРАТОРНАЯ РАБОТА № 4.
ИЗУЧЕНИЕ РАБОТЫ УСТАНОВКИ ПОВЕРХНОСТНОЙ РЕЗКИ
ЭМ-7062Р (БЕЛАРУСЬ)
ЦЕЛЬ РАБОТЫ:
1. Ознакомиться с конструкцией установки поверхностной резки ЭМ-7062Р
2. Изучить систему управления установкой
3. Изучить работу установки в режиме рисования, используя язык программирования
ТЕОРЕТИЧЕСКАЯ ЧАСТЬ
1. Конструкция установки ЭМ-7062Р
Полное название установки - программная установка поверхностной резки самоклеющейся пленки ЭМ-7062Р. Она предназначена для поверхностной резки самоклеющейся пленки специальными резцами при изготовлении этикеток, наклеек любой конфигурации и различных декоративно-оформительных работах, а также может применяться для вывода графической информации на чертежную бумагу формата А4 (при замене резца на пишущее устройство). Разработана в Витебском ОКБМ.
Установка состоит из устройства управления, координатного устройства, пульта управления, входного устройства, стабилизатора напряжения и устройства последовательного обмена ИРПС.
На рис. 4.1 показано координатное устройство, работающее следующим образом. Шаговый двигатель 1 приводит в движение по координате Z каретку 2 с закрепленными на ней ножами или пишущими устройствами. Шаговый двигатель 3 приводит в движение каретку 2 по координате Y. Пленка с этикетками или бумага прикрепляется к столу 4, который перемещается с помощью шагового двигателя 5 по координате X. С помощью конечных выключателей 6 и 7 каретка и стол устанавливаются в нулевое положение (начало координат). Третий конечный выключатель фиксирует верхнее положение каретки.
2. Структурная схема системы управления установки ЭМ-7062Р
На рис. 4.2 показана структурная схема системы управления установки. Основным элементом электронной части установки является микропроцессор (МП). Он обрабатывает данные, полученные от управляющей ЭВМ, и после трансляции полученных команд выводит необходимые коды в порты ввода/вывода для управления шаговыми двигателями (ШД); анализирует состояние кнопок пульта.
Программа работы установки запрограммирована в микросхемах ПЗУ. Общая емкость ПЗУ - 16К шестнадцатиразрядных слов. Общая емкость ОЗУ - 4К шестнадцатиразрядных слов.
Микропроцессор тактируется частотой 6 МГц, внешние устройства - 2 МГц.
Для формирования сигналов, задающих линейный закон разгона и торможения инструмента, тактовой частоты шагового привода 40 кГц, а также частоты, определяющей скорость обмена с управляющей ЭВМ, предназначен программируемый таймер.
Обмен информацией установки с управляющей ЭВМ осуществляется через интерфейс последовательного обмена ИРПС. Запись принимаемой информации в буфер ОЗУ осуществляется микропроцессором по прерыванию, поступающему от последовательного интерфейса.
В установке применяется схема управления шаговым двигателем с электрическим дроблением основного шага на 8. Сигналы, управляющие шаговым двигателем, повторяются периодически через четыре основных шага, то есть период коммутации обмоток шагового двигателя равен четырем основным шагам. Каждому положению ротора шагового двигателя внутри периода коммутации обмотки соответствует
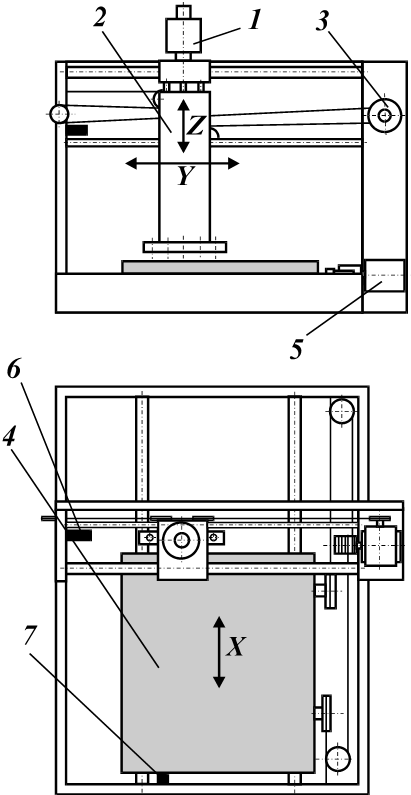
Рис. 4.1
Установка ЭМ-7062Р.
| |
 | |
 | |
![]()
![]()
![]()
![]()
![]()
![]()
![]()

![]()

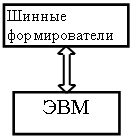 | 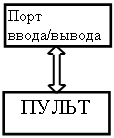 | 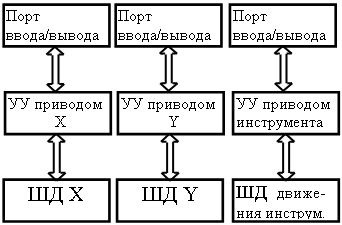 |
Рис. 4.2
Структурная схема устройства управления установки ЭМ-7062Р.
своя кодовая комбинация. При дроблении на 8 основного шага таких комбинаций будет 32. Кодовые комбинации определенной последовательности записаны в ПЗУ. При необходимости отработки единичного шага происходит смена кода в параллельных интерфейсах. Направление отработки определяется прямой или обратной последовательностью переработки кодов.
3.Программное обеспечение установки ЭМ-7062Р
3.1. Сервисная оболочка
Язык программирования, используемый для установки, подробно описан в [6]. Здесь приводится описание сервисной оболочки, позволяющей управлять установкой с ЭВМ.
В главном каталоге Norton Commander находится подкаталог M62_VGT, далее в этом подкаталоге выбирается подкаталог TEXT и в него записываются созданные программные файлы с расширением *.plt. В подкаталоге M62_VGT выбирается файл MK62V. bat, запускается и на экране появляется окно, показанное на рис. 4.3. Указывается номер порта: 1 или 2, и сразу же открывается окно, показанное на рис. 4.4.
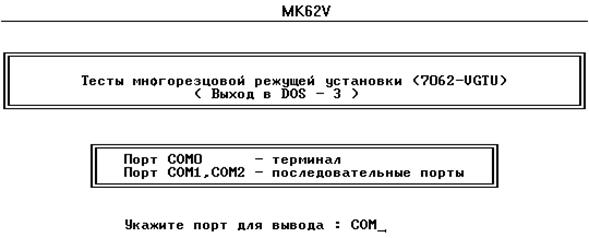
Рис. 4.3
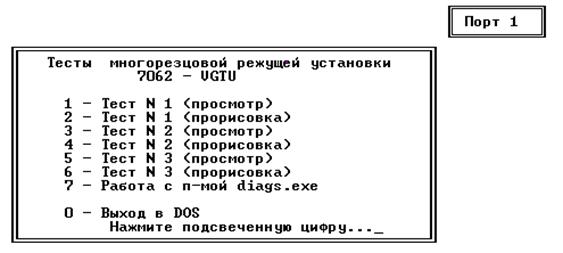
Рис. 4.4
При нажатии цифр с надписью "просмотр" на экране появляется изображение запрограммированного рисунка в формате А1. При нажатии цифр с надписью "прорисовка" начинается выполнение программы установкой, а на экране в левом верхнем углу появляется показанное на рис. 4.5 сообщение (при выборе цифры 2):
 Порт COM1: 9600, n, 8, 1
Порт COM1: 9600, n, 8, 1
Передаю файл : .\TEXT\test1.plt 0Kб
Для прерывания нажмите любую клавишу
Передача 100%. Press any key to continue...
Рис. 4.5.
3.2. Примеры программ
3.2.1. Пример программы для вырезания (вычерчивания) рисунка, изображенного на рис. 4.6:
in;
pu;
pa4800,4400;
vs2;
pd;
pr200,0;
ar0,1600,91;
ar0,-40,-180
 ar1600,0,90;
ar1600,0,90;
ar-40,0,-180;
ar0,-1600,90;
ar0,40,-180;
ar-1600,0,90;
pu; Рис. 4.6
pa4800,0;
pa0,0;
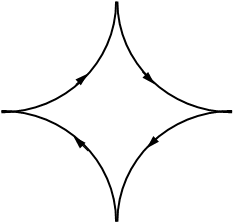
 3.2.2. Пример программы для вырезания (вычерчивания) рисунка, изображенного на рис. 4.7:
3.2.2. Пример программы для вырезания (вычерчивания) рисунка, изображенного на рис. 4.7:
in;
pu;
pa1000,2400;
PR160,0;
PD;
AR0,160,-90;
 PR0,1220;
PR0,1220;
AR160,0,-90;
PR1200,0;
AR0,-160,-90;
PR0,-1220;
AR-160,0,-90;
PR-1280,0PU;
PU;
PR1685,0;
Рис. 4.7
PD;
AR0,160,-90;
PR0,1220;
AR160,0,-90;
PR1200,0;
AR0,-160,-90;
PR0,-1220;
AR-160,0,-90;
PR-1280,0PU;
PU;
PR1685,0;
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
1. Внимательно ознакомиться с конструкцией и работой установки поверхностной резки ЭМ-7062Р и выслушать пояснения преподавателя.
2. Зарисовать эскиз координатного устройства установки с указанием основных размеров.
3. Выполнить рисунок по своему варианту соответствующей практической работы с указанием всех размеров в единицах языка программирования.
4. Написать программу на языке программирования установки и занести ее в память компьютера.
5. Включить установку в сеть. Проверить ее работоспособность с помощью пульта управления: выполнение движений по осям X, Y и Z. Закрепить лист бумаги на столе установки. Войти в сервисную оболочку, вызвать свой файл для просмотра на экране. Если изображение правильное - дать команду на "прорисовку". Распечатать на принтере программу.
СОДЕРЖАНИЕ ОТЧЕТА
1. Название и цель лабораторной работы.
2. Эскиз установки поверхностной резки ЭМ-7062Р с указанием основных размеров, составных частей.
3. Структурная схема установки.
4. Рисунки геометрических фигур, выполненные вручную с указанием размеров в единицах языка программирования и установкой в автоматическом режиме.
5. Распечатанная программа для выполнения рисунка установкой.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Назначение установки поверхностной резки ЭМ-7062Р.
2. Опишите работу СУ установкой.
3. Какова разрешающая способность установки?
4. Опишите язык программирования установки.
ЛИТЕРАТУРА
1. Техническое описание литьевой машины «SVIT-102» (Чехия) для литья обувных подошв.
2. , , Ковальков машины и агрегаты в обувной промышленности. Методическая разработка для студентов спец. Т.05.05.01, Т.17.04.01 и Т.11.03/Витебск: Мин. образования РБ, ВГТУ, 1998гс.
3. Техническое описание литьевого агрегата «DESMA-866» (ФРГ) для литья обувных подошв.
4. Produkthandbuch IRB-1, 3400, 6400) 3HAB 0009-46 M94A ABB Robotics Products.
5. Benutzerhandbuch IRB-1, 3400, 6400) 3HAB 0002-27 M94A ABB Robotics Products.
6. Смелков указания к практическим занятиям по курсу "Автоматизация средств механизации и робототехника" для студентов специальности Т.11.03/Витебск: Мин. образования РБ, ВГТУ, 19с.
