

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
На правах рукописи
РАЗРАБОТКА МЕТОДОВ ПОВЫШЕНИЯ ТОЧНОСТИ
ЧИСТОВОЙ ОБРАБОТКИ И ЕЁ ПРОГНОЗИРОВАНИЯ
НА ОСНОВЕ АНАЛИЗА ТЕМПЕРАТУРНЫХ ДЕФОРМАЦИЙ
Специальность 05.03.01 – Технологии и оборудование
механической и физико-технической обработки
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
кандидата технических наук
Иваново 2007
Работа выполнена в Ивановской государственной текстильной академии
Научный руководитель:
Доктор технических наук, профессор
Официальные оппоненты:
Доктор технических наук, профессор
Кандидат технических наук, доцент
Ведущее предприятие:
, г. Иваново
Защита состоится 25 мая 2007г. в 17 час. на заседании диссертационного совета Д 212.062.03 при Ивановском государственном университете г. Иваново,
. ИвГУ, корп. 3, ауд. 459.
С диссертацией можно ознакомиться в библиотеке Ивановского государственного университета.
Автореферат разослан « » апреля 2007 г.
Ученый секретарь
диссертационного совета
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность работы
По мере развития науки и техники конструктивно совершенствуются машины и приборы, повышаются требования к долговечности и надежности узлов и их деталей. В связи с этим постоянно растут и требования, предъявляемые к точности изготовления и качеству поверхностей деталей.
При этом достижение высоких квалитетов точности невозможно без использования различных методов размерной обработки заготовок. Среди них наибольшую долю занимают методы лезвийной механической обработки, причем такое положение по оценкам экспертов, будет сохраняться и в будущем. В то же время резервы повышения технологической точности этих методов практически исчерпаны и это приводит к необходимости включения в технологический процесс дополнительных, более дорогостоящих и обеспечивающих необходимую точность методов финишной обработки. Поэтому повышение точности существующих методов лезвийной обработки является актуальной задачей. Кроме того, в настоящее время на производстве наблюдается тенденция к применению сухого резания как наиболее экологически чистого метода обработки. Однако радикальный отказ от применения СОТС, может привести не только к уменьшению периода стойкости инструмента, но и к появлению значительных погрешностей обработки вследствие возникновения повышенных температурных деформаций (ТД) механообрабатывающей технологической системы (МТС). Это определяет необходимость прогнозирования величин ТД в различных условиях обработки, и в случае значительного влияния их на точность, предложения методов снижения возникающих ТД.
Актуальность настоящей работы основывается также на тенденции автоматизации и компьютеризации процессов машиностроительного производства.
Цель и задачи исследования
Целью настоящей работы является изыскание способов повышения точности обработки тонким точением и возможности её прогнозирования на этапе технологической подготовки.
Для достижения поставленной цели предполагалось решить следующие задачи:
1. Изучение величин возникающих погрешностей от ТД при лезвийной обработке и изменения их доли в общей погрешности обработки при изменении условий обработки.
2. Изучение влияния условий резания (в том числе режимов резания, применения СОТС) на ТД при резании.
3. Изучение влияния износа инструмента на ТД.
4. Анализ влияния ТД инструмента и заготовки на получаемую точность обработки.
5. Разработка способов уменьшения возникающих ТД при резании.
6. Разработка нейросетевой модели прогнозирования тепловых деформаций и влияния элементарных погрешностей на точность получаемых деталей.
Методы исследования
Задачи настоящего исследования решались экспериментальными и теоретическими методами. Экспериментальное изучение величин элементарных погрешностей обработки проводилось с помощью методики и программных продуктов, разработанных на кафедре ТМП ИГТА. Статистическая обработка данных выполнялась в табличном редакторе Excel. Для реализации системы прогнозирования точности на основе нейронных сетей, а также построения тепловых полей с помощью метода конечных элементов использовался программный продукт MatLab.
Научная новизна
1. Установлены зависимости температурных деформаций инструмента и заготовки от условий обработки, влияние, которых на температурные деформации, имеет сложный характер.
2. Установлено влияние на точность обработки температурных деформаций инструмента и заготовки в отдельности.
3. Предложен метод повышения точности обработки деталей на основе снижения погрешности связанной с температурными деформациями инструмента и заготовки.
4. Предложено программное обеспечение на основе пакета нейросетевого программирования позволяющее прогнозировать величину температурных деформаций и влияния их на общую точность обработки.
Практическая ценность
Практическая ценность работы состоит в сборе большого количества экспериментальных данных и построении на основе этих данных нейросетевой модели прогнозирования точности обработки точением. Которая может быть использована как на этапе технологического проектирования для оценки возникающих погрешностей обработки, так и на этапе производства деталей с целью учета элементарных погрешностей обработки при выполнении настройки станка.
Апробация работы
Основные результаты работы доложены на научно-технических конференциях (НТК): «Современные технологии и оборудование текстильной промышленности» (Текстиль-2005) г. Москва; международных НТК «Высокие технологии в машиностроении» – «Интерпартнер» г. Алушта в 2005, 2006 гг.; международной НТК «Современные наукоемкие технологии и перспективные материалы в текстильной и легкой промышленности» (Прогресс 2006 и 2007 гг.) г. Иваново; межвузовской НТК «Молодые ученые - развитию текстильной промышленности» (Поиск 2006 и 2007 гг.) г. Иваново; международной НТК «Протек» г. Москва, МГТУ «Станкин» 2006 год.
Публикации
По теме диссертации опубликовано 10 печатных работ, полный список приведен на стр. 15 автореферата.
Структура и объем работы
Диссертация состоит из введения, 5 глав, заключения, библиографического списка (71 наименование) и приложения. Содержит 112 страниц машинописного текста, 62 рисунка, 2 таблицы.
СОДЕРЖАНИЕ РАБОТЫ
Во введении обоснована актуальность темы диссертации, её практическая значимость, сформулированы основные положения, выносимые на защиту.
В первой главе дается литературный обзор проблемы обеспечения точности лезвийной обработки. Данная проблема ввиду высокой значимости была в центре внимания многих известных отечественных и зарубежных ученых, таких как: , , K. P. Monoronjak, K. Okushima и многих других. Во всех работах посвященных данной проблеме указывается на множество составляющих общей погрешности обработки, среди которых значительную долю занимает погрешность, связанная с температурными деформациями (ТД) механообрабатывающей технологической системы (МТС). Причем доля этой погрешности постоянно возрастает в связи с непрерывным совершенствованием станков и повышения их энергоемкости, что, несомненно, является общей тенденцией в станкостроении.
Далее в главе приводятся методы изучения ТД примененные в различных работах и полученные в них результаты. Проведенный литературный обзор показал, что исследованию вопроса ТД МТС посвящено значительное количество работ, первые из которых были выполнены в пятидесятых годах прошлого века, наиболее поздние в последние годы. Всех их можно разделить на два основных направления: работы посвященные изучению ТД отдельных узлов станка или ТД всего станка в комплексе; и работы, в которых изучались ТД обрабатываемых заготовок и применяемых инструментов. Конечно, получаемую точность изделий при обработке на станке определяют ТД как самого станка, так и ТД детали и инструмента, и в этом смысле они являются не разделимыми, однако причины их появления различны это и позволяет разделить указанные направления. Первое направление изучения ТД МТС является значительно проработанным и как показывает литературный обзор, множество предложенных методов устранения ТД учитывается и на производствах, и при проектировании нового оборудования. Второе же направление, не смотря на не малое количество работ и времени изучения этого вопроса, не дало методов практического использования для сколь-нибудь значимого повышения точности обработки и имеет лишь общие рекомендации и приблизительные формулы определения максимальных установившихся ТД. Причиной сложившегося положения является с одной стороны недостаточная точность проведенных ранее экспериментальных исследований и соответственно полученных на основе этих исследований эмпирических формул. А с другой стороны, отсутствие теоретически выведенных зависимостей связывающих не только температуру резания (максимальную или среднюю) и физические характеристики материалов с возникающими ТД, но и учитывающие многочисленные технологические параметры, определяющие протекание процесса резания.
Далее в первой главе изложено краткое описание компьютерных технологий, основанных на искусственных нейронных сетях (ИНС). Приведены примеры успешного применения данной технологии в задачах связанных с резанием металлов. Обосновывается необходимость применения ИНС для решения задач связанных с определением величин зависящих от целого комплекса показателей, которые могут быть взаимозависимыми.
Завершается глава формулированием выводов по обзору, цели и задач исследований которые были приведены выше.
Во второй главе представлена методика, материалы и оборудование, используемые в проводимых исследованиях. Методика, используемая для определения возникающих элементарных погрешностей обработки, разработана в ИГТА на кафедре ТМП. Отличительной особенностью данной методики является то, что измерения основаны на регистрации изменения погрешности формы обрабатываемой детали. Определение значений элементарных погрешностей происходит путем их последовательного выделения из общей погрешности, с контролем получаемых значений методами непосредственного измерения величин определяющих отдельные элементарные погрешности. Таким образом, в проводимых опытах фиксировались следующие параметры: отклонение продольного и поперечного профиля обработанной заготовки, фаска износа резца по задней поверхности, ТД заготовки и ТД инструмента в отдельности, жесткость станка (определяемая динамическим методом), средняя температура контакта в зоне резания, а также все режимные условия, определяющие протекание процесса резания.
Опыты проводились с режимами резания соответствующими чистовой токарной обработке, в следующих интервалах:
- глубина резания t от 0,03 до 0,4 мм;
- подача s от 0,07 до 0,22 мм/об;
- скорость резания V от 80 до 400 м/мин.
В качестве СОТС применялись: полусинтетическая водная эмульсия Велс-1 (ТУ -017-94) 5% концентарции, "Укринол-1". Полив велся с различной интенсивностью от 0,1 до 1,0 л/мин.
Используемые в опытах заготовки были изготовлены из наиболее распространенных марок конструкционных материалов: стали 45, стали 20Х, 40Х, 12Х18Н10Т. Для создания условий прерывистого резания на заготовках прорезались равновеликие пазы с относительным смещением друг к другу на 120°. Коэффициент прерывистости Кпр принятый характеристикой прерывистости резания равен отношению холостого хода к рабочему в течение полного оборота обрабатываемой заготовки.
В опытах использовались резцы двух видов: с напайной пластинкой, с механическим креплением пластинки. В качестве материала режущей части использовались твердосплавные материалы с покрытием Т15К6+TiN, без покрытия Т15К6, ВК8, а также минералокерамика ВОК-200. Геометрия режущей части изменялась путем переточки в трехкоординатном заточном приспособлении.
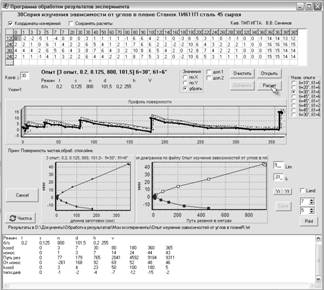 Для автоматизации расчета и вывода данных была разработана специальная компьютерная программа, позволяющая проводить визуализацию данных подбор аппроксимирующих кривых и сохранение полученных результатов. Окно программы представлено на рис. 1.
Для автоматизации расчета и вывода данных была разработана специальная компьютерная программа, позволяющая проводить визуализацию данных подбор аппроксимирующих кривых и сохранение полученных результатов. Окно программы представлено на рис. 1.
Рис. 1. Программа обработки | Далее кратко описаны используемые методы статистической обработки данных и приведены расчетные формулы. В заключении описан алгоритм решения задачи при использовании ИНС, приведены существующие рекомендации для определения структуры ИНС и методов её обучения. |
В третьей главе представлены результаты экспериментальных исследований влияния условий резания на ТД инструмента ![]() и заготовки
и заготовки ![]() . Исследование показали сложную зависимость ТД от множества факторов и проявления их влияния в зависимости от общего сочетания. Так скорость резания в зависимости от других условий проявляет свое влияние на ТД инструмента по-разному. При общей тенденции повышения ТД с ростом скорости резания зависимость может описываться различными вида функциями. При непрерывном резании это монотонно или периодически повышающиеся (ступенчатого типа) функции, и более сложные, с наличием выраженных локальных минимумов при прерывистом резании.
. Исследование показали сложную зависимость ТД от множества факторов и проявления их влияния в зависимости от общего сочетания. Так скорость резания в зависимости от других условий проявляет свое влияние на ТД инструмента по-разному. При общей тенденции повышения ТД с ростом скорости резания зависимость может описываться различными вида функциями. При непрерывном резании это монотонно или периодически повышающиеся (ступенчатого типа) функции, и более сложные, с наличием выраженных локальных минимумов при прерывистом резании.
Рис. 2. Зависимость ТД инструмента от скорости резания. Длина пути резания L = 1600 м.
Условия обработки: заготовка – материал сталь 45, Кпр = 0,2;
резец – Т15К6 пластина напайная, вылет LР = 25 мм; t = 0,3 мм; s = 0,075 мм; СОТС.
Рис. 2 характеризует влияние скорости на ТД инструмента в условиях прерывистого и непрерывного резания. Как видно из рисунка кривая зависимости ТД от скорости резания при прерывистом резании отличается от кривой при непрерывной обработке не только несколько пониженными значениями величины ТД на некоторых участках, но и наличием участка, на котором с ростом скорости резания ТД уменьшаются.
Локальное снижение ТД имеет место при различных скоростях и коэффициентах прерывистости обработки. И объясняется по нашему мнению существованием кратковременного переходного периода роста температуры с момента врезания его в материал. В общем случае же увеличение коэффициента прерывистости снижает возникающие ТД.
Твердость обрабатываемого материала также оказывает влияние на зависимость ТД инструмента от скорости резания. Обработка сталей с повышенной твердостью дает вогнутую кривую зависимости ТД от скорости резания с постепенным ростом на отрезке не высоких скоростей резания и резким ростом ТД с дальнейшим повышением скорости (рис. 2).
Помимо зависимостей величин ТД от различных факторов к определенному моменту обработки представлены также зависимости их роста от пройденной длины пути резания с момента начала обработки (рис. 3 и 4).
Рис. 3. Сталь 45, Кпр = 0,2; Т15К6, LР = 25 мм; Рис. 4. Сталь 45 HRC32, Кпр = 0; Т15К6,
t = 0,3 мм; s = 0,075 мм; СОТС. LР = 25 мм; t = 0,2 мм; s = 0,075 мм; СОТС.
Анализ зависимостей показывает, что основной рост ТД инструмента происходит в начальный период обработки. Дальнейший рост ТД определяется конкретными условиями обработки и зависит в основном от процесса изнашивания инструмента.
Износ резца, увеличивает интенсивность теплообразования и тем самым влияет на ТД. Причем в условиях тонкого точения изнашивание инструмента происходит по задней поверхности, что в еще большей степени ухудшает условия работы инструмента и повышает его ТД. Влияние износа резца на его ТД характеризует рис. 5.
Рис. 5. Сталь 45, Т15К6, LР = 25 мм; Кпр = 0; Рис. 6. Сталь 45; Т15К6; Кпр = 0; Sобр = 90×103 мм2; Sобр = 160×103 мм2;
s = 0,075 мм/об, t = 0,2мм; без СОТС. t = 0,3 мм; s = 0,075 мм; V = 140 м/мин.
Помимо скорости резания сильное влияние на ТД инструмента оказывают и другие режимные факторы. Глубина резания, практически не оказывая влияния на температуру резания, значительно изменяет ТД за счет изменения мощности тепловых потоков. Изменение подачи сопровождается изменением температуры резания, сил резания, интенсивности износа, а также длины пути резания пройденного резцом при обработке детали. Поэтому влияние подачи на ТД инструмента проявляются также и в зависимости от длительности обработки. При кратковременной обработке изменение ТД является следствием изменения температуры резания и величины тепловых потоков, направленных в резец. При длительной обработке на величине ТД сказывается также влияние износа резца.
Влияние СОТС на ТД инструмента однозначно: применение СОТС снижает их величину. Однако эффективность применения в зависимости от условий резания различна. Значительное влияние на эффективность использования СОТС оказывает марка и теплопроводность инструментального и обрабатываемых материалов. Так при обработке закаленных сталей, а также нержавеющих сталей эффективность снижения ТД за счет применения СОТС уменьшается.
Все указанные зависимости ТД инструмента от режимных факторов были получены при оптимальных (соответствующих минимальным значениям ТД) геометрических характеристиках обрабатывающего инструмента. А их влияние на ТД также представлены на графиках, пример рис. 6.
Изучение ТД заготовки показало, что величина её ТД, как и величина ТД инструмента в значительной степени зависят от применяемых режимов резания и условий обработки. При этом из-за невозможности изменения физических и геометрических характеристик заготовок их влияние на ТД заготовки являются определяющими. Малые размеры заготовки приводят к быстрому теплонасыщению и увеличению значений ТД. Большие размеры заготовки уменьшают ТД за счет большей теплоемкости и теплоотдачи с поверхности. Повышенная твердость и плохая обрабатываемость резанием также повышают величину возникающих ТД.
Основным фактором, оказывающим влияние на ТД заготовки, является диаметр обрабатываемой поверхности. Рост ТД заготовки в процессе её обработки при различных обрабатываемых диаметрах характеризует рис. 7.
В зависимости от геометрических параметров обрабатываемой заготовки проявляется влияние и других факторов. Повышение скорости резания увеличивает ТД заготовки, применение СОТС уменьшает их значение, однако сила этого влияния различна и с ростом диаметра обработки уменьшается. Увеличение глубины резания и подачи при больших диаметрах обработки снижает величину ТД, а при малых размерах заготовки может вызывать их увеличение (рис. 8.).
Рис. 7. Рост ТД заготовки в процессе её Рис. 8. Рост ТД заготовки в процессе её
обработки, в зависимости от наружного обработки, в зависимости от подачи.
обрабатываемого диаметра. Сталь 45; Т15К6; Сталь 45, Ø 40 мм; Т15К6;
t = 0,3 мм; s = 0,125 мм; V = 140 м/мин t = 0,3 мм; V = 140 м/мин
В заключении третьей главы проведено обобщение полученных экспериментальных данных для выявления влияния изменения коэффициентов теплопроводности инструментального и обрабатываемого материалов на ТД.
В четвертой главе выполнен анализ влияния ТД инструмента и заготовки на общую точность обработки в зависимости от условий резания. А также разработаны методы снижения их влияния.
Наибольшая степень влияния ТД на точность обработки может проявляться либо при максимальных значениях ТД инструмента и заготовки, либо при условии незначительности размерного износа инструмента и других погрешностей обработки. Причем в определенных условиях при наружном точении размерный износ и ТД являются взаимно компенсирующимися погрешностями. И в случае значительного различия их величин, точность обработки также снижается.
Режимы резания, изменяя величины элементарных погрешностей, и их соотношение в общей погрешности обработки определяют получаемую точность. Рис. 9 и 10 характеризуют влияние режимных факторов на максимальные значения некоторых элементарных погрешностей, а также на общую погрешность формы обработанной детали.
Влияние СОТС на точность обработки носит сложный характер и во многом определяется маркой и твердостью обрабатываемых материалов. При обработке конструкционных сталей без термообработки применение СОТС значительно снижает общую погрешность обработки. Обработка же закаленных сталей, а также нержавеющих сталей с применением СОТС по величине возникающих ТД слабо отличается от работы в сухую. Поэтому условиями, способствующими повышению доли ТД в общей погрешности обработки являются работа без применения СОТС, а также работа в условиях, когда эффективность снижения ТД за счет применения СОТС недостаточна.
Рис. 9. Влияние скорости резания на Рис. 10. Влияние глубины резания на
погрешность обработки и её составляющие. погрешность обработки и её составляющие.
Сталь 45; Т15К6; Ø50 мм, LЗ = 300 мм; V = 175 м/мин, остальные условия см. рис. 9.
Т15К6, LР = 25 мм; t = 0,3 мм; s = 0,125 мм.
В процессе обработки элементарные погрешности не являются постоянными. И для устранения влияния ТД на точность необходимо учитывать динамическое изменение погрешностей в течение всего периода обработки. В качестве метода учитывающего такое изменение, а также имеющего возможность применения на различных станках было предложено использовать предварительный подогрев инструмента и осуществлять регулируемое охлаждение заготовки.
Предварительный подогрев инструмента можно выполнить непосредственно на станке, с помощью включения в обработку дополнительного обрабатываемого материала - буфера подогрева инструмента. Так для повышения точности обработки наружных поверхностей, это может быть осуществлено путем несложного конструктивного изменения заднего центра. Которое позволит выполнять центрирование и поджатие заготовки с одновременным поджатием к заготовке буфера подогрева инструмента выполненного в виде толстостенной трубы. Схема исполнения представлена на рис. 11.
Рис. 11. Схема применения буфера подогрева инструмента
Применение буфера и дополнительного охлаждения заготовки позволяет добиться значительного снижения погрешности связанной с ТД. Это снижение в зависимости от условий и режимов резания может составлять от 50 до 95%. Что при низкой доле ТД в общей погрешности обработки позволяет повысить уровень относительной геометрической точности. А при высокой доли этим можно добиться повышения точности формы обрабатываемой поверхности на одну две степени.
Пятая глава посвящена применению полученных экспериментальных данных для прогнозирования величин элементарных и общей погрешностей обработки.
Большинство факторов определяющих ТД инструмента и заготовки взаимосвязаны и свое влияние проявляют в зависимости от их общего сочетания. Аналогичные выводы можно сделать и по поводу влияния отдельных элементарных погрешностей друг на друга. Таким образом, при расчете суммарной погрешности на основе величин элементарных погрешностей обработки необходимо учитывать большое количество факторов на них влияющих, а также синергетический эффект их взаимодействия. Этого можно добиться путем использования соответствующих методик изучения и прогнозирования погрешностей.
Описанные методики изучения элементарных погрешностей в предыдущих главах, полностью удовлетворяют указанным условиям. В качестве методики прогнозирования также удовлетворяющей этим условиям был использован метод ИНС. Для обучения ИНС использовалась статистически обработанная выборка данных из общего количества экспериментально полученных данных.
Окно программы для прогнозирования величин элементарных и суммарной погрешностей в зависимости от условий резания представлено на рис. 12.
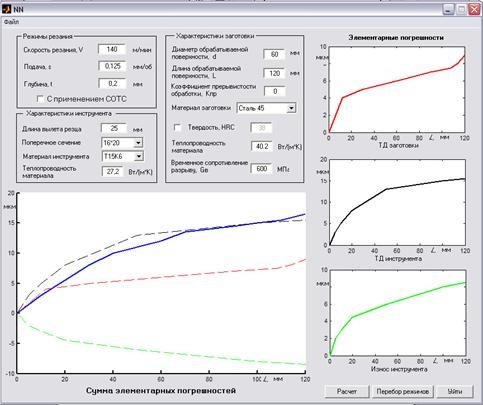
Рис. 12. Окно программы
Гистограммы соответствия экспериментальных и спрогнозированных величин представлены на рис. 13
Рис. 13. Экспериментальные и спрогнозированные значения ТД инструмента.
1 - Сталь 45, HRC32, Ø 45 мм; Т15К6, LР = 25 мм; V = 227 м/мин, t = 0,2 мм; s = 0,075 мм; СОТС.
2 - Сталь 20Х, Ø 95 мм Кпр = 0,2; Т15К6, LР = 25 мм; V = 190 м/мин, t = 0,4 мм; s = 0,125 мм;
3 - Сталь 45, Ø 65 мм; Т30К4, LР = 40 мм; V = 190 м/мин, t = 0,2 мм; s = 0,075 мм; СОТС
Результаты представленные на гистограммах, свидетельствуют о работоспособности вычислительной системы. С ограничением однотипности применяемых инструментальных и обрабатываемых материалов с применяемыми материалами в обучающей выборке (в данном случае: твердые сплавы различных марок, углеродистые стали различной твердости).
Использование результатов экспериментов в практических целях возможно в следующих случаях. Когда существующий технологический процесс, где в качестве метода финишной технологической обработки используется тонкое точение, не обеспечивает достаточный запас технологической точности, т. е. существует значимая вероятность брака из-за превышения погрешности обработки допустимой величины, и необходимо добиться снижения составляющих погрешностей обработки. А также в случае, когда на этапе технологической подготовки производства детали необходимо оценить как саму возможность получения заданной точности обработки методом тонкого точения, так и резерв повышения точности метода изменением его параметров, при возможности появления такой необходимости.
ОБЩИЕ ВЫВОДЫ
В результате выполненных исследований получены следующие научные выводы и практические результаты:
1. ТД инструмента и заготовки в значительной степени зависят от условий и режимов резания. Причем влияние режимных факторов изменяется не только в зависимости от условий резания (прерывистости или непрерывности обработки, применения СОТС и т. п.), но и в зависимости от общего сочетания самих режимных факторов.
2. На ТД инструмента и заготовки определяющее воздействие оказывают их геометрические и физические характеристики. Так на ТД заготовки в значительной мере влияют её габариты, в частности при точении это диаметр и длина обрабатываемой поверхности. На ТД инструмента в наибольшей степени влияют вылет резца и размеры его поперечного сечения. Среди физических характеристик, наибольшее влияние на возникающие ТД, оказывает теплопроводность применяемых материалов. Величина ТД инструмента зависит от теплопроводности как самого инструмента, так и заготовки. Величина же ТД заготовки определяется её теплопроводностью и практически не зависит от теплопроводности инструмента.
3. Влияние СОТС на ТД однозначно, применение СОТС снижает величину ТД. Однако эффективность применения в зависимости от условий резания различна. Значительное влияние на эффективность использования СОТС оказывают характеристики используемых инструментальных и обрабатываемых материалов.
4. Общее влияние прерывистости обработки проявляется в снижении величины ТД инструмента с ростом коэффициента прерывистости, а также увеличении эффективности применения СОТС для снижения величины ТД. Значительное воздействие прерывистость обработки оказывает также на зависимость величины ТД инструмента от скорости резания.
5. Наибольшая степень влияния ТД на точность обработки может проявляться либо при максимальных значениях ТД инструмента и заготовки, либо при условии незначительности размерного износа инструмента и других систематических и случайных погрешностей обработки.
6. Предложенный буфер подогрева инструмента не снижает его ТД, но позволяет повысить точность обработки за счет исключения большей части ТД происходящих в первоначальный период обработки.
7. Использование буфера подогрева инструмента снижает влияние ТД заготовки и инструмента на погрешность профиля продольного сечения, и в зависимости от условий и режимов резания, определяющих долю ТД в общей погрешности обработки, позволяет добиться повышения точности формы обрабатываемой поверхности на одну две степени.
8. Использование для прогнозирования величин погрешности обработки ИНС показало высокую степень аппроксимации экспериментальных данных и достоверности прогнозирования, при условии однотипности инструментальных и обрабатываемых материалов в обучающей выборке и задаваемых для прогноза условиях.
СПИСОК ПУБЛИКАЦИЙ ПО ТЕМЕ ДИССЕРТАЦИИ
1. , , Можин точности тонкого точения на основе анализа возникающих тепловых деформаций и износа инструмента // Вестник машиностроения №12, 2006. 0,071 п. л.
2. , , Можин тепловых деформаций инструмента при резании металлов в условиях чистовой обработки //Физика, химия и механика трибосистем: Межвуз. сб. научн. тр. Вып. 4 / Под ред. . – Иваново: Иван. гос. ун-т, 2005. 0,05 п. л.
3. , , Можин технологических факторов на точность чистовой обработки // Резание и инструмент в технологических системах: Межд. научн.-техн. сборник. – Харьков: НТУ «ХПИ», 2005 - Вып. 68. 0,031 п. л.
4. Гришин точности чистовой обработки на основе анализа влияния технологических факторов на возникающие элементарные погрешности // Материалы всероссийской научн.-техн. конф. «Современные технологии и оборудование текстильной промышленности» (Текстиль-2005) – М.; МГТУ им. , 2005. 0,031 п. л.
5. Гришин точности лезвийной обработки на основе анализа возникающих тепловых деформаций при резании // Молодые ученые - развитию текстильной и легкой промышленности (Поиск-2006): Сб. материалов межвуз. научн.-техн. конф. Часть 2 – Иваново: ИГТА, 2006. 0,047 п. л.
6. , Куликов и возможность повышения точности тонкого точения // Современные наукоемкие технологии и перспективные материалы текстильной и легкой промышленности (Прогресс - 2006): Сб. материалов междунар. научн.-техн. конф. Часть 2. - Иваново: ИГТА, 2006. 0,023 п. л.
7. , , Можин точности тонкого точения на основе анализа возникающих тепловых деформаций и износа инструмента // Современные технологии в машиностроении: Сб. научн. статей / Под ред. . – Том 2. – Харьков: НТУ «ХПИ», 2006.
0,063 п. л.
8. , , Можин точности тонкого точения на основе анализа ТД и износа инструмента // Сб. научных трудов №9. В 3х томах, т. 3, под. ред. , Москва, М «Янус-К», 2006. 0,071 п. л.
9. Гришин обработки и пути её повышения // Молодые ученые - развитию текстильной и легкой промышленности (Поиск-2007): Сб. материалов межвуз. научн.-техн. конф. Часть 2 – Иваново: ИГТА, 2007. 0,047 п. л.
10. , Бекташов искусственных нейронных сетей в прогнозировании точности обработки деталей. // Современные наукоемкие технологии и перспективные материалы текстильной и легкой промышленности (Прогресс - 2007): Сб. материалов междунар. научн.-техн. конф. Часть 2. - Иваново: ИГТА, 2007. 0,023 п. л.
Лицензия ИД № 000 от 01.01.2001.
Подписано в печать 10.04.2007. Формат 60×84 1/16. Бумага писчая.
Усл. печ. л. 1,0. Уч.-изд. л. 1,03. Тираж 80 экз. Заказ 731
Редакционно-издательский отдел
Ивановской государственной текстильной академии
Отпечатано на полиграфическом оборудовании кафедры
экономики и финансов ГОУ ВПО «ИГХТУ»
г. Иваново
 |
