
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
WeldProfi 350
Инструкция по эксплуатации
Содержание
1. Предисловие 3
1.1. Техника безопасности 3
1.2. Характеристики аппарата 5
1.3. Виды сварки 6
2. Ввод в эксплуатацию 7
2.1. Перед началом работ 7
2.2. Узлы аппарата 7
2.3. Монтаж панели управления 8
2.4. Подключение к сети 8
2.5. Подключение силовых кабелей 8
2.6. Защитный газ 8
2.7. Выбор диаметра электродов и силы тока 9
2.8. Элементы управления и индикаторы панели 10
2.8.1. Регулировка сварочного тока 10
2.8.2. Настройка режима ручной дуговой сварки 11
2.8.3. Режим TIG сварки 11
3. Техническое обслуживание 11
4. Коды заказа изделий 13
5. Поиск и устранение неисправностей 14
6. Технические характеристики 15
7. Гарантийные условия 16
Предисловие
Поздравляем Вас с приобретением аппарата WeldProfi 350. WeldProfi 350 – надежное решение для профессиональной сварки, аппарат прослужит долго при правильной эксплуатации.
ВНИМАНИЕ! Разделы, важные для правильной эксплуатации оборудования и избегания несчастных случаев, обозначены пометкой «ВНИМАНИЕ!» Внимательно прочитайте эти разделы и следуйте содержащимся в них инструкциям!
1.1. Техника безопасности
Сварочный аппарат WeldProfi 350 соответствует международным нормам безопасности. Безопасность является важнейшим вопросом при проектировании и изготовлении оборудования. Тем не менее при работе со сварочным аппаратом всегда имеется определенная степень опасности. Поэтому с целью обеспечения Вашей собственной безопасности, а также безопасности оборудования и окружающих людей, внимательно прочитайте инструкции по технике безопасности и строго соблюдайте их.
Использование средств индивидуальной защиты
Прямое и отраженное излучение сварочной дуги оказывает вредное воздействие на глаза, и может серьезно повредить зрение при отсутствии средств защиты. Защитите соответствующим образом глаза и лицо перед выполнением сварочных работ или наблюдением за ними. Средства защиты – сварочная маска, светофильтры и др. Следует правильно подобрать степень затемнения светофильтра в соответствии с силой сварочного тока.
Излучение дуги и брызги расплавленного металла вызывают ожоги неповрежденных участков кожи. При выполнении сварки одевайте сварочные рукавицы (перчатки), спецодежду и обувь.
Если уровень внешних шумов превышает допустимое значение (85 дБ), используйте средства защиты слуха (наушники, бируши).
Общая эксплуатационная безопасность
- Соблюдайте осторожность с деталями, нагретыми при сварке.
- Не держите аппарат на плече и не подвешивайте на переносном ремне во время производства сварки.
- Не подвергайте аппарат воздействию высоких температур, т. к. это может вызвать повреждение аппарата.
- Силовой кабель и кабель заземления при сварке располагайте как можно ближе друг к другу. Распрямите петли на силовом кабеле и кабеле заземления, они могут стать причиной магнитного дутья сварочной дуги.
- Не оборачивайте кабели вокруг тела.
Брызги металла и пожарная безопасность
- Сварка является работой, связанной с нагреванием металла и применением пламени, поэтому во время и после выполнения сварки необходимо соблюдать правила пожарной безопасности.
- Обеспечьте защиту оборудования от брызг металла при сварке. Уберите с рабочего места все легковоспламеняющиеся материалы. Рабочее место должно быть оборудовано необходимым противопожарным инвентарем.
- Не обращайте поток искр от шлифовальной машинки на сварочный аппарат или легковоспламеняющиеся материалы.
- Запрещается выполнять сварку в местах хранения легковоспламеняющихся или взрывчатых веществ.
Общая электробезопасность
- Подключайте сварочный аппарат только к заземленной электросети.
- При подключении учитывайте номинал сетевого предохранителя.
- Нельзя ставить и включать аппарат на мокрой поверхности.
- Не допускайте прямого контакта сетевого кабеля с водой.
- Не допускайте передавливания сварочных кабелей тяжелыми предметами и контакта с острыми краями или горячими поверхностями.
- Неисправные и поврежденные сварочные держаки и кабели должны быть немедленно заменены, так как представляют угрозу возгорания и поражения электрическим током.
- Кабели, вилки и другие электрические устройства разрешается устанавливать или заменять только квалифицированному электрику или электромонтажнику, уполномоченному на проведение таких работ.
- Выключайте сварочный аппарат, если он не используется.
Сварочный аэрозоль
- Обеспечьте надежную вентиляцию рабочего места и старайтесь не вдыхать газы.
- При работе в замкнутых помещениях обеспечьте приток свежего воздуха в достаточном количестве. Можно использовать маску с подачей свежего воздуха.
Транспортировка, подъем и подвешивание
- Запрещается тянуть или поднимать сварочный аппарат за сварочный кабель или кабель заземления. Используйте точки подъема, рукоятки и ремни, предназначенные для этой цели.
- При перевозке аппарат должен находиться в вертикальном положении.
- Запрещается поднимать газовый баллон одновременно со сварочным аппаратом. Для транспортировки газового баллона предусмотрены отдельные меры предосторожности.
- Запрещается эксплуатировать сварочный аппарат в подвешенном состоянии, за исключением тех случаев, когда подвесное устройство было специально разработано и одобрено для этой цели.
- Не превышайте максимально допустимую нагрузку на подвесные балки и транспортную тележку сварочного оборудования.
Условия окружающей среды
- Сварочный аппарат следует защищать от дождя и прямых солнечных лучей, даже если он предназначен для работы на открытой площадке.
- Аппарат следует хранить в сухом чистом месте.
- Необходимо защищать аппарат от попадания песка и пыли во время работы и хранения.
- При температуре воздуха свыше 40ºС ПВ аппарата снижается и возрастает вероятность появления неисправностей.
- Не допускайте контакта аппарата с горячими поверхностями, искрами и брызгами металла.
- Не допускайте блокировки вентиляционных отверстий аппарата.
- Электромагнитная совместимость данного оборудования соответствует характеристикам оборудования для эксплуатации в промышленных условиях. Оборудование не предназначено для использования в жилых помещениях, электропитание в которых осуществляется от бытовой сети. Аппарат может создать помехи в работе чувствительных бытовых электронных приборов.
Газовые баллоны и пневматические устройства
- Соблюдайте инструкции по обращению с газовыми баллонами и пневматическими устройствами.
- Газовые баллоны следует хранить в специально предназначенных для этого помещениях с надлежащей вентиляцией. Утечка газа из баллонов может представлять угрозу для жизни и здоровья персонала.
- Перед использованием убедитесь, что в баллоне содержится газ, соответствующий предназначению.
- Обязательно закрепите баллон в вертикальном положении на транспортной тележке или стойке для баллонов.
- Всегда закрывайте вентиль баллона при уходе с рабочего места.
1.2. Характеристики аппарата
Аппарат WeldProfi 350 работает от трехфазной сети и является компактным и мощным аппаратом как для ММА, так и для TIG сварки постоянным током. Компактный аппарат с максимальной силой сварочного тока 350 А можно легко переносить с одного рабочего места на другое при помощи рукоятки или наплечного ремня, входящего в комплект поставки.
1.3. Виды сварки
WeldProfi 350 обеспечивает качественную сварку при условии соблюдения сварщиком техпроцесса. Качество сварного соединения зависит не только от аппарата. Кроме аппарата, качество сварки определяется квалификацией сварщика, качеством сварочных материалов и вспомогательного оборудования.
Дуговая сварка осуществляется при помощи электрической дуги между поверхностью основного металла и электродом. Сварка невозможна до тех пор, пока не будет правильно настроено оборудование и подсоединен кабель заземления. Обязательно проверьте плотность крепления зажима кабеля заземления к свариваемой детали. Поверхность в месте крепления должна быть чистая и неокрашенная.
Ручная дуговая сварка
Процесс ручной дуговой сварки достаточно прост. Покрытый электрод замыкается на свариваемую поверхность, в результате чего образуется сварочная дуга, расплавляющая основной металл и металл электрода. Расплавленный металл образует сварочную ванну, из которой при застывании получается сварной шов. Покрытие электрода сгорает, образуя защитный газ и шлак, которые защищают сварочную ванну от атмосферных примесей. Шлак плавает на поверхности сварочной ванны и застывает, образуя слой, который защищает остывающий основной металл.
Электрод при сварке плавно перемещается вдоль сварного соединения. Скорость движения электрода пропорциональна его диаметру и силе сварочного тока.
После остывания сварного шва шлак удаляется с поверхности специальным молотком. При удалении шлака всегда используйте средства для защиты глаз!
Ручная аргонодуговая сварка
При ручной аргонодуговой сварке сварочная дуга образуется между неплавящимся вольфрамовым электродом и поверхностью основного металла. Сварочная дуга плавит основной металл, образуя сварочную ванну, в которую подается присадочная проволока. Сварочная ванна и присадочная проволока защищены от атмосферного загрязнения защитным инертным газом, который обдувает зону сварки из сопла горелки.
2. Ввод в эксплуатацию
2.1. Перед началом работ
WeldProfi 350 поставляется в специальной прочной упаковке. Однако после транспортировки всегда следует проверять аппарат на отсутствие повреждений. Перед началом работ проверьте комплектность изделий в соответствии с заказом, а также наличие руководства по эксплуатации.
Транспортировка
Транспортировка аппарата осуществляется в вертикальном положении.
Условия окружающей среды
Данный аппарат пригоден для работы как в помещении, так и на открытом воздухе. При работе на открытом воздухе аппарат должен быть защищен от дождя и воздействия прямых солнечных лучей. Рекомендованная рабочая температура от – 20 до + 40 ºС. Оберегайте аппарат от брызг металла и контакта с горячими поверхностями. Убедитесь, что вентиляционные отверстия аппарата открыты.
2.2. Узлы аппарата
Аппарат WeldProfi 350 оснащается панелью управления.


1. Панель управления
2. Разъем дистанционного регулятора
3. Плюсовой (+) разъем для сварочного кабеля или кабеля заземления
4. Минусовой (-) разъем для кабеля заземления или сварочного кабеля
5. Главный выключатель
2.3. Монтаж панели управления

1. Подсоедините провода (2 шт.)
2. Установите нижнюю кромку панели за штыри. Отсоедините верхний крепежный штырек при помощи, например, отвертки. Поставьте верхнюю кромку панели на свое место, слегка отогнув штырьки и не повреждая кабелей. Установите верхний крепежный штырек обратно.
2.4. Подключение к сети
WeldProfi 350 поставляется с сетевым кабелем длиной 5 м без штепсельной вилки.
ВНИМАНИЕ! Проверьте номинал предохранителя в разделе «Технические данные». Установку вилки проводить только электрикам, уполномоченным на проведение таких работ.
Сечение удлинителя сетевого кабеля должно быть не меньше сечения сетевого кабеля аппарата. Максимальная длина удлинителя не должна превышать 50 м.
При использовании генератора имеются ограничения в отношении типа генератора и мощности. Для обеспечения бесперебойной работы аппарата необходим генератор мощностью не менее 15 кВА.
2.5. Подключение силовых кабелей
При ММА сварке кабель заземления, как правило, подключается к отрицательному полюсу, а при TIG сварке – к положительному.
При необходимости зачистите место контакта зажима обратного кабеля, и подсоедините кабель заземления так, чтобы создать замкнутую цепь без помех.
2.6. Защитный газ
При TIG сварке защитный газ применяется для предохранения сварочной ванны и застывающего металла от контакта с атмосферой. Как правило, в качестве защитного газа используется аргон. Обычно скорость подачи защитного газа устанавливается 8 – 15 л/мин в зависимости от силы тока и диаметра газового сопла.
2.7. Выбор диаметра электрода и силы тока
Ручная дуговая сварка, как правило, производится постоянным током обратной полярности, т. е. держатель электрода подключен к положительному разъему, а кабель заземления – к отрицательному.
Кроме того, необходимо правильно выставить силу сварочного тока, чтобы обеспечить надлежащее качество сварки. Ниже в таблице приведены диаметры покрытых электродов и рекомендуемые значения силы сварочного тока для каждого диаметра.
Диаметр электрода | 1,6 мм | 2,0 мм | 2,5 мм | 3,25 мм | 4,0 мм | 5,0 мм |
Fe-Rutile | 30 – 60 А | 40 – 80 А | 50 – 110А | 80 – 150А | 120–210А | 170-220А |
Fe-Basic | 30 – 55 А | 50 – 80 А | 80 – 110А | 110 – 150А | 140-200А | 200-220А |
Электроды и сопла для TIG сварки
При TIG сварке постоянным током рекомендуется использовать электрод WC 20 (серый), однако можно использовать электроды и других типов. Диаметр вольфрамового электрода выбирается в зависимости от силы сварочного тока. Если диаметр слишком мал для данной силы тока, электрод будет сгорать, тогда как при слишком большом диаметре будет сложнее зажечь дугу. Вольфрамовый электрод диаметром 1,6 мм выбирается для силы тока до 160 А, диаметром 2,4 мм – до 250 А. Перед сваркой заточите сварочный электрод под сварку на заданной силе тока.
2.8. Элементы управления и индикаторы панели
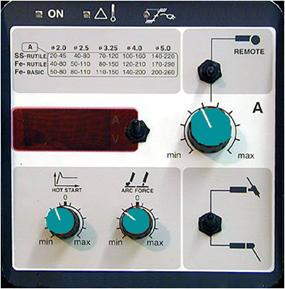
1. Индикатор главного выключателя.
2. Индикатор перегрева аппарата
3. Индикатор сбоя напряжения в сети.
4. Переключатель управления с панели/с ПДУ
5. Регулятор силы сварочного тока
6. Переключатель выбора способа сварки ММА/TIG
7. Регулятор динамики дуги Arc Force.
8. Регулятор горячего старта Hot Start.
9. Переключатель дисплея Ток/Напряжение
10. Таблица – шпаргалка рекомендуемых значений силы тока.
Включение аппарата
При включении аппарата зажигается зеленый индикатор включения и подсвечивается главный выключатель.
При перегреве аппарата или при скачке напряжения в сети сварка автоматически прекращается и загорается желтый индикатор перегрева. Когда аппарат остынет, желтый индикатор погаснет. Убедитесь, что поток охлаждающего воздуха в аппарат не блокирован и не затруднен.
2.8.1. Регулировка силы сварочного тока
Силу сварочного тока можно плавно отрегулировать при помощи регулятора (5), если выбран режим регулирования с панели управления «PANEL». При необходимости регулировать силу тока с пульта дистанционного управления подключите пульт дистанционного управления к аппарату, а затем выберите режим дистанционного управления при помощи кнопки 4. Аппарат поддерживает устройства R10 и пригорелочный регулятор RTC10 горелки TTC-220GV.
2.8.2. Настройки режима ручной дуговой сварки
Режим ручной дуговой сварки выбирается при помощи переключаУстановите силу тока, уровень импульса горячего старта и динамики дуги при помощи регуляторов 5, 7 и 8 соответственно. Рекомендованные значения силы тока для различных типов и диаметров электродов приведены в таблице – шпаргалке (10).
2.8.3. Функция TIG сварки
Режим TIG сварки выбирается при помощи переключа
Зажигание при помощи выключателя (горелка TTC-220GV)
Если используется горелка TTC-220GV, дугу можно зажечь при помощи выключателя. Слегка коснитесь кончиком электрода свариваемой поверхности, затем нажмите кнопку выключателя, быстро подняв электрод со свариваемой поверхности. При этом происходит быстрое зажигание дуги. Чтобы закончить сварку, отпустите выключатель, при этом происходит прекращение подачи тока на электрод, и дуга гаснет.
Контактное зажигание (все горелки, кроме TTC-220GV)
Дугу TIG сварки можно зажечь контактным способом. Слегка коснитесь свариваемой поверхности кончиком вольфрамового электрода и быстро отведите его на длину дуги. Чтобы погасить дугу при остановке сварки, быстро отведите электрод от свариваемой поверхности.
ВНИМАНИЕ! Напряжение горелки остается включенным!
3. Техническое обслуживание
Электромеханические устройства требуют регулярного технического обслуживания в зависимости от частоты эксплуатации. Такое регулярное обслуживание поможет избежать опасности и предотвратить неисправности.
Мы рекомендуем проводить техосмотр сварочного аппарата не реже чем раз в полгода. Представитель сервисного центра Welding Group выполнит осмотр и чистку аппарата, проверит плотность и безопасность всех элементов в сети питания. При частых и резких перепадах температуры соединения цепи питания могут окислиться и ослабиться.
ВНИМАНИЕ! Отключите аппарат от сети питания перед проведением техобслуживания электрокабелей!
Ежедневное техобслуживание
- Проверьте вольфрамовый электрод в сварочной горелке. Заточите или замените электрод в случае необходимости.
- Проверьте надежность соединения кабеля заземления.
- Проверьте состояние сетевого и заземляющего кабелей и замените в случае необходимости.
4. Коды заказа изделий
Продукт | Номер для заказа | |
WeldProfi 350 | 6104350KZ | |
Панель управления | 6106000KZ | |
Кабели: | ||
Сварочный кабель | 50мм2 2,5м | 6184501 |
Сварочный кабель | 70мм2 2,5м | 6184701 |
Сварочный кабель | 70мм2 5м | 6184702 |
Кабель заземления | 16мм2 2,5м | 6184511 |
Кабель заземления | 25мм2 2,5м | 6184711 |
Кабель заземления | 25мм2 5м | 6184712 |
TIG горелки | ||
TTC-220GV | Выключатель и подключение пригорелочного регулятора | |
TTM-15BC | Контактное зажигание | |
Дистанционное управление | ||
R10 | 5 м | 6185409 |
R10 | 10 м | |
RTC 10 | Пригорелочный регулятор | 6185477 |
5. Поиск и устранение неисправностей
Проблема | Причина |
Главный выключатель не подсвечивается | Отсутствует питание сети 1. Проверьте сетевые предохранители. 2. Проверьте сетевой кабель и штепсельную вилку. |
Неудовлетворительный результат сварки | На качество сварки влияет несколько факторов: 1. Проверьте прочность крепления зажима кабеля заземления, чистоту контактной поверхности, и состояние кабелей и соединений. 2. Проверьте подачу защитного газа в горелку. 3. Проверьте сетевое напряжение. |
Загорается индикатор перегрева | Устройство перегрелось. 1. Убедитесь, что доступ охлаждающего воздуха не перекрыт. 2. Если аппарат перегрелся в результате превышения ПВ, дождитесь пока аппарат не охладится и индикатор не погаснет. |
Если неисправность не может быть устранена, обратитесь в сервисный центр Welding Group.
6. Технические характеристики
Сетевое напряжение | 3~400В, -20%..+15%, 50/60 Гц | |
Сетевой кабель | 4х1,5 мм2 – 5м / 10А | |
Цикл работы | 40%ММА - 350А/15кВА | 30%TIG - 400А/13,8кВА |
100%ММА - 220А/8кВА | 100%TIG - 270А/7,3кВА | |
Пределы регулировки | ММА | 10А/20,5В – 350А/34,0В |
TIG | 5А/10,0В – 400А/26,0В | |
Напряжение холостого хода | 80 В | |
Коэффициент мощности | 0,95 (350А/34,0В) | |
КПД | 0,86 | |
Габариты | 500х180х390 мм | |
Масса | 21 кг | |
7. Гарантийные условия
ТОО Fin Weld Azia предоставляет на изделия, изготовленные и поставленные компанией, гарантию в течении одного года, покрывающую дефекты в материалах или в изготовлении. Выполнение гарантийного ремонта допускается только уполномоченным агентом, то есть компанией ТОО Welding Service.
Упаковка, перевозка и страховка оплачиваются заказчиком.
Гарантия вступает в силу с даты закупки оборудования. Устные обязательства, не включенные в условия гарантии, не являются обязывающими для компании, предоставляющей гарантию.
Ограничения гарантии
На приведенные ниже условия гарантия не распространяется: Дефекты, связанные с естественным износом, невыполнение инструкций по эксплуатации и техническому обслуживанию, перегрузка, небрежность, подсоединение к неправильному или неисправному напряжению питания (в том числе пики напряжения, непредусмотренные в спецификации на оборудование), неправильное давление газа, помехи или неисправности в электрической сети, повреждения при перевозке или хранении, а также повреждения, вызванные пожаром или силами природы. Гарантия не распространяется на прямые или косвенные расходы на поездки, суточные или на проживание, связанные с гарантийным обслуживанием.
Гарантия не распространяется на сварочные горелки и их расходные детали, ведущие ролики, устройства подачи проволоки, а также на направляющие каналы устройства подачи.
Гарантия не распространяется на прямые или косвенные повреждения, вызванные неисправным оборудованием.
Гарантия утрачивает свою силу, если установка подверглась изменениям, несогласованным с изготовителем, или если при ремонте использовались не фирменные запасные части завода-изготовителя.
Гарантия утрачивает силу, если ремонтные работы выполняются агентом по ремонту, не уполномоченным компанией ТОО Fin Weld Azia.
Выполнение гарантийного ремонта
О появлении дефектов, на которые распространяется гарантия, необходимо немедленно сообщить в компанию ТОО Fin Weld Azia или к официальному агенту по обслуживанию в компанию ТОО Welding Serviсe.
До начала гарантийного ремонта заказчик должен предъявить гарантийное свидетельство или другим путем письменно доказать действие гарантии.
В доказательстве должна быть указана дата закупки и заводской номер ремонтируемого оборудования. Детали, замененные на основании гарантии, остаются собственностью компании ТОО Welding Serviсe.
После выполнения гарантийного ремонта действие гарантии на отремонтированное или замененное оборудование продолжается до конца его первоначального гарантийного срока.
