
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
На правах рукописи
АНИЧКИН Александр Николаевич
ПОВЫШЕНИЕ эффективности ИЗГОТОВЛЕНИЯ УПОРНЫХ ПОДШИПНИКОВ на основе разработки МАЛООТХОДНОЙ
технологии ИЗГОТОВЛЕНИЯ КОЛЕЦ иЗ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ
Специальность 05.02.08 – Технология машиностроения
Автореферат
диссертации на соискание ученой степени
кандидата технических наук
Саратов 2011
Работа выполнена в Федеральном государственном бюджетном образовательном учреждении высшего профессионального образования
«Саратовский государственный технический университет
имени »
Научный руководитель: | доктор технически наук, профессор, заслуженный деятель наук РФ, лауреат премии Президента РФ |
Официальные оппоненты: | доктор технических наук, профессор кандидат технических наук, доцент |
Ведущая организация: | НПП «Алмаз» (г. Саратов) |
Защита состоится 23 декабря 2011 г. в 13.00 часов на заседании диссертационного совета Д 212.242.02 в ФГБОУ ВПО «Саратовский государственный технический университет имени » г. Саратов, Политехническая, 77, корп. 1, конференц-зал.
С диссертацией можно ознакомиться в библиотеке ФГБОУ ВПО «Саратовский государственный технический университет имени ».
Автореферат разослан __ ноября 2011 г.
Автореферат размещен на сайте ФГБОУ ВПО: www. ***** __ ноября 2011 г.
Ученый секретарь
диссертационного совета
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность темы. В существующих условиях конкуренции на рынке подшипников качения становится важным обеспечение производства изделий высокого качества с новыми потребительскими свойствами и пониженными производственными затратами. Это возможно на основе эффективного использования накопленного в России мощного научного потенциала, внедрения в производство новых эффективных наукоемких технологий, создания разработок в области совершенствования конструкций машин и механизмов.
Среди большого разнообразия на рынке конструкций подшипников качения большую долю составляют упорные подшипники, упорные подшипники в большом количестве используются в различных узлах автомобилей - передняя стойка, коробка передач, узел сцепления и др., в тракторах, комбайнах, самолетах, разнообразной бытовой технике. К числу проблемных подшипников, например, относится упорно-радиальный подшипник верхней опоры передней стойки легковых отечественных автомобилей «Калина», «Приора», «Гранта», а также автомобилей зарубежных моделей: «Renault», «Nissan», Ford, Volkswagen и многих других. Отечественные упорные подшипники не обеспечивают требуемый ресурс работы, очень велика стоимость этих подшипников.
В области изготовления этих и других подшипников в последнее время достигнуты большие успехи. Для изготовления деталей подшипников используются высококачественные стали, широко применяются станки с программным управлением, используется эффективный режущий инструмент и т. д. Однако основным недостатком современного подшипникового производства остается низкий коэффициент использования материалов, так как значительная часть металла (более 50%) при обработке заготовок удаляется в стружку. В связи с этим существующая технология и известные способы производства деталей подшипников все еще малоэффективны, их изготовление сопровождается высокими материальными и трудовыми затратами, что приводит к высокой стоимости этих подшипников. Поэтому тема работы по совершенствованию технологии изготовления деталей подшипников, созданию малоотходных и безотходных методов производства является актуальной.
Целью данной работы является повышение эффективности производства упорных подшипников качения на основе разработки малоотходной технологии изготовления их колец из металлической ленты.
Методы и средства исследований. Построение математической модели процесса формирования опорных колец подшипников из металлической ленты осуществлялось с применением методов технологии машиностроения и сопротивления материалов. Для моделирования динамических свойств деталей использовался программный продукт Solid Works Simulation Xpress 3D. Экспериментальные исследования проводились на основе методов математической статистики и теории планирования экспериментов. В качестве средств исследования использовались современное оборудование и приборы .
Научная новизна работы:
1. Выполнен системный анализ безотходных и малоотходных методов изготовления деталей машин и приборов, обоснован способ изготовления колец упорных подшипников из металлической ленты путем навивки ленты в рулон, обеспечивающий существенную экономию материала и других производственных ресурсов при его использовании. Описаны критерии, определяющие прочностные показатели колец упорных подшипников в процессе их изготовления из металлической ленты методом навивки.
2. Разработана математическая модель формирования деформационно-напряженного состояния и прочностных свойств деталей, изготовляемых из металлической ленты, установлен механизм влияния основных технологических факторов: диаметра предварительного изгиба ленты, длины ленты, силы статического натяжения ленты, частоты вращения оправки, на прочностные параметры деталей типа колец.
3. Разработана и построена в программе Solid Works Simulation Xpress 3D имитационная модель процесса формирования прочностных свойств деталей типа колец упорных подшипников, получены результаты, подтверждающие теоретические исследования и показывающие наиболее опасные для разрушения участки деталей.
4. Получены регрессионные зависимости прочностных параметров колец подшипников от основных технологических факторов: диаметра предварительного изгиба ленты, длины ленты, силы статического натяжения ленты, частоты вращения оправки, выполнен анализ этих зависимостей, обоснованы рациональные условия формирования колец, подтверждена адекватность аналитических зависимостей.
Практическая ценность и реализация результатов работы.
Практическая ценность работы заключается:
- в разработанной перспективной малоотходной технологии формирования рабочих колец подшипников из металлической ленты, позволяющей существенно снизить материалоемкость и трудоемкость, значительно упростить технологию производства колец упорных подшипников;
- в предложенном ресурсосберегающем оборудовании для формирования колец из металлической ленты; данное оборудование является простым в изготовлении, настройке и ремонте, для работы на нем не требуется специального обучения и навыков;
- в предложенных рациональных условиях осуществления процесса формирования колец, полученных методом расчетов и доказанных лабораторными испытаниями.
Методика, алгоритм и технология производства опорных колец подшипников из металлической ленты приняты к внедрению в НИМ» СГТУ. Предложена методика расчета экономического эффекта от внедрения разработанных технологий и оборудования в условиях реального производства.
Положения, выносимые на защиту:
1. Системный анализ безотходных и малоотходных методов изготовления деталей машин и приборов; предложен инновационный способ изготовления колец упорных подшипников из металлической ленты путем навивки ленты в рулон, обеспечивающий возможность существенной экономии материала и других производственных ресурсов при его использовании.
2. Математическая модель формирования деформационно-напряженного состояния и прочностных свойств деталей, изготовляемых из металлической ленты; установлен механизм влияния основных технологических факторов: диаметра предварительного изгиба ленты, длины ленты, силы статического натяжения ленты, частоты вращения оправки на прочностные параметры деталей типа колец.
3. Имитационная модель процесса формирования прочностных свойств деталей типа колец упорных подшипников; получены результаты, подтверждающие теоретические исследования и показывающие наиболее опасные для разрушения участки деталей; разработана и построена в программе Solid Works Simulation Xpress 3D.
4. Регрессионные зависимости прочностных параметров колец подшипников от основных технологических факторов: диаметра предварительного изгиба ленты, длины ленты, силы статического натяжения ленты, частоты вращения оправки; выполнен анализ указанных зависимостей, обоснованы рациональные условия формирования колец, подтверждена адекватность аналитических зависимостей.
Обоснованность и достоверность научных положений, выводов и рекомендаций подтверждается лабораторными исследованиями, выполненными с применением научно обоснованных средств измерений и обработки экспериментальных данных, показателями опытно-производственного внедрения, а также соответствием результатов исследований современному уровню.
Апробация работы. Основные положения диссертационной работы по мере их разработки докладывались и обсуждались на научно-технических конференциях различного уровня:
- научных семинарах кафедры «Технология машиностроения» СГТУ 2г.,
- международной молодежной научной конференции, Республика Марий Эл, 2010, Марийский государственный технический университет;
- Общероссийском конкурсе проектов Фонда содействия развитию МП НТС в рамках программы «СТАРТ 10», 2010;
- Общероссийском конкурсе проектов Фонда содействия развитию МП НТС в рамках программы «СТАРТ 11», 2011;
По тематике данной работы были получены грамоты и награды в конкурсах:
- почетная грамота за 2-е место в региональном конкурсе «Лучшее бизнес-предложение инновационного проекта» и 3-е место в общекомандном результате 2009;
- золотая медаль и диплом первой степени за первое место в конкурсе «5-й Саратовский салон изобретений, инноваций и инвестиций» 2010;
- присужден статус победителя и получено денежное финансирование 1 000 000 руб. в конкурсе проектов по программе «СТАРТ 10» 2010.
Публикации. По результатам исследований получено одно положительное решение о выдаче патента, опубликованы 10 работ, среди которых 4 статьи в изданиях, входящих в перечень ВАК РФ.
Структура и объем работы. Диссертация состоит из введения, 5 глав, общих выводов, списка использованной литературы из 117 наименований, 10 приложений. Основная часть работы изложена на 171 странице машинописного текста, содержит 24 таблицы, 96 рисунков.
Содержание работы
Во введении обоснована актуальность темы диссертации, определена цель, сформулирована научная новизна и практическая ценность, приведены сведения об апробации результатов работы.
В первой главе произведен анализ современных способов и технических средств, применяемых при изготовлении деталей из металлической ленты, дан анализ эффективности изготовления таких деталей, проанализированы основные плюсы и минусы существующих методов.
Актуальной задачей современного машиностроения являются экономия материалов, труда и энергии, широкое внедрение ресурсосберегающих технологий. Приведенный обзор исследований в области повышения коэффициента использования материалов изделий (, , , и др.) показал, что одним из эффективных методов снижения материалоемкости деталей и уменьшения является их изготовление из многослойных материалов. Наиболее пригодными к изготовлению по ленточным и пластинчато-листовым технологиям являются тонкостенные тела вращения, подшипники, корпусные детали и профильно-оболочковые детали (рис.1). Детали, изготовленные из многослойных материалов, имеют высокие жесткость, прочность и повышенные рабочие свойства. Преимуществом многослойных деталей также является то, что они эффективно демпфируют динамические силы и поглощают вибрации, шумы. Кроме того, данный метод обеспечивает снижение расхода основных материалов.
Эти положительные свойства в сочетании с облегчённой и материалоэкономной конструкцией представляют интерес для дальнейшего рассмотрения и внедрения в производство.
Наиболее эффективным на данный момент методом замены стандартной технологии изготовления деталей колец подшипников является метод малоотходной технологии изготовления из многослойных материалов деталей подшипников качения. Известно (, , и др.), что традиционные методы изготовления деталей подшипников весьма трудоемки и связаны с большим расходом материалов. Кроме того, детали подшипников качения обладают малой жесткостью и поэтому даже при наличии небольших остаточных напряжений теряют при эксплуатации свои форму и размеры. Указанные недостатки можно было бы устранить, если изготавливать детали подшипников из многослойных материалов. Но, к сожалению, технология изготовления деталей подшипников из многослойных материалов в настоящее время отсутствует. | |
Рис. 1. Схема наиболее пригодных к изготовлению по ленточным и пластинчато-листовым технологиям деталей |
На основе вышеизложенной цели работы сформулированы задачи исследований:
1. Предложить малоотходную технологию формирования опорных колец упорных подшипников из металлической ленты.
2. Разработать математическую модель формирования потребных прочностных свойств деталей, изготовляемых из металлической ленты.
3. Выполнить компьютерное моделирование процесса формирования прочностных свойств деталей типа колец упорных подшипников.
4. Исследовать закономерности процесса формирования колец из металлической ленты, отражающие влияние на показатели качества и производительность изготовления колец основных технологических факторов: геометрических параметров металлической ленты, силы натяжения ленты, скорости намотки ленты в рулон.
5. Разработать практические рекомендации по промышленному применению полученных результатов исследований.
Во второй главе рассмотрена технология изготовления колец подшипников из металлической ленты, выполнено построение математической модели формирования потребных прочностных свойств деталей, изготовляемых из металлической ленты, выполнено компьютерное моделирование процесса формирования прочностных свойств деталей типа колец упорных подшипников, разработаны алгоритм и программа расчета механических свойств деталей, изготовленных из металлической ленты, выполнен анализ влияния на эти свойства основных технологических факторов.
Схема технологического процесса изготовления кольцевых деталей из металлической ленты приведена на рис. 2. В оправке 1 неподвижно фиксируют конец металлической ленты 2. После этого оправка поджимается неподвижным упором (не показан) и включают вращение оправки 1. Лента 2 сматывается с бухты (не показана) и проходит при намотке на оправку 1 через механизм натяжения 3. В процессе вращения оправки 1 лента
| 2 наматывается на малый диаметр d кольцевой выточки оправки 1 до тех пор, пока рулон не достигнет диаметра D, равного большему диаметру кольцевой выточки оправки 1. В этот момент ленту 2 вблизи оправки 1 отрезают от бухты и при дальнейшем вращении оправки 1 свободный конец ленты 2 за счет натяга плотно укладывается в кольцевую канавку оправки 1. Вращение оправки 1 выключают, упор отводят в исходное положение (не показано), а из оправки 1 выпрессовывают полученный рулон в специально подго- |
Рис. 2. Схема процесса изготовления деталей из металлической ленты |
товленный кожух (не показан). После этого цикл повторяют.
При построении математической модели формирования напряженно-деформированного состояния (НДС) кольцевых деталей в процессе намотки из металлической ленты приняты некоторые допущения:
1. Сила натяжения ленты в процессе формирования детали создает напряжения растяжения, не вызывающие пластическую деформацию материала ленты.
2. Толщина ленты при натяжении не изменяется.
3. В процессе намотки лента находится в плоско-напряженном состоянии.
4. Каждый виток ленты рассмотрен как цилиндрическая оболочка, находящаяся в состоянии растяжения.
За аналог расчета при определении напряжений в витках деталей, изготовленных из многослойных материалов, и расчета радиального напряжения, действующего на деталь, использован метод расчета напряжений в составных трубах (, , ):
| (1) |
где: ![]() – внутреннее давление на деталь;
– внутреннее давление на деталь; ![]() – внешнее давление на деталь;
– внешнее давление на деталь; ![]() – радиус отверстия детали; b – радиус наружной поверхности детали; r – текущий радиус детали.
– радиус отверстия детали; b – радиус наружной поверхности детали; r – текущий радиус детали.
В результате преобразований получена формула для определения значений напряжений в витках деталей:
| (2) |
 ,
,где: ![]() – радиальное напряжение;
– радиальное напряжение; ![]() – тангенциальное напряжение.
– тангенциальное напряжение.
Для определения прочностных свойств многослойных кольцевых деталей рассмотрим схему, приведенную на рис.3. Деталь состоит из нескольких слоев, число которых равно n, все слои имеют равную толщину δ и ширину h. Деталь изготовлена следующим образом. На цилиндрическую оправку с радиусом |
|
Рис. 3. Схема формирования многослойной детали вращения |
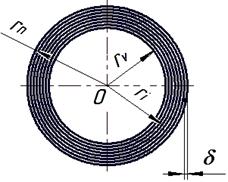
На это кольцо с натягом ![]() запрессовывается второе кольцо. И так далее последовательно каждое последующее кольцо с натягом
запрессовывается второе кольцо. И так далее последовательно каждое последующее кольцо с натягом ![]() запрессовывается на предыдущее кольцо, образуя
запрессовывается на предыдущее кольцо, образуя ![]() - й слой детали.
- й слой детали.
Между слоями детали образуется контактное напряжение ![]() . Так как толщина каждого витка мала по сравнению с его радиусом, расчет напряжений в каждом слое производился на основе безмоментной теории оболочек. Выделим в данном слое элемент, представленный на рис. 4, на который действуют нормальные напряжения. Обозначим через
. Так как толщина каждого витка мала по сравнению с его радиусом, расчет напряжений в каждом слое производился на основе безмоментной теории оболочек. Выделим в данном слое элемент, представленный на рис. 4, на который действуют нормальные напряжения. Обозначим через ![]() нормальные растягивающие напряжения, направленные вдоль окружности детали, а через
нормальные растягивающие напряжения, направленные вдоль окружности детали, а через ![]() – нормальные напряжения, направленные вдоль ее оси.
– нормальные напряжения, направленные вдоль ее оси.
|
Рис. 4. Элемент поверхности произвольного витка кольца |
В соответствии с уравнением Лапласа
| (3) |
где:![]() – радиус поперечного сечения слоя;
– радиус поперечного сечения слоя; ![]() – радиус средней окружности
– радиус средней окружности ![]() – го слоя.
– го слоя.
Для слоя, имеющего цилиндрическую форму, . Поэтому из равенства (3) получим
. Поэтому из равенства (3) получим
| (4) |
Равенство (4) показывает, что контактное напряжение между слоями даже при одинаковом натяге слоев различно и оно уменьшается по мере возрастания радиуса.
Несложно определить, что нормальные напряжения вдоль окружности слоя зависят от величины натяга:
| (5) |
где ![]() – модуль упругости материала ленты, а
– модуль упругости материала ленты, а
| (6) |
 .
.Радиус витка зависит от его номера:
| (7) |
Примем, что натяг между витками не постоянный и изменяется в соответствии с равенством
 .
.
С учетом данного выражения и выражений (5), (7) и (4) получим:
| (8) |
 ,
,где
| (9) |
 .
.В процессе намотки детали нормальные напряжения вдоль ленты определяются силой ![]() ее натяжения:
ее натяжения: ![]() . Поэтому из равенства (5)
. Поэтому из равенства (5)
| (10) |
а из (8)
| (11) |
 ,
,где ![]() – сила натяжения ленты при формировании первого витка;
– сила натяжения ленты при формировании первого витка; ![]() – ширина ленты.
– ширина ленты.
Так как в упорном подшипнике рабочая нагрузка действует со стороны торца детали, одним из основных показателей качества деталей является напряжение сдвига между витками ![]() . С учетом равенства (8):
. С учетом равенства (8):
| (12) |
 ,
,где ![]() – коэффициент трения скольжения.
– коэффициент трения скольжения.
Из равенства (12) видно, что напряжение сдвига между витками во многом зависит от характера изменения силы натяжения ленты в процессе намотки, определяемого коэффициентом ![]() . Если
. Если ![]() , то сила натяжения ленты в процессе намотки постоянна и следовательно, по мере намотки витков ленты напряжение сдвига уменьшается. Если
, то сила натяжения ленты в процессе намотки постоянна и следовательно, по мере намотки витков ленты напряжение сдвига уменьшается. Если ![]() , то с увеличением порядкового номера витков напряжение сдвига может сохраняться постоянным, но может и существенно возрастать. Таким образом, регулируя характер изменения силы натяжения ленты в процессе намотки, можно существенно изменять нагрузочную способность кольца подшипника.
, то с увеличением порядкового номера витков напряжение сдвига может сохраняться постоянным, но может и существенно возрастать. Таким образом, регулируя характер изменения силы натяжения ленты в процессе намотки, можно существенно изменять нагрузочную способность кольца подшипника.
Если после намотки деталь снимается с оправки, то между витками происходит перераспределение напряжений. Как следует из равенства (8), напряжение между ![]() -м и соседним витком будет равно:
-м и соседним витком будет равно:
| (13) |
 ,
,где ![]() – радиальная деформация i – го витка после снятия детали с оправки.
– радиальная деформация i – го витка после снятия детали с оправки.
При условии неразрывности контакта витков их радиальная деформация должна осуществляться на одинаковую величину ( ).
).
Величину свободной деформации витков ![]() найдем из условия равенства сил сжатия и сил растяжения, действующих между витками:
найдем из условия равенства сил сжатия и сил растяжения, действующих между витками:
| (14) |
где с – число витков в детали.
Решая равенства (13) и (14) относительно ![]() , получим
, получим
| (15) |
 .
.Равенства (13) и (15) позволяют определить напряжения между витками детали после снятия ее с оправки. Как видно из этих равенств, при формировании детали с постоянным натяжением ленты (![]() ) после снятия детали с оправки между витками отсутствует напряжение. При
) после снятия детали с оправки между витками отсутствует напряжение. При ![]() внутренние витки находятся в состоянии сжатия, а наружные витки – в состоянии растяжения. Поэтому детали, изготовленные навивкой из ленты, как и многослойные трубы, выдерживают значительно большее внутреннее давление, чем детали, изготовленные из сплошных материалов.
внутренние витки находятся в состоянии сжатия, а наружные витки – в состоянии растяжения. Поэтому детали, изготовленные навивкой из ленты, как и многослойные трубы, выдерживают значительно большее внутреннее давление, чем детали, изготовленные из сплошных материалов.
Разработаны алгоритм и программы расчета прочностных свойств колец подшипников на основе полученной математической модели. Выполнен анализ влияния различных факторов на величину контактных напряжений между витками и напряжение сдвига между ними.
Таким образом, мы получили искомые зависимости для расчета напряжений в детали, изготовленной навивкой из металлической ленты. Исследования показали, что, регулируя значение ![]() при формировании слоев детали, можно существенно влиять на ее прочностные свойства.
при формировании слоев детали, можно существенно влиять на ее прочностные свойства.
Полученная математическая модель формирования напряжений в детали, изготовленной навивкой из металлической ленты, была дополнена компьютерной моделью. Для осуществления компьютерного моделирования прочностных свойств кольцевой детали была построена ее 3D модель. Процесс построения и расчетов проводился в программе Solid Works Simulation Xpres.
Для крепления детали были выбраны 2 поверхности: - внутренняя цилиндрическая и наружная цилиндрическая поверхности детали (рис. 5). Равномерно распределенную нагрузку прикладывали к месту расположения дорожки качения.
Значение нагрузки выбрано равным 1500 Н, т. к. такая нагрузка наиболее распространена на практике (на рисунке показана стрелками, указывающими на дорожку качения).
моделирования | Определялся запас прочности детали как отношение фактического напряжения сдвига между витками к максимальному напряжению сдвига, при котором происходит смещение витков относительно друг друга. По величине напряжения в различных точках кольца можно судить о возможности нарушения его целостности под действием внешней нагрузки. |
 Рис. 5. Расчетная схема компьютерного
Рис. 5. Расчетная схема компьютерногоМоделирование показало, что при указанном нагружении наибольшее напряжение сдвига возникает у внутренней и наружной поверхностей модели, а в центре модели напряжения стремятся к минимуму. При заданной нагрузки запас прочности получился больше единицы, что означает сохранение целостности детали.
Выполнен анализ влияния действующих факторов на прочность изготовления детали методом навивки из металлической ленты. Это позволило выявить наиболее влияющие факторы и определить область рациональных значений технологических параметров.
В третьей главе представлена методика проведения экспериментальных исследований. Изложены объекты, средства и условия проведения экспериментальных исследований, разработана конструкция экспериментальной установки.
Сложность процесса навивки металлической ленты в рулон, взаимодействие большого числа факторов делают целесообразным использование методов математической статистики при его исследовании. Данные методы позволяют в значительной мере исключить интуитивный подход, заменив его научно обоснованной программой проведения экспериментальных исследований.
В результате выполненного математического моделирования установлено, что на основные параметры точности и качества поверхности при изготовлении колец подшипников методом навивки оказывают влияние большое количество технологических факторов, таких как: исходный диаметр, величина выпуклости ленты, сила натяжения ленты, скорость вращения оправки, смазка, толщина ленты, время навивки и т. д. На основании выполненного анализа были выделены наиболее важные и значимые факторы. В качестве контролируемых факторов были приняты: диаметр предварительного изгиба ленты (![]() , мм), длина ленты (
, мм), длина ленты (![]() ,м), сила статического натяжения ленты (
,м), сила статического натяжения ленты (![]() , Н), частота вращения оправки (
, Н), частота вращения оправки (![]() , об/мин).
, об/мин).
Поскольку число факторов в нашем случае равно четырем, выбран план полного факторного эксперимента – 24. В качестве показателей прочностных свойств детали использовались:
- ![]() сила воздействия на торец детали в зоне расположения дорожки качения, при которой начинается сдвиг витков ленты относительно друг друга.
сила воздействия на торец детали в зоне расположения дорожки качения, при которой начинается сдвиг витков ленты относительно друг друга. ![]() ;
;
- ![]() - диаметральная жесткость детали как отношение сил сжатия детали вдоль ее диаметра к деформации детали в этом направлении, Н/мм;
- диаметральная жесткость детали как отношение сил сжатия детали вдоль ее диаметра к деформации детали в этом направлении, Н/мм;
- ![]() - изгибная жесткость детали как отношение силы, действующей в диаметральной плоскости детали, опирающейся по краям на неподвижную опору, к величине прогиба детали в этой плоскости, Н/мм;
- изгибная жесткость детали как отношение силы, действующей в диаметральной плоскости детали, опирающейся по краям на неподвижную опору, к величине прогиба детали в этой плоскости, Н/мм;
- ![]() - осевая жесткость детали как отношение силы, распределенной по окружности дорожки качения, к упругому перемещению дорожки качения под действием этой силы, Н/мм;
- осевая жесткость детали как отношение силы, распределенной по окружности дорожки качения, к упругому перемещению дорожки качения под действием этой силы, Н/мм;
- ![]() - твердость материала по Бринеллю (ГОСТ 9012-59) в зоне расположения дорожки качения, МПа.
- твердость материала по Бринеллю (ГОСТ 9012-59) в зоне расположения дорожки качения, МПа.
Для изготовления колец подшипников методом навивки была сконструирована и изготовлена экспериментальная установка (рис. 6). Устройство состоит из станины, в которой установлены электродвигатель и редуктор, связанные между собой посредством клиноременной передачи. Редуктор передает вращение на шпиндель, смонтированный в корпусе шпиндельной бабки с возможностью перемещения вдоль оси от ручного привода. На шпинделе установлена оправка. Оправка имеет кольцевую выточку с большим диаметром D и малым диаметром d (рис. 2).
В кольцевой выточке оправки закреплен конец металлической ленты. Металлическая лента предварительно наматывается на оправку механизма натяжения. В процессе формирования детали лента сматывается с оправки, которая вращается в подшипниках механизма натяжения. Натяжение ленты обеспечивает сила трения, возникающая между поверхностью ленты и упором, прижимаемым к ленте с заданной силой. |
проката в рулон |
 Рис.6. Установка для намотки тонкого
Рис.6. Установка для намотки тонкого По результатам исследований строились регрессионные зависимости. Оценка достоверности уравнений регрессии оценивалась по критерию Фишера.
Оптимизацию режима формирования деталей в процессе навивки осуществляли на основе симплекс-метода. Для этого на основе полученных моделей процесса была построена математическая модель процесса формирования деталей. Ограничительными факторами являлись твердость поверхности дорожки качения, сила сдвига витков детали, сила натяжения ленты и частота вращения детали. В качестве критерия оптимизации использовалась производительность формирования колец, прямо пропорциональная отношению частоты вращения оправки к длине ленты:  .
.
Достоверность результатов аналитических исследований оценивалась по среднему абсолютному отклонению расчетных значений от опытных данных.
В четвертой главе приведены результаты и выполнен анализ экспериментальных исследований, определены рациональные условия формирования колец, приведено сравнение результатов аналитических и экспериментальных данных.
Получены следующие уравнения регрессии, связывающие указанные выше показатели процесса формирования колец с технологическими факторами:
| (16) |
| (17) |
| (18) |
| (19) |
| (20) |
Как видно из представленных зависимостей (16) – (20), наиболее значительное влияние на механические свойства изготовленных деталей оказывает сила ![]() статического натяжения ленты, что согласуется с теоретическими данными. Длина ленты
статического натяжения ленты, что согласуется с теоретическими данными. Длина ленты ![]() оказывает значительное влияние на качество формирования колец, если она не позволяет плотно установить деталь в кожух, так как при этом натяг в ленте уменьшается. С увеличением частоты вращения оправки
оказывает значительное влияние на качество формирования колец, если она не позволяет плотно установить деталь в кожух, так как при этом натяг в ленте уменьшается. С увеличением частоты вращения оправки ![]() в силу инерции системы намотки фактический натяг ленты возрастает по сравнению со статическим натягом, что приводит к увеличению прочностных параметров детали. При уменьшении диаметра предварительного изгиба ленты
в силу инерции системы намотки фактический натяг ленты возрастает по сравнению со статическим натягом, что приводит к увеличению прочностных параметров детали. При уменьшении диаметра предварительного изгиба ленты ![]() витки ленты при формировании детали более плотно укладываются в рулон, что повышает прочностные свойства детали.
витки ленты при формировании детали более плотно укладываются в рулон, что повышает прочностные свойства детали.
Адекватность математических моделей, представленных в гл. 2, с результатами опытов определялась путем сравнения расчетных и фактических значений силы сдвига витков ленты. На рис. 7 точками показаны экс -
Рис. 7. Теоретические | периментальные значения силы сдвига витков шариком, а сплошной линией – расчетные значения. Пунктирными линиями показаны доверительные границы экспериментальных значений, соответствующих доверительной вероятности 0,9. Как видно, расчетные значения находятся в пределах доверительных границ экспериментальных значений, что подтверждает соответствие расчетных значений экспериментальным данным. |
Выполненные исследования позволили определить рациональные параметры изготовления колец навивкой из металлической ленты.
Технико-экономическая эффективность процессов получения деталей типа колец подшипников обеспечивается за счет:
- экономии металла в результате получения заготовки, приближенной к форме деталей;
- повышения производительности и снижения трудоемкости производства заготовок;
- улучшения качества и эксплуатационных свойств деталей.
В пятой главе приведены практические рекомендации и технико-экономическая эффективность результатов исследования.
Выполненные исследования технологического процесса изготовления колец упорных подшипников из металлической ленты позволили глубже понять кинематику этого процесса и предложить технологию и оборудование для его практической реализации.
Новизна предложенных решений подтверждается положительным решением ФИПС по заявке № на изобретение «Установка для намотки тонкого проката в рулон». Отличительными признаками этого изобретения являются следующие: деталь изготавливается в виде рулона, навиваемого из металлической ленты на оправку, оправка выполнена в виде диска, имеющего кольцевую выточку с внутренним и наружным диаметрами, равными диаметрам изготавливаемого рулона, устройство снабжено упором, механизмом перемещения оправки вдоль оси до упора и механизмом натяжения ленты, упор снабжен пазом для подачи ленты в канавку оправки, а механизм натяжения ленты выполнен в виде неподвижной щели с изгибом, через которую подается лента.
Внедрение результатов исследований осуществлялось в «НПП НИМ» СГТУ при изготовлении упорных колец подшипников 0-04, используемых в верхней опоре передней стойки автомобилей ВАЗ «Калина», «Приора». Простое сравнение существующего технологического процесса изготовления упорных колец этих подшипников, используемого на подшипниковых заводах , и др., с предложенной технологией показывает значительные преимущества последней: обеспечивается высокий коэффициент использования материала до 0,95 и выше, не требуется трудоемкая и энергоемкая токарная и термическая обработка, малые габариты и простота конструкции и наладки оборудования, повышенная работоспособность подшипников.
Расчет экономического эффекта от практического использования предложенной технологии осуществлялся приближенным к условиям . Расчет показал, что при потребном объеме выпуска подшипников 0 в количестве 500 тыс. шт. в год экономический эффект составляет 18 млн. руб. в год, рентабельность 75%, срок окупаемости капитальных вложений – 0,9 года.
Высокое качество производимых в «НПП НИМ» СГТУ подшипников подтверждается результатами их испытаний в автоагрегатный завод», который является основным поставщиком передних стоек автомобилей на ВАЗ и отзывами потребителей данных подшипников.
ОСНОВНЫЕ ВЫВОДЫ
1. Проведенные теоретические и экспериментальные исследования позволили решить поставленную в работе актуальную задачу по разработке и отработке рациональных параметров малоотходного технологического процесса изготовления деталей подшипников из металлической ленты, обеспечивающего повышение эффективности производства и достижение требуемого качества упорных подшипников.
2. Предложена математическая модель формирования потребных прочностных свойств деталей, изготовляемых из металлической ленты. Показано влияние на прочностные свойства деталей различных технологических факторов. Анализ результатов расчета с применением предложенной математической модели позволил выявить наиболее влияющие факторы на прочностные свойства деталей и определить область рациональных значений технологических параметров.
3. Выполнено компьютерное моделирование процесса формирования прочностных свойств деталей типа колец упорных подшипников, который подтвердил результаты аналитических исследований.
4. Результаты экспериментальных исследований позволили получить регрессионные зависимости механических свойств деталей, изготовленных методом навивки из металлической ленты, от основных влияющих технологических факторов. Приведено сравнение экспериментальных исследований с результатами аналитических расчетов, что подтверждает адекватность предложенных математических моделей. Предложена методика оптимизации режима формирования деталей, получаемых навивкой из металлической ленты.
5. Разработаны практические рекомендации по промышленному применению результатов исследований. Новизна предложенной технологии подтверждается положительным решением ФИПС по заявке на изобретение № «Установка для намотки тонкого проката в рулон». Анализ эффективности предложенных решений показал значительные преимущества новой малоотходной технологии в сравнении с существующими технологиями изготовления упорных подшипников. Выполненные исследования позволили организовать производство упорных подшипников в условиях Саратовского государственного технического университета. Подшипники 0-04, изготовленные по предложенной технологии в условиях «НПП НИМ» СГТУ, успешно прошли испытания на автоагрегатный завод» – основном поставщике передних стоек автомобилей на ВАЗ, в которых используется данный подшипник. Имеются положительные отзывы об эксплуатации упорных подшипников производства «НПП НИМ» СГТУ от потребителей. Расчет показал, что при потребном объеме выпуска подшипников 0 в количестве 500 тыс. шт. в год, экономический эффект составляет 18 млн. руб. в год, рентабельность 75%, срок окупаемости капитальных вложений – 0,9 года.
6. Предложенная технология может эффективно использоваться для изготовления колец подшипников других типоразмеров взамен традиционных технологий.
По теме диссертации опубликованы следующие работы,
раскрывающие ее основное содержание:
Публикации в изданиях, рекомендованных перечнем ВАК РФ
1. Аничкин напряжения в многослойных кольцевых деталях / , // Вестник Саратовского государственного технического университета. 2010. № 1 (44). С. 53-59.
2. Аничкин рациональных условий формирования колец из металлической ленты / , // Известия Самарского научного центра Российской академии наук. 2011. Т 13. № 1 С. 508-511.
3. Аничкин формирования механических свойств многослойных деталей / , // Вестник Саратовского государственного технического университета. 2011. № 2 (56). С. 11-18.
4. Аничкин процесса нагрузок в кольцевых деталях / , // Вестник Саратовского государственного технического университета. 2011. № 2 (56). С. 92-96.
Публикации в других изданиях
5. Аничкин эксплуатационных свойств подшипников путем изготовления их деталей из волокнистых материалов / // Прогрессивные направления развития технологии машиностроения: сб. науч. тр. – Саратов: СГТУ, 2009. – С. 215-220.
6. Аничкин напряжений в деталях, изготовленных из многослойных материалов / // Прогрессивные направления развития технологии машиностроения: сб. науч. тр. – Саратов: СГТУ, 2009. – С. 220-223.
7. Аничкин и расчет прочностных свойств многослойных кольцевых деталей/ // Прогрессивные направления развития технологии машиностроения: сб. науч. тр. – Саратов: СГТУ, 2011. – С. 3-4.
8. Аничкин установка для изготовления колец подшипников / , // Прогрессивные направления развития технологии машиностроения: сб. науч. тр. – Саратов: СГТУ, 2011. – С. 4-8.
9. Аничкин прочностных свойств многослойных деталей / , // Международная молодежная научная конференция: сб. науч. тр. Секция № 9, Республика Марий Эл, Марийский государственный технический университет, 2010. – С. 37-38.
10. , , Установка для изготовления тел вращения / , // Международная молодежная научная конференция: сб. науч. тр. Секция № 9, Республика Марий Эл, Марийский государственный технический университет, 2010. – С. 38-40.
Патенты на изобретения
11. Решение ФИПС о выдаче патента по заявке на изобретение № «Установка для намотки тонкого проката в рулон» // , ,
АНИЧКИН Александр Николаевич
ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ ИЗГОТОВЛЕНИЯ УПОРНЫХ ПОДШИПНИКОВ НА ОСНОВЕ РАЗРАБОТКИ МАЛООТХОДНОЙ
ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ КОЛЕЦ
ИЗ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ
Автореферат
Подписано в печать 18.11.2011г. Бум. офсет. Тираж 100 экз. | Усл. печ. л. 1,0 Заказ __ | Формат 60×84 1/16 Уч.-изд. л. 1,0 Бесплатно |
Саратовский государственный технический университет
Саратов, Политехническая ул., 77
Отпечатано в Издательстве СГТУ: 7
Тел.: ; , e-mail: *****@***ru
