
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
г. САНКТ-ПЕТЕРБУРГ |
ПОЛУАВТОМАТ ИНВЕРТОРНЫЙ Норма-200МП Паспорт МАТУ.683182.006 ПС |
СОДЕРЖАНИЕ
1. НАЗНАЧЕНИЕ. 2
2. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ. 2
3. КОМПЛЕКТ ПОСТАВКИ. 3
4. УСТРОЙСТВО И ПРИНЦИП РАБОТЫ.. 3
5. УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ. 5
6. ПОДГОТОВКА И ПОРЯДОК РАБОТЫ.. 6
7. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ. 7
8. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И СПОСОБЫ ИХ УСТРАНЕНИЯ. 8
9. ПРАВИЛА ТРАНСПОРТИРОВАНИЯ И ХРАНЕНИЯ. 9
10. СВИДЕТЕЛЬСТВО О ПРИЕМКЕ. 10
11. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА. 11
Приложение: Схема электрическая принципиальная, Перечень элементов.
1. НАЗНАЧЕНИЕ
Полуавтомат для дуговой сварки (именуемый в дальнейшем «полуавтомат») предназначен для дуговой сварки металлоконструкций стальной электродной проволокой диаметром 0,6…1,0 мм в среде углекислого и инертных газов.
Данный полуавтомат предназначен для использования, как на промышленных предприятиях, так и в личном пользовании граждан.
2. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
2.1. Номинальное напряжение питания, В.................% +10%, 1 фаза;
2.2. Сварочный ток, А.......................................................................................... 7¸190;
2.3. Сварочный ток при (Т = 25°С):
ПН 40%, А..........................................................................................;
ПН 100%, А.......................................................................................;
2.4. Диапазон регулирования сварочного напряжения, В....................... 12¸25;
2.5. Диапазон регулирования скорости подачи проволоки, м/мин........;
2.6. Диаметр кассеты для проволоки, мм.........................................................;
2.7. Габаритные размеры без упаковки.........................................´380´420;
2.8. Масса, кг, не более............................................................................................... 18;
2.9. Рабочие условия эксплуатации:
· температура окружающего воздуха от -25°С до +35°С;
· влажность окружающего воздуха до 80% при температуре плюс 20°С;
· отсутствие воздействия атмосферных осадков: дождя, снега;
· отсутствие ударных воздействий,
· отсутствие воздействия агрессивных сред, разрушающих изоляцию и элементы конструкции.
2.10. Средний срок службы, лет, не менее............................................................... 5.
3. КОМПЛЕКТ ПОСТАВКИ
В комплект поставки входят:
- полуавтомат сварочный, шт............................................................................... 1; клица силовая, шт................................................................................................... 1; паспорт, шт............................................................................................................
4. УСТРОЙСТВО И ПРИНЦИП РАБОТЫ
4.1. Полуавтомат выполнен в металлическом корпусе со съемной крышкой. В верхней части полуавтомата расположены механизм подачи проволоки и катушка с проволокой с тормозным механизмом, в нижней части – инверторный сварочный выпрямитель, газовый клапан, плата управления двигателем механизма подачи, клапаном, а также вспомогательные компоненты.
4.2. На передней панели полуавтомата размещены следующие элементы (см. рис. 4.1):
1) евроразъем для подключения сварочной горелки;
2) клемма для подключения силового сварочного кабеля заземления;
3) ручка регулировки скорости подачи проволоки;
4) ручка плавной регулировки сварочного напряжения;
5) ручка регулировки индуктивности сварочного дросселя;
6) тумблер включения сети;
7) светодиодные индикаторы включения сети и перегрева полуавтомата.
На задней панели полуавтомата размещен: штуцер газового клапана.
4.3. Механизм подачи полуавтомата состоит (см. рис. 4.2) из мотор-редуктора (1), ведущего ролика с канавкой для сварочной проволоки (2), прижимного ролика-подшипника (3), прижимной пружины (4), винта регулировки прижима (5), направляющей пружины (6) и ряда вспомогательных элементов.
4.4. Запуск полуавтомата осуществляется от кнопки сварочной горелки. При нажатии кнопки сварочной горелки происходит согласованное включение газового клапана, механизма подачи проволоки и сварочного напряжения. При отпускании кнопки сварочной горелки прекращается подача проволоки, с задержкой выключаются газ и сварочное напряжение.

Рис 4.1
4.5. Полуавтомат снабжен тепловым датчиком, который предохраняет электрические элементы от перегрева. После срабатывания датчика блокируется подача сварочного напряжения и на передней панели загорается светодиод «Перегрев».
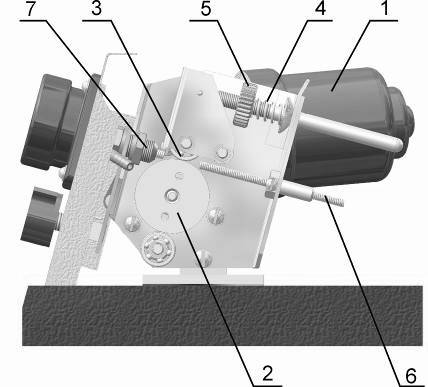
Рис. 4.2
5. УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ
5.1. Перед подключением полуавтомата к электрической сети необходимо надежно заземлить его корпус. Для этого контур защитного заземления подсоединяют через отдельный заземляющий провод сечением не менее 6 мм2 к болту заземления, расположенному на задней панели полуавтомата.
5.2. При проведении сварочных работ соблюдайте требования ГОСТ 12.3.003‑86 «Работы электросварочные. Требования безопасности».
Запрещается:
- работать без надежного заземления полуавтомата; работать с полуавтоматом в особо сырых помещениях при относительной влажности воздуха близкой к 100%; работать с полуавтоматом под воздействием атмосферных осадков и агрессивных сред, разрушающих изоляцию и элементы конструкции; использовать полуавтомат при неработающем вентиляторе, снятых боковых крышках, видимых повреждениях органов управления и сетевого кабеля; вскрывать полуавтомат при его ремонте и техническом обслуживании без отключения от сети.
6. ПОДГОТОВКА И ПОРЯДОК РАБОТЫ
6.1. Установите полуавтомат на рабочем месте таким образом, чтобы был обеспечен свободный забор и выход воздуха через вентиляционные жалюзи полуавтомата.
6.2. Подключите к полуавтомату сварочную горелку.
6.3. Снимите крышку с корпуса полуавтомата. Установите катушку с проволокой на ось тормозного устройства. Проверните катушку вручную. Она должна проворачиваться с небольшим усилием для предотвращения раскручивания проволоки из-за инерции вращения. Силу торможения отрегулируйте подпружиненной гайкой тормозного устройства.
6.4. Вставьте сварочную проволоку через направляющую пружину (6) между роликами (2,3) в приемный конус разъема сварочной горелки (7) (см. рис. 4.2).
6.5. Установите сварочную проволоку в канавку ведущего ролика (2), зафиксируйте ее прижимным роликом (3). Винтом (5) установите усилие прижима, достаточное для подачи проволоки.
ВНИМАНИЕ! Для сварки используйте очищенную сварочную проволоку без следов загрязнения и ржавчины во избежание засорения направляющего канала сварочной горелки и отказа в работе полуавтомата.
6.6. Снимите латунное сопло с горелки, вывинтите медный наконечник, через который подается проволока в зону сварки.
6.7. Подключите кабель питания полуавтомата к сети 220В и включите тумблер на передней панели полуавтомата в положении «Включено», при этом должен заработать вентилятор и загореться светодиодный индикатор «Сеть».
6.8. Установите регулятор скорости подачи проволоки в среднее положение.
6.9. Нажмите кнопку сварочной горелки, сварочная проволока должна пройти канал сварочной горелки и выйти из него на длину 30...50 мм. Наденьте медный наконечник на сварочную проволоку, завинтите его в сварочную горелку до упора. Установите сопло.
6.10. Подключите к полуавтомату баллон с углекислым газом и установите редуктором давление в магистрали 0,8...1 МПа (0,8...1 кг/см2).
ВНИМАНИЕ! Если давление газа превышает 1,5 кг/см2, возможны отказы в работе газового клапана. Для восстановления работоспособности клапана необходимо снять давление, а затем установить величину давления газа в допустимом диапазоне.
6.11. Подключите минусовый сварочный провод к свариваемой детали. Установите требуемое сварочное напряжение ручкой плавной регулировки напряжения. Регулировкой скорости подачи проволоки подберите оптимальный режим сварки. Ручкой регулировки индуктивности сварочного дросселя подберите минимальное разбрызгивание.
ВНИМАНИЕ! Сварка током 120А может производиться непрерывно. Сварка током свыше 120А должна производиться с соблюдением ПН (п/п 2.3.) в течение каждого 10 минутного интервала. При несоблюдении последнего условия полуавтомат перегреется, автоматически выключится сварочное напряжение и загорится светодиод «ПЕРЕГРЕВ». В этом случае необходимо дать выпрямителю остыть с работающим вентилятором в течение 5 минут, затем произвести повторное включение выпрямителя.
7. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
7.1. Для обеспечения нормальной работы полуавтомата в течение срока эксплуатации необходимо производить регулярное техническое обслуживание сварочной горелки, механизма подачи и сварочного инвертора путем визуального осмотра и чистки полуавтомата.
7.2. Техническое обслуживание сварочной горелки проводят каждый раз перед началом работы в соответствии с ее эксплуатационными документами.
7.3. Чистку механизма подачи проводят периодически по мере загрязнения, но не реже одного раза в месяц. Для этого необходимо продуть элементы конструкции сжатым сухим воздухом до полного удаления пыли и грязи.
7.4. По мере износа канавки направляющего ролика, ролик необходимо заменить.
7.5. Визуальный осмотр проводят каждый раз перед началом работы с полуавтоматом. При этом проверяют состояние и крепление органов управления, гнезд подключения кабелей, отсутствие повреждений кабелей, вилок и электрододержателя. Обнаруженные неисправности устраняют либо самостоятельно, либо обращаясь на предприятие-изготовитель полуавтомата - в зависимости от их сложности.
7.6. Внутреннюю чистку полуавтомата проводят периодически с интервалом, зависящим от интенсивности эксплуатации полуавтомата. При ежедневной эксплуатации полуавтомата в течении 8 часов чистку проводят не реже 1 раза в 3 месяца, при меньшей интенсивности эксплуатации период чистки пропорционально увеличивается. Для чистки полуавтомата снимают верхнюю и боковые крышки корпуса и продувают внутренний объем выпрямителя сухим сжатым воздухом до полного удаления пыли с элементов конструкции полуавтомата. Чистка производится только при полном отключении полуавтомата от сети (при отсоединении вилки от сетевой розетки), после 3-х минутной выдержки полуавтомата в отключенном состоянии
8. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И СПОСОБЫ ИХ УСТРАНЕНИЯ
8.1. Ремонт полуавтомата должен производится квалифицированными специалистами. Гарантийный ремонт производится на предприятии-изготовителе.
ВНИМАНИЕ! Запрещается производить ремонт полуавтомата без отключения его от сети.
Возможная неисправность | Вероятные причины | Метод устранения |
1. При нажатии на кнопку сварочной горелки не вращается ведущий ролик механизма подачи, отсутствует сварочное напряжение. | 1.1. Нет контакта в разъеме сварочной горелки | 1.1. Отсоедините сварочную горелку и проверьте исправность цепи кнопки. Проверьте электрические контакты, расположенные на горелочной части евроразъема. Очистите их от загрязнения и слегка сведите или разведите. |
8.2. Перечень возможных неисправностей:
9. ПРАВИЛА ТРАНСПОРТИРОВАНИЯ И ХРАНЕНИЯ
9.1. Полуавтомат может транспортироваться в упаковке предприятия-изготовителя в вагонах железнодорожного транспорта и авиатранспорте на неограниченное расстояние, а в крытом автотранспорте по дорогам с асфальтовым покрытием на расстояние до 1000 км.
9.2. Полуавтомат должен храниться в помещениях с температурой от 5 до 25°С, относительной влажностью воздуха до 80% при отсутствии в воздухе агрессивных примесей, вызывающих коррозию.
10. СВИДЕТЕЛЬСТВО О ПРИЕМКЕ
Полуавтомат заводской номер №______________________
соответствует техническим условиям ТУ и признан годным для эксплуатации.
Дата выпуска «______»____________200____г.
М. П.
Подпись ответственного ____________________________
за приемку
Примечание___________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
11. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
11.1. Предприятие-изготовитель гарантирует соответствие полуавтомата техническим условиям ТУ при соблюдении потребителем правил его эксплуатации, хранения и транспортирования.
11.2. Гарантийный срок хранения полуавтомата 24 месяца со дня выпуска.
11.3. Гарантийный срок эксплуатации полуавтомата 18 месяцев со дня продажи при условии односменной эксплуатации.
11.4. В случае возникновения неисправности полуавтомата в течение гарантийного срока эксплуатации он ремонтируется бесплатно предприятием-изготовителем. Полуавтомат с повреждениями корпуса и органов управления, а также эксплуатировавшийся в условиях, не предусмотренных настоящим паспортом, снимается с гарантийного обслуживания и может быть отремонтирован за счет его владельца.
11.5. Гарантийный и послегарантийный ремонт полуавтомата производится на предприятии-изготовителе по адресу: г. Санкт-Петербург, ул. Гжатская, дом 27, Научно-Производственное Предприятие «ФЕБ», т. (812)
11.6. Заполняется продающей организацией:
Дата продажи «______»____________200____г.
Штамп торгующей
Подпись продавца ____________________________ организации
Предприятие-изготовитель оставляет за собой право на введение изменений в электрическую схему и конструкцию полуавтомата связанных с обновлением элементной базы и применением новых технических решений.
