
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Окомкователи для получения окатышей.
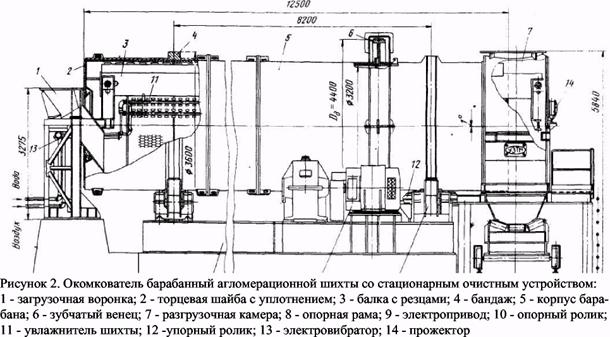
Для получения сырых окатышей из тонкоизмельченных железорудных концентратов на окомковательных фабриках устанавливают барабанные (рис. 1 и 2) и чашевые (тарельчатые) (рис. 3 и 4) окомкователи.
Начальная стадия получения окатыша может представляться как процесс обволакивания капли воды шихтой, попавшей на нее, за счет сил поверхностного натяжения капли воды. Очень упрощенно, это аналогично процессу свертывания пыли в шарики при начале дождя.
Рисунок 1. Окомкователь барабанный для получения сырых окатышей
При продолжении движения сыпучего материала во вращающемся барабане или чаше начальные зародыши накатываются шихтовыми материалами до образования гранул (окатышей) шаровой формы диаметром 8-18 мм. В дальнейшем непрерывный (установившийся) процесс окомкования поддерживается за счет постоянного ссыпания и ударов зародышей окатышей о слой неокомкованных шихтовых материалов.
Частица материала, находящаяся во вращающемся барабане, под действием сил тяжести и центробежной силы прижимается к поверхности барабана и вместе с ней движется, отклоняясь от вертикали на некоторый угол Р (рис. 5, а). Этот угол определяется окружной скоростью на внутренней поверхности барабана, его радиусом R и коэффициентом трения частицы о поверхность. Поведение частицы в барабане зависит от соотношения силы тяжести G, центробежной силы Рц и силы трения F^,. Максимальный угол подъема частицы до отрыва от поверхности барабана для данных условий определяется равенством силы трения и касательной составляющей силы тяжести Ртр = Ga.
Как показали исследования, проведенные на Михайловском ГОКе, процесс превращения зародышей в окатыш происходит за 20-24 с на длине 7,5 - 8,5 м. Опыты проводились в окомкователях 3,6 * 14 м.
Барабанные окомкователи для окатышей устанавливают в замкнутом цикле с грохотом, и подрешетный продукт (мелочь) направляют обратно в барабан в рециркуляцию, что ускоряет образование окатышей. Оптимальное количество циркуляционной нагрузки составляет % от производительности окомкователя. Она может достигать и 300 %. При циркуляционной нагрузке менее 100 % окатыши имеют меньшую прочность, а при превышении 300 % в готовых окатышах будет содержаться недопустимое количество мелочи. Производительность барабанных окомкователей 0,6 - 0,8 т/м2 в час.
Расчёт мощности привода барабанного окомкователя
Вариант 2
Исходные данные
Тип окомкователя | 3,6Х10 |
Производительность QС | 100 т/час=100/60=1,7т/мин |
Циркуляционная нагрузка грохота Qц | 3QС=300т/час |
Диаметр барабана d0 | 3,6 м |
Длина барабана L | 10 м |
Угол наклона барабана α | 70 |
Частота вращения барабана n | 10 об/мин |
Число ходов балки очистного устройства | 0,74 1/мин |
Масса окомкователя Gδ | 107 т |
Толщина гарнисажа δ | 0,05 м |
Радиус барабана по внутренней поверхности гарнисажа ![]()
Мощность привода барабана
 , (1)
, (1)
где Мб- крутящий момент, приведенный к оси барабана, Н∙м;
η - суммарный коэффициент полезного действия привода.
 (2)
(2)
где Мст - момент статического сопротивления от материала, находящегося в барабане, Н∙м;
Мто - момент сопротивления опорных роликов, Н∙м;
Мту - момент сопротивления упорных роликов, Н∙м;
Мср - момент сопротивления от срезания излишка налипшего на гарнисаж материала резцами очистительного устройства, Н∙м.
 (3)
(3)
где
Суммарная нормальная нагрузка на опорные ролики:
 (4)
(4)
где ψ- половина центрального угла раствора между опорными роликами (обычно 30°);
Gg - масса барабана с зубчатым венцом и бандажами, кг;
Gr - масса гарнисажа, кг;
g - ускорение свободного падения, м/с2;
GM - масса шихты в барабане, кг.
 (5)
(5)
где FM - площадь сечения сегмента, занимаемого материалом, м2;
К - коэффициент, учитывающий доувлажнение шихты в барабане, К = 1,1.
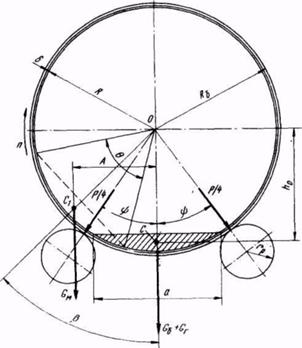
Рисунок 6. Схема к расчету мощности привода барабанного
окомкователя-смесителя.
Формула для определения массы материала имеет вид
![]() (6)
(6)
Масса бетонного гарнисажа
![]() (7)
(7)
где γг - средняя объемная масса бетонного гарнисажа, кг/м3; γг = 2500 кг/м3.
Таким образом, суммарная нагрузка на опорные ролики:
 (8)
(8)
Найдём длину и радиус опорного ролика:
Диаметр опорного ролика примем равным 0,6 м.
Опорный ролик изготавливается из материала Сталь 50Г,
 ,
,
![]() коэффициент Пуассона,
коэффициент Пуассона,
Е=2,1∙105МПа-модуль Юнга.
Определим η-коэффициент, учитывающий упругие const материалов бандажа и роликов
Определим радиус цапфы
Цапфа изготавливается из материала Сталь 40Х

Найдём максимальный изгибающий момент опорного ролика
![]()



Радиус цапфы опорного ролика принимаем равным 0,069м
Подставив полученные значения в формулу (3) получим:
![]()
В заводской практике при расчетах мощности привода момент сопротивления (Mmv ) от упорного ролика ввиду незначительности не учитывают.
Усилие сопротивления срезанию гарнисажа, Н:
 (9)
(9)
где Fcp - площадь среза одним резцом, м2;
Fcp=bplp (bр - глубина резания,0.002 м; 1Р - длина режущей кромки резца, 1.5м);
z - число резцов 5,
qр - удельное сопротивление резанию для мелкой руды и концентрата; qp = 25 Н/см2.
Момент сопротивления от срезания излишка налипшего на гарнисаж материала, Н∙м:
![]() (9)
(9)
Момент статического сопротивления от материала, находящегося в барабане, Н∙м:
 (10)
(10)
где h0 - расстояние от оси барабана до центра тяжести сегмента, занимаемого материалом, м;
β- угол подъема материала в барабане при его вращении.
Обычно смесители и окомкователи окатышей имеют заполнение поперечного сечения материалом не более 3%. Следовательно графическим способом определим длину хорды
Площадь сечения барабана
 (11)
(11)
Площадь поперечного сечения пространства, заполненного материалом
 (12)
(12)
Рисунок 2. Определение длины хорды
Для предварительных расчетов, когда не уточнены свойства шихтовых материалов, принимают для окатышей β = 37°.
![]() (13)
(13)
Для обеспечения достаточного запаса мощности привода при запуске барабана «под завалом» после аварийных остановок, подсчитывают момент сопротивления вращению от соскальзывания верхнего слоя материала в сегменте относительно неподвижного нижнего. Эта сила трения Fтрм создает
дополнительное сопротивление вращению, зависящее от физических свойств шихты. Из условия равновесия сил принимается, что скользит не более половины имеющегося в барабане материала, тогда:
 (18)
(18)
где 0,5 - коэффициент массы сползания, определяемый опытным путем;
h0 - расстояние от оси барабана до центра тяжести сегмента, занятого материалом, м;
fn - коэффициент трения покоя (сталь по стали 0,15).

Подставив полученные значения моментов в формулу (2) получим:
![]()
Подставим в формулу(1)
![]()
