
Оценку различий в характере распространения температурного поля, описываемого предлагаемой релаксационной и известной по работам феноменологической моделями, можно увидеть при рассмотрении процесса на поверхности детали, т. е. при x = 0. Исходя из общего решения, изменение температуры на поверхности описывается
по релаксационной модели:
 , (13)
, (13)
по феноменологической модели:
![]()
 , (14)
, (14)
где I1 – функция Бесселя мнимого аргумента первого порядка.
Существенное различие обнаруживается в начальный период нагрева. Согласно феноменологическому представлению температура должна изменяться от нуля на величину температурного возмущения, тогда как по релаксационной модели скачкообразное изменение потока энергии вызывает скачкообразное изменение температуры поверхности. Это соответствует основному предположению, заложенному в релаксационную модель – наличию времени запаздывания между градиентом температуры и потоком тепла, т. е. инерционности в распространении температурного поля. Для большого периода действия лазерного излучения в период установившейся стадии распространения температуры закон изменения ее на поверхности становится одинаковым для обеих моделей.
Использование релаксационного метода при описании физических процессов, протекающих в ЗЛВ, позволяет значительно полнее отразить и сблизить математические описания и реальные процессы.
В четвертой главе представлено экспериментальное подтверждение возможности изменения химического состава поверхностного слоя изделия путем управляемого легирования за счет энергетических характеристик лазерного излучения, а также изучена взаимосвязь процессов перераспределения легирующих элементов и трансформации неметаллических включений с процессами формирования структуры ЗЛВ и обеспечиваемыми при этом эксплуатационными свойствами поверхностного слоя обработанной детали.
В работе приведены экспериментальные данные по изучению процессов аномального массопереноса и трансформации неметаллических включений в стальных изделиях после лазерной обработки с различными режимами, подтверждающие результаты теоретических исследований.
Влияние воздействия лазерного излучения на перераспределение легирующих элементов целесообразно рассматривать на низколегированных сталях с малым количеством добавок, если они равномерно распределены в матрице, не образуют ликваций и связанных с ними микронеоднородностей. С этой позиции в качестве материала исследуемых образцов была выбрана сталь 20ГМЛ.
При обработке образцов из стали 20ГМЛ импульсно-периодическим лазером с фиксированной энергией в импульсе, равной 12 Дж, плотностью мощности излучения q = 4.105 Вт/см2 и q = 5.105 Вт/см2, частотой следования импульсов f = 1 Гц, но при разной длительности импульсов ЗЛВ отличается по глубине, однако имеет сходное строение и структуру.
В результате проведения микрорентгеноспектрального анализа был установлен характер перераспределения основных легирующих элементов – молибдена и марганца – в поверхностном слое образцов при воздействии импульсного лазерного излучения. На рис. 2 показано распределение Mo и Mn при воздействии излучения с различной длительностью импульса.
Анализируя перераспределение Mn по ЗЛВ можно сказать, что наиболее сильное изменение концентрации происходит в зоне оплавления, где подвижность атомов наиболее велика. На границе зоны оплавления, как правило, наблюдается наличие экстремума концентрации – минимального при длительности импульса 1,5 и 2,5 мс и максимального при 4 мс. Характер распределения по зоне оплавления неодинаков – монотонное убывание от поверхности к границе при 1,5 и 2,5 мс, монотонное возрастание при 2 мс и скачкообразное изменение концентрации с наличием ступенчатых участков при 4 мс. Распределение Mn в зоне закалки из твердого состояния характеризуется стабильностью относительно определенного уровня; содержание Mn на этом участке незначительно меньше среднего значения его концентрации в основном металле.
Анализируя перераспределение Mn по ЗЛВ можно сказать, что наиболее сильное изменение концентрации происходит в зоне оплавления, где подвижность атомов наиболее велика. На границе зоны оплавления, как правило, наблюдается наличие экстремума концентрации – минимального при длительности импульса 1,5 мс и 2,5 мс и максимального при 4 мс. Характер распределения по зоне оплавления неодинаков – монотонное убывание от поверхности к границе при 1,5 и 2,5 мс, монотонное возрастание при 2 мс и скачкообразное изменение концентрации с наличием ступенчатых участков при 4 мс. Распределение Mn в зоне закалки из твердого состояния характеризуется стабильностью относительно определенного уровня; содержание Mn на этом участке незначительно меньше среднего значения его концентрации в основном металле.
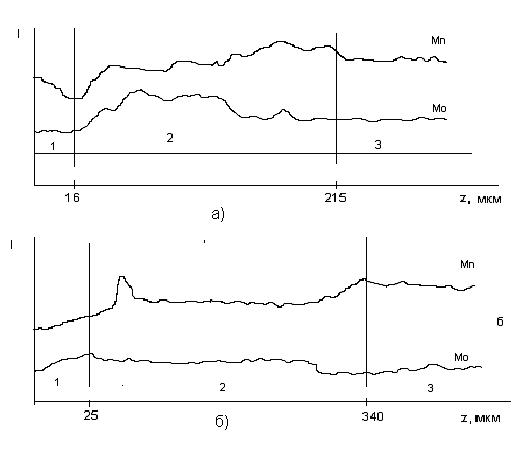
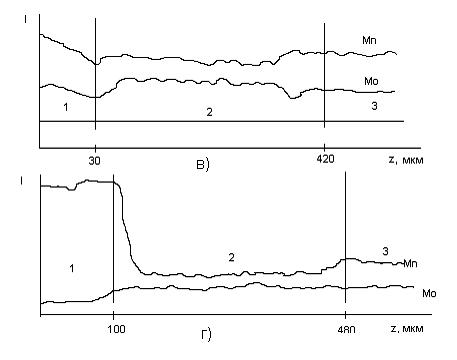
Рис. 2. Распределение элементов по ЗЛВ в поверхностном слое образцов из стали 20ГМЛ: а) ![]() и=1,5 мс; б)
и=1,5 мс; б) ![]() и=2 мс; в)
и=2 мс; в) ![]() и=2,5 мс; г)
и=2,5 мс; г) ![]() и=4 мс.
и=4 мс.
Таким образом, можно утверждать, что существуют режимы импульсной лазерной обработки, приводящие к уменьшению содержания Mn в поверхностном слое или, наоборот, к его резкому увеличению.
Анализ результатов перераспределения Мо показывает, что основные изменения (как и в случае с Mn) происходят в зоне оплавления поверхности, там, где подвижность атомов наиболее велика. Причем во всех случаях происходит снижение содержания Мо в этой области. Концентрация элемента по зоне оплавления заметно не изменяется, однако при переходе к границе ЗТВ происходит подъем до уровня исходной концентрации или чуть выше.
Известно, что увеличение содержания Mn повышает точку А4 и снижает точку А3 диаграммы состояния железо-цементит, расширяя тем самым область существования g-модификации железа, в результате чего образуется аустенитная фаза. Таким образом, после изучения перераспределения Mn по ЗЛВ становится возможным объяснение того эффекта, что в различных работах было обнаружено различное количество аустенита в зоне оплавления поверхности углеродистых сталей, содержащих Mn, – от 8 до 70 %. Вполне естественно, что при обработке, обеспечивающей увеличение содержания Mn в зоне оплавления поверхности, будет наблюдаться большее количество аустенита, чем при обработке, приводящей к снижению концентрации Mn.
Зная эффект зависимости перераспределения Mn от режимов импульсной лазерной обработки, можно регулировать технологию обработки применительно к деталям, имеющим разное функциональное назначение. Для деталей, работающих в условиях трения и не испытывающих динамических и циклических нагрузок, нужно обеспечить высокую твердость и износостойкость поверхностного слоя. Это достигается получением структуры мелкодисперсного мартенсита. Однако чаще всего трущиеся детали машин работают в условиях знакопеременных или динамических нагрузок. Структура мартенсита имеет значительные внутренние напряжения за счет пересыщения a-решетки железа углеродом. Поэтому для данных условий работы желательно наличие менее напряженной структуры аустенита. Сочетание мелкодисперсного мартенсита и аустенита обеспечивает высокую твердость поверхностного слоя при достаточно высоких показателях предела прочности. Регулируя режимы лазерной обработки, можно достичь наиболее благоприятной структуры рабочего поверхностного слоя детали.
Химический анализ, проведенный на микрорентгеноспектральном анализаторе «Camebax», позволяет количественно оценить содержание легирующих элементов в ЗЛВ после воздействия на образец из стали 20ГМЛ лазерного излучения различной длительности импульса. Для анализа выбирали участки зоны оплавления, зоны закалки из твердого состояния и основного металла, свободные от неметаллических включений. Размер зоны измерения, где проводились исследования, равнялся 2 мкм. Результаты анализа приведены в табл. 1.
Таблица 1
Содержание молибдена и марганца в поверхностном слое образца
из стали 20ГМЛ после импульсной лазерной обработки
Элемент | Зона оплавления | Зона закалки из твердого состояния | Основной металл | ||||||
Длительность импульса, мс | |||||||||
1,5 | 2,0 | 2,5 | 4,0 | 1,5 | 2,0 | 2,5 | 4,0 | ||
Мо, масс. % | 0,5…0,6 | 0,5…0,6 | 0,5…0,6 | до 0,1 | 0,6…0,7 | 0,6…0,7 | 0,6…0,8 | 0,6…0,7 | 0,5…0,6 |
Mn, масс. % | до 0,1 | 0,2…0,4 | 0,6…0,8 | 6,0…8,0 | 0,4…0,6 | 0,3…0,6 | 0,5…0,6 | 0,2…0,3 | 0,6…1,2 |
Изучение характера перераспределения легирующих элементов в поверхностном слое образцов из стали 20ГМЛ проводили также после обработки непрерывным СО2-лазером. Была проведена обработка с оплавлением поверхности, так как именно этот режим приводит к максимальному упрочнению поверхностного слоя. При обработке сфокусированное излучение (диаметр пятна dп = 0,5 мм) имело мощность N = 500 Вт, скорость перемещения луча относительно поверхности детали v = 90 мм/мин.
Количественный анализ, проведенный в различных областях ЗЛВ, позволил оценить величину прироста Mn в зоне оплавления. По сравнению с исходным содержанием (0,8…1,2 %) концентрация Mn выросла до 6,4…8 %. Содержание Мо в различных областях равно исходной величине (табл. 2).
Таблица 2
Содержание молибдена и марганца в поверхностном слое образца
из стали 20ГМЛ после обработки непрерывным СО2-лазером
Элемент | Зона оплавления | Зона закалки | Основной металл |
Мо, масс. % | 0,2…0,4 | 0,5…0,6 | 0,5…0,6 |
Mn, масс. % | 6,4…8,0 | 0,4…0,6 | 0,8…1,2 |
Наряду со сталью 20ГМЛ были проведены исследования влияния режимов лазерного излучения на характер перераспределения легирующих элементов в поверхностном слое образцов из быстрорежущей стали Р6М5. Была проведена обработка без оплавления и с оплавлением поверхности при различной длительности импульса, а также непрерывным лазерным излучением. В результате металлографического и микрорентгеноспектрального анализов ЗЛВ этой стали были сделаны выводы, что упрочнение поверхностного слоя детали из стали Р6М5 достигается не только за счет получения закалочных структур, но и благодаря обогащению карбидной фазы ЗЛВ тугоплавкими легирующими элементами – W и Мо. При определенных режимах лазерной обработки обеспечивается интенсификация диффузионных процессов перераспределения этих элементов и формирование новых фаз (карбидов), которые в сочетании с получаемыми структурами закалки дают высокую микротвердость ЗЛВ. Качественный анализ карбидов в ЗЛВ стали Р6М5, получившей максимальное упрочнение, показал, что карбиды типа М6С под воздействием лазерного излучения растворились практически полностью. Большинство карбидов (около 70 %) содержит от 29 до 40 % W, что близко по составу к карбидам МС. Примерно 28 % карбидов по содержанию металлической фазы соответствует карбидам типа М23С6.
Лазерная обработка образцов из стали Р6М5 с оплавлением поверхности приводит к разрушению карбидной сетки, распад карбидов усиливается при увеличении длительности импульса излучения. Применение такой обработки на практике нецелесообразно.
Наиболее высокое содержание основных карбидообразующих элементов наблюдается после обработки детали импульсным лазерным излучением без оплавления поверхности (табл. 3).
Таблица 3
Химический состав поверхностного слоя образцов из стали Р6М5
после импульсной лазерной обработки с длительностью импульса ![]() и=4 мс
и=4 мс
Условия исследования | Содержание элемента, масс. % | ||||||
Fe | Mn | Cr | Si | Mo | W | ||
Исходный металл | 74,8 | 0,3 | 4,0 | 0,3 | 6,9 | 3,8 | |
Обработка с оплавлением | Зона оплавления | 65,3 | 0,3 | 4,7 | 0,2 | 9,3 | 5,8 |
Зона закалки | 72,6 | 0,3 | 4,0 | 0,2 | 8,6 | 5,4 | |
Обработка без оплавления | 74,6 | 0,3 | 3,9 | 0,2 | 10,2 | 6,0 |
Концентрация Мо увеличивается от 6,9 % в необработанном материале до 10,2 % после лазерной обработки; содержание W возрастает от 3,8 % до 6,0 %. При этом незначительно снижается содержание хрома. Такая обработка не ведет к растворению карбидной сетки, а наоборот, увеличивает количество карбидов, уменьшая их в размерах по сравнению с исходным состоянием. Образование наряду с этим закалочных структур в ЗЛВ обеспечивает наибольшее повышение эксплуатационных свойств поверхностного слоя деталей.
При обработке без оплавления поверхности растворенный в Fe-a углерод связывается карбидообразующими элементами Мо и W. Во время эксплуатации металлорежущего инструмента из стали Р6М5 имеет место коагуляция карбидов, которая происходит в необработанной лазером стали при увеличении температуры инструмента до 200оС. При обработке лазерным излучением с данным режимом этот процесс предотвращается.
Повышение эксплуатационных свойств деталей в настоящее время ожидается не столько от создания новых марок сталей и сплавов, сколько от изучения влияния микропримесей, от достижения чистоты сталей по неметаллическим включениям, от умения управлять степенью загрязненности металла. Основную нагрузку при эксплуатации детали воспринимают их рабочие поверхностные слои. Поэтому особенно важно добиться чистоты по неметаллическим включениям именно в этой зоне.
В данной работе проведен анализ изменения состояния неметаллических включений в сталях различного типа под воздействием лазерного излучения. При обработке сталей импульсно-периодическим лазером неметаллические включения в ЗЛВ углеродистых сталей располагаются послойно. Полоса металла шириной около 8…10 мкм, расположенная по изотерме, чередуется с такой же по ширине – без включений. В ЗЛВ включения имеют округлую форму от глобулярной до эллипсной. Размеры их не превышают 1 мкм.
Количественный состав неметаллических включений определялся отношением темных участков (пятен), создаваемых ими на нетравленом шлифе, к общей площади зоны лазерного воздействия. Включения регистрировались сканированием луча на оптическом металлографическом микроскопе фирмы «Epival».
В стали 20ГМЛ основные включения – это оксисульфиды редкоземельных металлов и алюминия. Эти элементы вводятся в качестве модификаторов при внепечной обработке стали. Примерный химический состав включений в стали 20ГМЛ приведен в табл. 4.
Таблица 4
Содержание элементов в неметаллических включениях образцов из стали 20ГМЛ
Место расположения включения | Содержание элементов, масс. % | ||||||
Fe | Al | РЗМ | Mn | Mo | S | O | |
В основном металле | 93,2… 95,7 | 0,4…6,7 | 4,5…7,0 | 0,4…1,2 | 0,1…0,2 | 0,1…1,2 | 0,8…3,2 |
В зоне лазерного воздействия | 83,2…87,4 | 6,2…13,3 | 4,0…6,3 | 0,2…1,7 | 0,5…0,8 | 2,4…19,1 | 1,1…2,7 |
Видно, что содержание серы в неметаллических включениях выросло. Встречаются включения, где содержание S достигает 7,2 % и выше – до 19,1 %. Значительно выросло содержание Mo и Al, а количество Fe уменьшилось. Нужно отметить, что химический состав включений в ЗЛВ неодинаков. Поэтому в приведенной таблице имеется большой разброс в содержании некоторых элементов. В изменении химического состава не наблюдается закономерностей. Включения с повышенным (или пониженным) содержанием какого-либо элемента могут находиться как по центру ЗЛВ, так и ближе к поверхности или к основному металлу. Размер включений позволяет сказать не точно, а с большой долей уверенности, что в ЗЛВ кроме оксисульфидов присутствуют включения нитридов алюминия.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 |
