
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ЛОКАЛЬНОЕ УПРОЧНЕНИЕ
КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ
Специальность 15.09.00 – Технология, оборудование и автоматизация
машиностроительных производств
АВТОРЕФЕРАТ
Магистерской диссертации
Самара 2009
Работа выполнена в государственном образовательном учреждении высшего профессионального образования Самарском Государственном Техническом университете на кафедре «Инструментальные системы и сервис автомобилей».
Научный руководитель: кандидат технических наук, доцент
Официальный рецензент: кандидат технических наук, доцент
Ведущее предприятие: кафедра «Инструментальные системы и
сервис автомобилей»
Защита состоится 6 июля 2009 г. В 9 часов на заседании ГАК в ГОУВПО «Самарский государственный технический университет» по адресу: 443010 Самара, ул. Молодогвардейская, ауд. _
С диссертацией можно ознакомиться на сайте кафедры «Инструментальные системы и сервис автомобилей» ГОУВПО «Самарский государственный технический университет».
Секретарь ГАК ___________________
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность темы.
В настоящее время, для машиностроительных предприятий нашей страны качество производимой продукции – машин, агрегатов, узлов и отдельных деталей, является одним из наиболее значимых показателей, определяющих мощность производственной и научной базы и развития.
Теоретические исследования и производственный опыт последних лет привели к пониманию того, что работоспособность отдельных деталей и агрегатов в целом, в большой степени зависит и от качества поверхностного слоя деталей, который формируется при их изготовлении.
Поверхностный слой с физической точки зрения является менее прочным. К этому следует добавить и то обстоятельство, что при изготовлении детали после операций закалки, шлифования и доводки в поверхностном слое возникают растягивающие напряжения и дефекты в виде микротрещин, которые при нагружении и работе в условиях знакопеременных нагрузок являются концентраторами напряжений и как следствие, приводят к скорой потере свойств.
Таким образом, по причинам, отмеченным выше, поверхностный слой детали с точки зрения прочностных характеристик является ослабленным. При этом следует учитывать и то, что рабочие напряжения, как правило, имеют наибольший градиент именно в поверхностных слоях детали.
Разрушение деталей при эксплуатации, как правило, начинается с поверхности, поскольку поверхностные слои являются наиболее нагруженными при всех видах напряженного состояния и подвергаются активному воздействию внешней среды. В связи с этим создание в поверхностном слое детали необходимого качества поверхности, соответствующее определенным условиям эксплуатации, является важной задачей повышения надежности и долговечности ее работы. Указанная проблема в производственных условиях может быть решена путем внедрения в тех процесс на заключительном этапе изготовления детали одного из технологических методов упрочняющей обработки.
В данной работе даны основные представления об отдельных методах упрочнения, основанных на поверхностном пластическом деформировании (ППД).
Применяемые методы ППД, такие как пневмодробеструйная обдувка, гидродробеструйная обдувка, вибрационная обработка, раскатывающие методы чистовой обработки, ультразвуковая обработка, пневмодинамический наклеп и другие, являются высокоэффективными средствами повышения чистоты поверхности, создания сжимающих остаточных напряжений, повышения поверхностной твердости, усталостной прочности, контактной выносливости, износостойкости, в результате чего можно в несколько раз повысить ресурс и надежность двигателя.
Однако, при обработке поверхности деталей такими методами, получаемые максимальные значения остаточных сжимающих напряжений находятся не у поверхности обрабатываемой детали, а залегают на определенной глубине. Это снижает качество получаемого поверхностного слоя и уменьшает восприимчивость к более высоким воздействующим нагрузкам.
В связи с этим, актуальным направлением в области машиностроительного производства является поиск метода упрочнения, который бы давал возможность получать оптимальные сжимающие напряжения приближенные к поверхности.
Цель работы.
Повышение долговечности ответственных деталей и узлов, за счет формирования благоприятного напряженно-деформированного состояния поверхности.
Решаемые задачи.
· Разработка математической модели формирования остаточных напряжений.
· Разработка конструкции установки для упрочнения.
· Разработка конструкции инструмента.
· Теоретико-экспериментальные исследования остаточных напряжений в поверхностном слое.
Методы исследования.
Для решения поставленных в работе задач использовались теоретические и экспериментальные методы исследования. Теоретическая часть базируется на основных положениях механики деформируемого твердого тела и технологии машиностроения. Экспериментальные исследования были взяты из различных работ, посвященных данной теме.
Научная новизна.
· Решены задачи формирования напряженно-деформированного состояния на поверхности металла на базе программного пакета Ansys;
· Исследованы процессы упрочнения шариками, микрошариками и смесью шариков и микрошариков и построены эпюры остаточных напряжений;
· разработан инструмент для раскатывания и упрочнения внутренних цилиндрических поверхностей.
Практическая ценность работы.
Разработанные модели формирования напряженно-деформированного состояния (НДС) позволяют прогнозировать эпюру остаточного напряжения и деформационное упрочнение в зависимости от различных технологических факторов.
СОДЕРЖАНИЕ РАБОТЫ
Во введении обосновывается актуальность темы, сформулирована цель и определено основное научное направление исследования.
В первой главе рассмотрены различные виды упрочнения:
1) поверхностное пластическое упрочнение: пневмодробеструйное упрочнение, гидродробеструйная обработка, вибрационная обработка, пневмодинамическая обработка, упрочнение гидрогалтовкой, алмазное упрочнение, упрочнение микрошариками, ультразвуковое упрочнение шариками;
2) термопластическое упрочнение.
Рассмотрены и представлены схемы установок, достоинства и недостатки данных видов упрочнения.
Пневмодробеструйное упрочнение осуществляется на дробеструйных и дробеметных установках. Дробеструйная установка обычно состоит из рабочей камеры, приемного бункера, элеватора и сепаратора. В качестве инструмента при пневмодробеструйном упрочнении обычно используется стальная литая дробь ДСЛ размером 0,5-1,0 мм или 1,0 -1,4 мм.
К основным преимуществам струйного упрочнения сухой дробью относится простота конструкции; возможность получения высоких скоростей полета дроби; простота обращения с инструментом (дробью); возможность сепарации дроби потоком воздуха; отсутствие необходимости промывания дроби после упрочнения.
Недостатками процесса упрочнения являются: наличие жесткого удара дробинки о деталь, что вызывает высокие локальные температуры; кривые остаточных напряжений сжатия имеют значительный подслойный максимум; существенное повышение шероховатости поверхности; нестабильность режима упрочнения, а также нестабильностью давления воздуха в пневмодробеструйных установках.
Сущность гидродробеструйного упрочнения заключается в том, что струя рабочей жидкости в смеси со стальными шариками подается под давлением к обрабатываемой поверхности и в результате ударения шариков происходит упрочнение поверхности.
Основными преимуществами гидродробеструйного способа упрочнения являются: сохранение сравнительно низкой шероховатости поверхности (Rа=1,25-0,16 мкм); улучшение микрогеометрии; исключение процесса газонасыщения в связи со снижением температуры в зоне контакта.
Для осуществления этого способа разработаны гидродробеструйные эжекторные установки (ГДЭУ), которые нашли широкое распространение для упрочнения лопаток компрессора, трубопроводов, зубчатых колес и других деталей газотурбинного двигателя. При гидродробеструйном упрочнении (ГДУ) в качестве инструмента обычно применяют шарики от подшипников из ШХ15 с высокой твердостью (HRс 62). Смазывающе-охлаждающей жидкостью часто служит трансформаторное масло, которое также является рабочей средой.
Объемная вибрационная обработка (виброгалтовка) деталей производится с целью уменьшения шероховатости обрабатываемой поверхности путем сглаживания микронеровностей, а также ее упрочнения путем создания в поверхностном слое деформационного упрочнения и сжимающих остаточных напряжений.
Физическая сущность процесса объемной вибрационной обработки заключается в том, что частицы рабочей среды (абразивные гранулы, стальные или фарфоровые шарики), загруженные вместе с деталями в контейнер вибрационной машины, получают от последней колебательные движения определенной траектории, амплитуды и частоты, отличающиеся от параметров колебаний обрабатываемой детали.
Существуют следующие операции, выполняемые при вибрационной обработке: виброшлифование; виброполирование; виброупрочнение.
Пневмодинамический способ упрочнения является разновидностью дробеструйного упрочнения. В отличие от него пневмодинамический способ обработки позволяет производить местное упрочнение в камерах небольшого размера с использованием малого количества шариков, а также использовать универсальное оборудование, исключая время на переустановку и транспортировку деталей.
В основу гидрогалтовки был заложен принцип совмещения преимуществ пневмо - и гидродробеструйной обработок: жидкостный удар и жидкостное трение. Это позволило получить необходимую степень упрочнения при меньшей величине шероховатости поверхности.
Особенностью алмазного выглаживания в отличие от других методов обработки поверхностным пластическим деформированием является применение в качестве деформирующего элемента алмаза, который обладает повышенной твердостью, низким коэффициентом трения по металлу, высоким классом шероховатости поверхности, хорошей теплопроводностью. Повышенная твердость алмаза дает возможность обрабатывать почти все металлы, поддающиеся пластической деформации, как мягкие, так и закаленные до твердости HRC=60…65.
Для повышения сопротивления усталости материала широкое применение нашел метод поверхностного пластического деформирования металлическими или стеклянными гранулами, преимущественно сферической формы - микрошариками (диаметром от 30 до 315 мкм). Наиболее эффективным для упрочнения деталей металлическими микрошариками является дробеметное оборудование. Достоинства такого оборудования состоят в следующем: высокая производительность, возможность одновременного упрочнения нескольких деталей, стабильность обеспечения заданных режимов наклепа, высокая надежность.
Введение в зону обработки ультразвуковых колебаний способствует снижению сопротивления пластическому деформированию и сил трения на контактных поверхностях, что в конечном итоге приводит к значительному снижению статических усилий деформирования. Одной из разновидностей УЗУ является обработка деталей в специальной рабочей камере, в которой, под действием мощного ультразвукового поля перемещаются шарики, производящие упрочнение. Отличительной особенностью УЗУ свободными шариками является то, что положительный эффект достигается за счет многократности микросоударений при отсутствии заданной траектории. Это обеспечивает не только более равномерный характер поверхностной деформации, но и позволяет упрочнить тонкостенные детали сложной конфигурации.
Альтернативой методам ППД является термопластическое упрочнение (ТПУ). Сущность метода ТПУ заключается в нагреве до температур ниже структурно-фазовых превращений и дальнейшим, весьма интенсивным охлаждением. Конкретно технологические параметры процесса ТПУ определяются в зависимости от физико-механических свойств материала и конфигурации детали.
Термопластическое упрочнение осуществляется на специальных установках. Установка состоит из электропечи типа МП2УМ, охладительной камеры, баллона жидкости (воды) системы подачи сжатого воздуха с краном. Электропечь установлена таким образом, чтобы ее нагревательная полость отверстием была обращена вниз.
Во второй главе была рассмотрена теория формирования остаточных напряжений. В программном комплексе ANSYS были определены поля остаточных напряжений при нагрузке и после снятия нагрузки и графики пластических деформаций при ППД смесью шар-микрошар.
Для проведения расчета при ППД в среде ANSYS была построена геометрическая модель шара облепленного микрошариками (рисунок 1), модель контакта шарика с поверхностью металла (рисунок 2). Модель была разбита на конечные элементы, полученная конечно-элементная модель представлена на рисунке 3. Далее были созданы контактные пары в местах контакта шарика с поверхностью металла
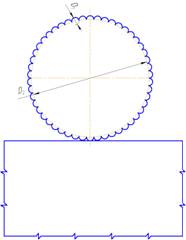
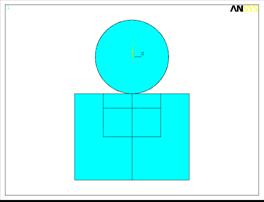
Рисунок 1 – Геометрическая модель. Рисунок 2 - Геометрическая модель
контакта шарика с поверхностью металла.
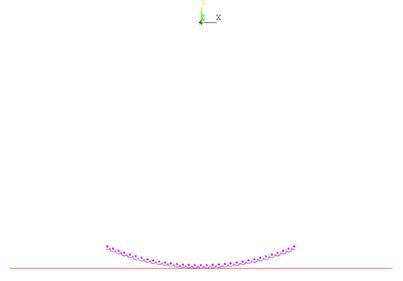
Рисунок 3 - Создание контактной пары в точке контакта шарика с поверхностью металла.
Задача была решена для трех разных диаметров микрошариков 50 мкм, 100 мкм и 150мкм.
Вариант 1 D = 50 мкм.
Шаг 1 Внедрение индентора
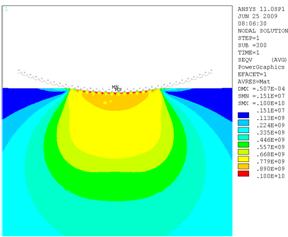
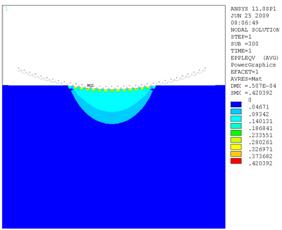
Рисунок 4 - Распределение напряжений Рисунок 5 – Пластические деформации
по Мизесу  .
. ![]()
Шаг 2 Выход индентора
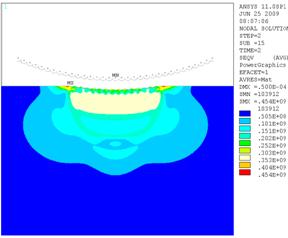
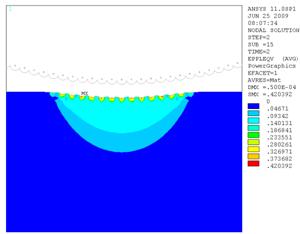
Рисунок 6 - Распределение напряжений Рисунок 7 – Пластические деформации
по Мизесу  .
. ![]()
Вариант 2 D = 100 мкм.
Шаг 1 Внедрение индентора
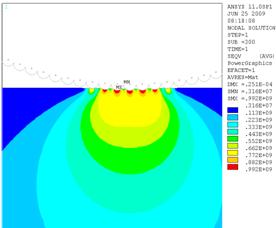
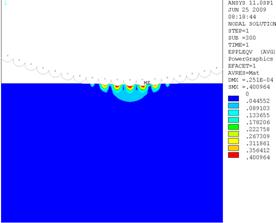
Рисунок 8 - Распределение напряжений Рисунок 9 – Пластические деформации
по Мизесу  .
. ![]()
Шаг 2 Выход индентора
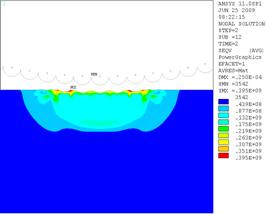
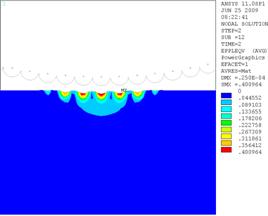
Рисунок 10 - Распределение напряжений Рисунок 11 - Пластические деформации
по Мизесу  .
. ![]()
Вариант 3 D = 150 мкм.
Шаг 1 Внедрение
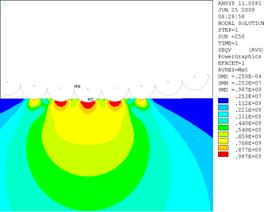
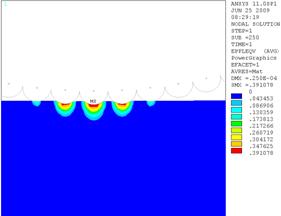
Рисунок 12 - Распределение напряжений Рисунок 13 - Пластические деформации
по Мизесу  .
. ![]()
Шаг 2 Выход индентора
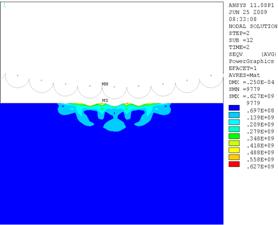
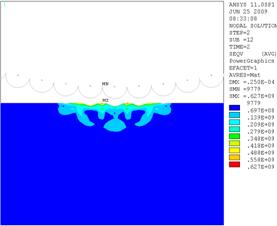
Рисунок 14 - Распределение напряжений Рисунок 15 - Пластические деформации
по Мизесу  .
. ![]()
В третьей главе рассмотрены методики исследования остаточных напряжений, микротвердости и усталостной прочности.
Для измерения осевых остаточных напряжений используют образцы в виде пластинок размером 10×3×70 мм, для измерения тангенциальных остаточных напряжений используют образцы в форме колец размером 10×3×50 мм, которые покрывают хлорвиниловым лаком, оставляя только половину обработанной поверхности.
Установка для исследования состоит из текстолитового корпуса, на котором с помощью текстолитовых планок прикреплена пластинчатая пружина с наклеенными с двух сторон тензодатчиками. Исследуемый образец с помощью текстолитовых планок и двух болтов закрепляется в корпусе. Толщина текстолитовой пластинки подбирается таким образом, чтобы после закрепления образца пластинчатая пружина с тензодатчиками получила в месте контакта начальный прогиб 1,0 мм. Корпус и экран со свинцовой пластиной укрепляется на двух токопроводящих штангах. К штанге, связанной с образцом, подводится плюсовой полюс. Ко второй штанге, контактирующей со свинцовой пластиной, подается минусовой полюс. Вся система опускается в ванну с электролитом. Уровень электролита должен быть таким, чтобы покрытая лаком поверхность образца была полностью погружена.
Глубину деформационного упрочнения определяют на «косом срезе» образцов путем замера микротвердости на приборе ПМТ-3 (ГОСТ 7865-50).
Рисунок 16 - Схема приспособления для исследования микротвердости.
Для получения «косых срезов» (рис.16) образцы 4 закрепляют в специальном приспособлении, которое состоит из корпуса 1, основания 2, четырех прижимных шайб и четырех болтов. Наклон боковых граней корпуса к оси составляет 50, что позволяет исследовать упрочненный слой глубиной до 0,08 мм на длине 8-10 мм. Образцы шлифуют и полируют, используя шлифовальную шкурку и алмазную пасту. Затем приспособление с образцами устанавливают на стол прибора ПМТ-3. Принцип действия прибора основан на вдавливании алмазной пирамиды в исследуемый материал под определенной нагрузкой и измерении диагонали полученного отпечатка.
Для выбора оптимальной схемы поверхностно-пластичнского деформирования наиболее эффективных его режимов разработана программа испытаний образцов на выносливость. Испытания проводились на МУИ-6000, предназначенной для испытания круглых образцов, подверженных повторно-переменным нагрузкам при чистом изгибе. Методика испытаний установлена ГОСТом 2860-65. Все механизмы машины смонтированы на литой чугунной станине, состоящей из двух частей: верхней - корпуса и нижней - цоколя. Машина включает основные узлы: шпиндельные бабки с приводом и счетчиков циклов; механизм нагружения.
Принцип работы машины заключается в следующем: испытуемый образец, закрепленный в шпинделях, приводится во вращение электродвигателем, испытывая при этом повторно-переменные напряжения изгиба, постоянные по всей длине образца.
Усталостные испытания лопаток газовых турбин при симметричном нагружении осуществлялись в лабораторных условиях на электромагнитном вибростенде ЭМВС-1 при резонансных колебаниях на основном тоне на базе N=107 циклов при нормальной температуре.
Электромагнитный способ возбуждения колебаний применяется для деталей, изготовленных из ферромагнитных материалов. Поэтому, для возбуждения лопаток из немагнитных сплавов (рабочие лопатки турбины) используется специальная магнитная балка, образующая с лопаткой колебательную систему типа "развернутый камертон".
Электромагнитный вибростенд состоит из следующих основных узлов: фундаментная плита с вибростолом; система крепления; электромагнитная система возбуждения колебаний лопаток; система регистрации колебаний лопаток.
Для набора оптимальной схемы поверхностно-пластического упрочнения и наиболее эффективных его режимов разработана программа испытаний плоских образцов на выносливость. Испытания проводились на машине "DVL" с двусторонним нагружением при частоте f = 22 Гц. Методика испытаний соответствует ГОСТ 25.502-79.
Схема машины для испытаний при чистом изгибе в одной плоскости: концы плоского образца закреплены в зажимных устройствах двух одинаковых стоек. Одна из стоек шарнирно соединена с консольным динамометром, а другая с качающимся рычагом. Колебание системы возбуждают кривошипным механизмом через шатун и шарнир правой стойки. Вся колеблющаяся система машины фиксируется на массивной станине с помощью жесткого основания динамометра и шарнирной опоры рычага. Задаваемую образцу нагрузку определяют по прогибу конца динамометра, пропорционально значению изгибающего момента. Нагрузку на образец регулируют изменением радиуса кривошипа R0.
В четвертой главе рассмотрены разработанные конструкции раскатников, предназначеных для замены операции хонингования ремонте поверхностей цилиндрической формы в различных узлах и деталях машин. Присоединительные размеры раскатников позволяют их установку на хонинговальных станках вместо штатного хона. Первый раскатник рассчитан на обработку цилиндра конкретного ремонтного размера. Он имеет карданную подвеску корпуса. Шарики зафиксированы сепараторными планками (рисунок 17). Конструкция второго раскатника позволяет перекрыть весь ремонтный ряд размером основного диаметра цилиндра, за счет замены комплекта подкладок (рисунок 18).
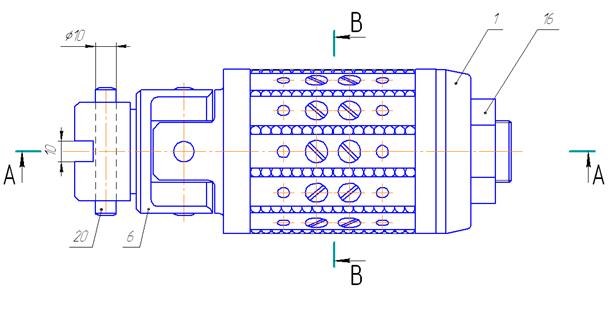
Рисунок 17 – Конструкция раскатника.
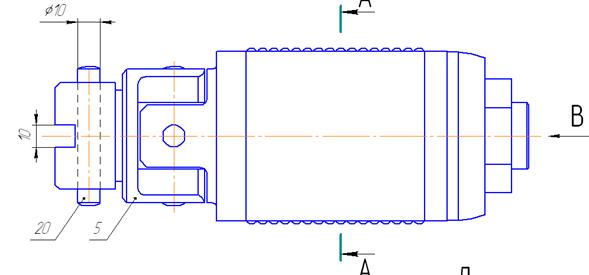
Рисунок 18 – Конструкция раскатника.
Также была разработана установка для ППД смесью шариков и микрошариков. Составными частями установки являются: камера упрочнения, нагреватель (печь), бункер загрузочный, бункер накопитель, измеритель-регулятор температуры, датчики температуры (термопары), трубопровод подачи и отвода шариков, компрессор. Ее конструкция отражена на графическом листе.
Общие выводы по работе
Задача решена с помощью пакета программы Ansys. Отклонение кривых остаточных напряжений, полученных в решении, от экспериментальных кривых наблюдается по следующим причинам:
1) При моделировании процесса внедрения шарика в Ansys принимались абсолютно идеальные условия, что, естественно, не возможно на практике;
2) При моделировании процесса внедрения шар-микрошарика в Ansys были выбраны аналогичные экспериментальным материалы, близкие по свойствам, но не одинаковые.
3) Существуют расхождения и больше 20%, ввиду того, что решение задачи проходило плосконапряженном состоянии, ввиду ограничений конечных элементов, но при этом соблюдается качественная картина.
При моделировании процесса внедрения шар-микрошарика, шара и микрошара в Ansys видно, что остаточные напряжения после ППД достигают примерно одинакового уровня. Однако характер эпюр остаточных напряжений по глубине имеет и отличия. Если при ППД шаром максимум располагается на глубине, то при ППД смесью шар-микрошар последний локализуется у поверхности.
Эпюры остаточных напряжений при упрочнении смесью шар-микрошар после ТПУ являются более благоприятными по сравнению с ППД обычными шариками как по глубине залегания, так и по форме (отсутствует спад у поверхности).
Полученный метод ППД обеспечивает формирование благоприятного состояния поверхностного слоя.
Методом ТПУ можно упрочняются поверхности лопаток, елочные пазы ГТД и многие другие крупногабаритные детали машин.
На основании вышеизложенного, можно сделать приближенные выводы, что ППД смесью шар-микрошар дает остаточные напряжения с глубиной залегания от поверхности меньше, чем у прочнение обычными шариками.
Разработанные раскатники могут применяться для ремонта поверхностей цилиндрической формы, заменяя хонингование, в различных узлах и деталях машин.
Публикации
1. Усманов Ю. И. «Нанесение износостойких покрытий»63 Научная конференция студентов. СамГТУ, Самара, 2007.
2. Материалы научно-технической Интернет-конференции с участием, , «Методы контроля деталей машин с помощью термопластического упрочнения», Самара, 2007, www. konferencia-isap. *****.
3. Всероссийская научно-техническая Интернет конференция с международным участием «Высокие технологии в машиностроении», , «Установка поверхностного пластического деформирования нагревом Упрочняемой детали», Самара, 2008
.
