Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Металлургия и энергетика.
М.1(1) – «Организация производства испарителей мгновенного вскипания (ИМВ) для снижения стоимости водоподготовки и решения экологических проблем»; Принцип действия ИМВ: генерация пара в условиях вакуума и свободном объёме на вторичных энергоресурсах. В целом, по сравнению с конкурентоспособными аналогами основными преимуществами ИМВ являются:
- более экономичное производство дистиллята из-за низкотемпературных процессов испарения, расход пара на производство 300 т/ч обессоленной воды уменьшается минимум в 5 раз, со 150 т/ч до 30 т/ч, а себестоимость обессоленной воды снижается на 25-60%,
- тепловая энергия сбросового низкопотенциального пара, выбрасываемого в атмосферу, используется полностью для решения задач теплоснабжения,
- оптимально, при минимальных затратах, решается проблема химзагрязнённых стоков при экологических характеристиках оборудования, которым нет равных в мире,
- забор воды из экологически загрязнённых водоёмов позволяет восстановить их и исключить использование новых источников воды для промышленного производства,
- возможность обеспечить население нормальным водоснабжением, которое не зависит от природных факторов и дефицита питьевых ресурсов и имеет низкую себестоимость,
- позволяет снизить эксплуатационные расходы на поддержание и производство подпиточной воды теплосети на 25-60%, что экономит от 8 до 23 млн. руб. в год в зависимости от технических характеристик применяемой установки.


М.2(2) – «Многотопливная горелка для отработанных масел и загрязнённых топлив»; В сверхзвуковой газогенератор подаётся пропан-бутановая смесь и воздух. Продукты сгорания газовой смеси поступают на вход в реактор, куда подаются отработанные нефтепродукты и воздух для их сгорания. Отсутствует предварительный подогрев топлив и ограничения как по свойствам так и по составу. Механизм распыления топлива не требует применения гидравлических или ротационных форсунок. Многотопливная горелка используется в качестве горелочного устройства резервного топлива на котлах малой и средней мощности (до 5 МВт). Резервным топливом служит отработанное масло. Потенциальные потребители: автотранспортные предприятия, ТЭЦ ЖКХ, асфальтовые заводы, металлургические и машиностроительные предприятия, нефтедобыча.
М.3(3) – «Разработка и исследование процесса сортовой прокатки компактных и некомпактных материалов в валках с адаптивно изменяющейся жёсткостью калибра». Валки с адаптивно изменяющейся жёсткостью калибра в системе двухвалковых закрытых калибров с выпуском калибра равным 0. Изготовлены опытные валковые комплекты. Предварительные исследования, имитирующие горячую прокатку на металле показали возможность получения значительных вытяжек за проход (в 2-3 раза больше, чем в традиционных системах калибров), что свидетельствует о возможности применения указанных систем в сортовом производстве. Величина единичного относительного обжатия в клети достигает минимум 50-70% (вытяжка составляет свыше 3-5). Также разработана технология получения прокатного профиля из порошкового материала ( металлокерамика ) с повышенными эксплуатационными характеристиками и высокой точностью геометрии. В ходе экспериментальных исследований, приведенных на порошковых материалах, получен прокатный профиль с относительной плотностью 96-98%, что практически недостижимо другими способами обработки давлением подобных материалов в незамкнутом объёме. В результате возможна: а) переработка (утилизация, компактирование) отходов производства (прокатные шламы, отходы травильных отделений, отделений покрытий); б) производство сортового порошкового проката с уникальными свойствами (электротехническими, магнитными, фрикционными и т. д.).

М.4 – Теплообменное устройство холодильных барабанов Охлаждение сыпучих материалов, обжигаемых во вращающихся и шахтных печах.. Устройство содержит корпус, разделенный на секции с равномерно установленными по окружности барабана лопастями разного вида в разных секциях, с наращиванием высоты лопастей от секции к секции. На рабочих поверхностях лопастей симметрично по боковым сторонам выполнены разнонаправленные наклонные прорези. Преимущества: повышение производительности за счёт снижения пылеуноса на 10%, снижение температуры охлаждения на 5-10 градусов Цельсия, повышение ремонтопригодности.
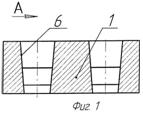
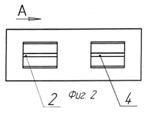
М.5 – Разливочный стакан для установки получения металлической дроби. Разливочный стакан содержит канал в виде щели прямоугольного сечения. Стенки канала по его ширине в верхней части расширены на угол с образованием воронкообразной емкости, в которой создается постоянный гидростатический напор, исключающий пульсацию вытекаемого металла. Преимущество: повышение качества дроби.
М.6 – Организация производства холодильно-обогревательных установок ТД-ХОУ-10, рассчитанных на достижение в холодильных камерах, объёмом 12 куб. метров температуры-35 градусов Цельсия. Использование турбодетандера, отсутствие аммиака, озоноразрушающих веществ – экологическая безопасность. Пищевая и фармацевтическая промышленности, кондиционирование помещений, переработка с/х продукции. Преимущества: высокая начальная производительность (в 4,5 раза выше номинальной), быстрое снижение температуры в охлаждаемой камере, осушение воздуха в холодильной камере, отсутствие процесса оттаивания и др.
М.7 – Промежуточный ковш для непрерывной разливки металлов. Содержит подвижные поперечные перегородки для разделения объёмов металла предыдущего и последующего разливочных ковшей для уменьшения доли непрерывно-литых слитков со смешанным химсоставом. Может быть использован при непрерывной разливке металлов в последовательной схеме подачи сталеразливочных ковшей методом «плавка на плавку».

М.8 – Новые способы химико-термической обработки металлических материалов в псевдоожиженном слое. Использование химических воздействий интенсифицирующих добавок при постоянной высокой концентрации насыщающего компонента на поверхности изделий. Предназначаются для повышения износо– , жаро– и коррозионной стойкости деталей машин и могут использоваться на предприятиях металлургической, авиационной, химической, судостроительной, машиностроительной и др. отраслях промышленности. Псевдоожижение насыщающей среды позволяет интенсифицировать диффузионный процесс химико-термической обработки, снизить расход применяемых реагентов, постоянно подводить активные частицы к насыщаемой поверхности и отводить продукты реакции от поверхности вглубь слоя, поддерживать постоянно высокую концентрацию насыщающего компонента на поверхности изделий. Технологии могут быть встроены в существующие технологические линии, значительно снижая при этом количество требуемого оборудования. Сокращение времени обработки в 2-4 раза, повышение износостойкости стальных изделий в 1,5-2 раза.
М.9-Сухая магнитная сепарация железных руд и сталеплавильных шлаков. Установка для сухой магнитной сепарации железных руд и шлаков для извлечения ферромагнитных частиц из руд и шлаков с целью получения концентратов и магнитных фракций и последующего их использования в металлургическом производстве. Особенность: ленточный конвейер для съёма магнитных частиц размещён над разгрузочным участком верхней ветви конвейера, а двухсекционный железоотделитель установлен внутри ленточного конвейера с возможностью регулирования высоты и угла наклона относительно поверхности ленты конвейера. Преимущества: повышение качества и полноты извлечения магнитного продукта, снижение потребления электроэнергии, расхода воды, футеровок, шаров. Производительность т/ч, потребляемая мощность - 8 кВт.
М.10 – Способ и конструкция машины для обвязки металлопроката. Новая схема компоновки механизмов формирования узла типа «оплётка», новая конструкция узловязателя, обеспечивающие обвязку сечений с высоким коэффициентом формы сечения (отношение высоты к ширине) и в стеснённых условиях, а также соединение концов проволоки в узел с высокой прочностью (прочность проволоки). Преимущество: существенное повышение надёжности и снижение затрат на эксплуатацию по сравнению с западными аналогами. Скорость выполнения операции обвязки сортового металлопроката (15-20 сек.) обеспечивает непрерывную работу современных сортовых станов, в том числе и проволочных, со скоростью прокатки до 100 м/сек.

М.11 – Программа расчёта и оптимизации установившихся эксплуатационных режимов систем электроснабжения промышленных предприятий, имеющих собственные электростанции. Алгоритм основан на использовании расчёта установившихся режимов усовершенствованным методом последовательного эквивалентирования и оптимизации режима методом динамического программирования. Программа решает следующие задачи:
– расчёты установившихся режимов;
– перспективная разработка нормальных эксплуатационных схем;
– планирование режимов при выводе в ремонт оборудования или при изменении оперативной конфигурации схемы;
– прогнозирование вероятных аварийных и после аварийных режимов;
– расчёт и анализ потерь активной и реактивной мощности;
– планирование режимов оптимального распределения активной и реактивной мощности между генераторами местных электростанций или между местными электростанциями и узлами примыкания к энергосистеме;
– расчёт токов трёхфазного короткого замыкания и остаточных напряжений;
– анализ установившихся режимов при выходе на работу раздельно с энергосистемой.
Время расчёта установившегося режима в зависимости от сложности систем электроснабжения составляет от 5 сек. до 3 мин. Время оптимизации режима – около 30 сек.
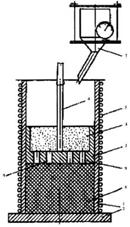
М.12 – Устройство для трамбования. Формование заготовок электродов для э/дуговых печей, блоков для доменных печей, алюминиевых электролизёров. Пуансон в пресс-форме соединён с источниками возвратно-поступательных и вращательных движений, имеет полость для шихты и сквозные отверстия. Послойное формирование заготовки производится при незначительной мощности устройства и обеспечивает высокую и равномерную плотность крупногабаритных заготовок и высокий (до 90%) выход годного, т. е. уменьшение процента бракованных заготовок на других металлургических переделах.
М.13 – Клеть-волока для деформации металла. Со смещённым очагом деформации и со сборкой калибра в «Замок» по опорным поверхностям – отсутствие станины для установки волоков. Волочение фасонных профилей и арматурной проволоки. Эффективная деформация протягиваемого металла при волочении, а при необходимости возможность наносить периодический рисунок на поверхность профиля. При этом поверхность металла деформируется по всему периметру поперечного сечения заготовки, что значительно повышает качество изделий. Небольшие габаритные размеры позволяют устанавливать эти клети-волоки на существующие конструкции волочильных станов, как барабанного, так и линейного типов без какой-либо существенной реконструкции. Прибыль от освоения нового вида продукции может составить не менее 4 тысяч рублей на одну тонну продукции при гарантированном начальном объёме потребления около 5 тысяч тонн в год, то есть, около 20 миллионов рублей в год.