
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
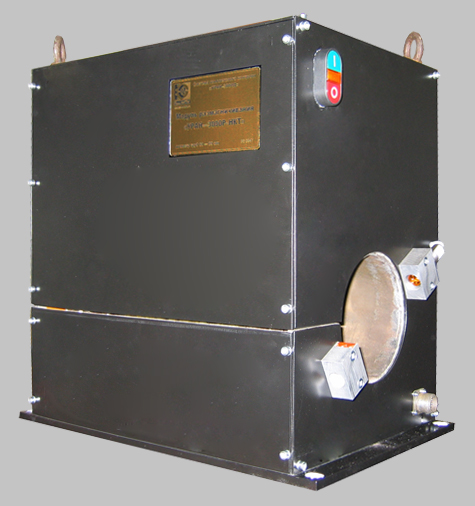
Установка «УРАН–3000Д–НКТ» для комплексного контроля НКТ
Назначение установки
Установка предназначена для автоматизированного комплексного контроля насосно–компрессорных стальных труб. Контроль производится при поступательном перемещении трубы (без вращения).
Установка обеспечивает:
- Выявление дефектов любой ориентации на наружной и внутренней поверхностях трубы, а также в толще металла (расслоения, раковины, питтинги, закаты и т. п.) в соответствии с ГОСТ 633–80, ГОСТ 632–80, АРI и другими стандартами; Измерение толщины стенки и разбивка по допускам (классам) согласно РД; Определение соответствия контролируемых труб данной группе прочности; Запись, обработку и учёт информации по вышеперечисленным операциям контроля труб с последующей передачей результата в систему АСУ; Измерение длины трубы (опция по желанию заказчика); Размагничивание труб до нормативных параметров (после проведения контроля).
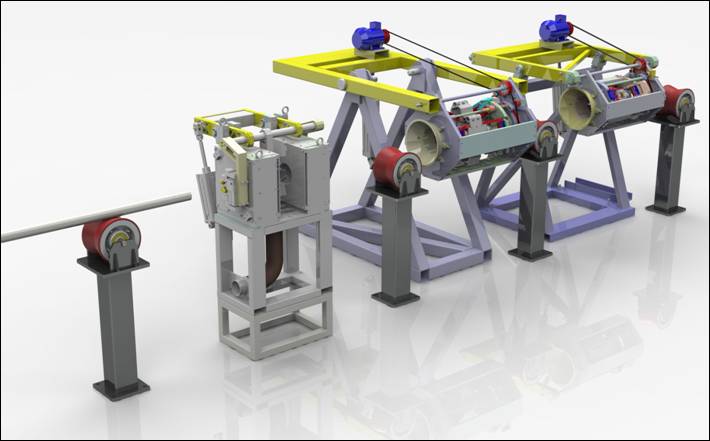
Общий вид установки «УРАН–3000Д–НКТ»
Состав установки
Установка включает в себя:
Ø модуль контроля поперечных дефектов «УРАН–3000 ПМ»;
Ø модуль контроля продольных дефектов «УРАН–3000 ПД»;
Ø модуль контроля толщины стенки трубы «УРАН–3000 ТД»;
Ø модуль размагничивания «УРАН–3000 Р»;
Ø информационно–измерительный комплекс «УРАН–3000 Д–НКТ»;
Ø транспортную систему «УРАН–3000».
Технические характеристики установки
Производительность Прим.: зависит от диаметра трубы | Не менее 40 труб/час, Возможно увеличение, по согласованию с заказчиком |
Диаметр контролируемых труб | от 48 до114 мм |
Длина контролируемых труб | от 5,5 до 14 м |
Диапазон измеряемых толщин стенки | от 2,5 до 9,0 мм |
Диапазон контролируемых групп прочности | Д, К, Е (Л, Р, М) |
Скорость движения трубы при контроле Прим.: зависит от диаметра трубы | до 0,6 м/с |
Рабочий зазор датчиков | 0,5÷1,0 мм |
Время непрерывной работы | до 23 часов |
Местоположение дефектов на трубе определяется с точностью | ±100 мм |
Диапазон рабочих температур | от +10°C до +40°C |
Допустимая влажность окружающего воздуха при температуре +25°C | 80% |
Допустимое атмосферное давление | 95±11 кПа |
Система питается от сети переменного тока | 380/220В, 50Гц |
Максимальная потребляемая мощность | не более 3500 В·А |
Габаритные размеры установки Длина×Ширина×Высота | 5,5×1,6×2,2 м |
Настройка чувствительности контроля выполняется по стандартным образцам предприятия (СОП) с нанесёнными искусственными дефектами. Параметры выявляемых искусственных дефектов:
Тип и параметр искусственного отражателя | Регистрируемый дефект | Недопустимый дефект |
Глубина риски, % от толщины стенки трубы (но не менее [0,3±0,05] мм) | (5,0±0,75) % | (12,0±0,75) % |
Длина риски прямоугольного профиля на наружной поверхности, параллельной оси образца | 50 (25) мм | 50 (25) мм |
Диаметр сквозных отверстий | 0,8 мм | 1,6 (3,2) мм |
Установка поставляется с государственным аттестатом Российской Федерации.
Принцип работы установки
Работа оборудования основана на электромагнитных и ультразвуковых бесконтактных методах неразрушающего контроля. Во время контроля труба последовательно поступательно перемещается с помощью транспортного устройства через модули контроля. В модуле контроля поперечных дефектов группа датчиков охватывает трубу по окружности. В модуле контроля продольных дефектов и толщины блоки датчиков вращаются вокруг трубы.
При проведении контроля обеспечивается сканирование 100% поверхности трубы группой датчиков. Зазор между поверхностью трубы и датчиками от 0,5 до 1,0 мм.
Контроль на дефекты производится с помощью индукционного метода магнитного контроля в режиме приложенного поля — метода рассеяния магнитного потока.
Контроль толщины стенки трубы производится с использованием бесконтактного ультразвукового метода — «сухого ультразвука», основанного на ЭМА преобразовании. При проведении контроля контактной жидкости не требуется. Допускается наличие на поверхности трубы грязи, окалины и следов нефтепродуктов. Результат контроля выводится на дисплей информационно–измерительного комплекса в абсолютных единицах — миллиметрах, с «привязкой» толщины к развертке по длине трубы.
Для определения группы прочности труб и муфт используется комплексный метод, заключающийся в определении электромагнитных свойств металла труб и его химического состава и последующей обработки этой информации по определенному алгоритму, использующему взаимосвязь вышеуказанных свойств с механическими свойствами металла труб. Метод позволяет обеспечить значительно более высокую, по сравнению с электромагнитным методом, достоверность контроля.
Отличительные особенности
Ø Поступательный характер перемещения трубы при проведении контроля. При этом сканирующие устройства модулей продольной дефектоскопии и толщинометрии вращаются вокруг поверхности трубы. Использование такой схемы контроля обеспечивает минимизацию биений и вибраций трубы, что способствует повышению достоверности контроля. Кроме того, толщинометрия в режиме сканирования поверхности трубы «по спирали» имеет максимально возможную достоверность контроля;
Ø «Открытая архитектура» конструкции модулей, обеспечивающая удобство обслуживания оборудования и переналадки;
Ø Универсальность оборудования. Конструкция сканирующих устройств обеспечивает контроль труб широкой номенклатуры, а в определенном диапазоне диаметров — без переналадки. При этом трубы могут иметь навинченные муфты и замки, высаженную часть;
Ø Использование методов контроля, устойчивых к наличию на поверхности трубы окалины, грязи, следов масел и нефтепродуктов, колебанию зазоров между поверхностью датчиков и трубы;
Ø Модульный принцип организации позволяет произвольно конфигурировать состав оборудования в зависимости от требований к качеству контроля;
Ø Использование в конструкции сканирующих устройств принципа слежения за трубой, самопозиционирования блока датчиков. Принцип реализуется за счет применения 3–х и 4–х конусной системы центрирования и системы балансировки;
Ø Использование конструкции сканирующих устройств, исключающих разрушение блоков датчиков при контроле труб, имеющих на поверхности задиры и вырывы металла;
Ø Использование многоступенчатой системы защиты датчиков, в том числе сменных защитных пластин;
Ø Использование отдельных модулей для выполнения нескольких функций. Модуль контроля продольных дефектов трубы обеспечивает контроль продольных дефектов муфты. Модуль размагничивания используется при определении группы прочности трубы;
Ø Использование бесконтактных систем питания и передачи информации в сканирующих устройствах роторного типа, что значительно повышает надежность и сокращает время обслуживания;
Ø Введение двух положений позиционирования сканирующих устройств — рабочего и обслуживания;
Ø Использование в конструкции сканирующего устройства модуля контроля продольных дефектов подвижного магнитопровода, что способствует повышению достоверности контроля и позволяет проводить контроль труб и муфт разного диаметра без переналадки оборудования;
Основные принципы сопряжения установки со смежным оборудованием
Ø Все модули контроля работают при поступательном перемещении трубы;
Ø Все модули контроля выстраиваются в одну линию и встраиваются между сопрягаемым смежным оборудованием;
Ø Транспортная система вписывается в существующие транспортные системы и сопрягается с ними по скорости.
Использование вышеизложенных принципов позволяет оптимизировать процесс сопряжения установки со смежным оборудованием и минимизировать площади, необходимые для размещения установки в условиях действующего цеха.
Модули контроля установки «УРАН–3000Д–НКТ»
Модуль «УРАН–3000ПМ» для контроля поперечных дефектов
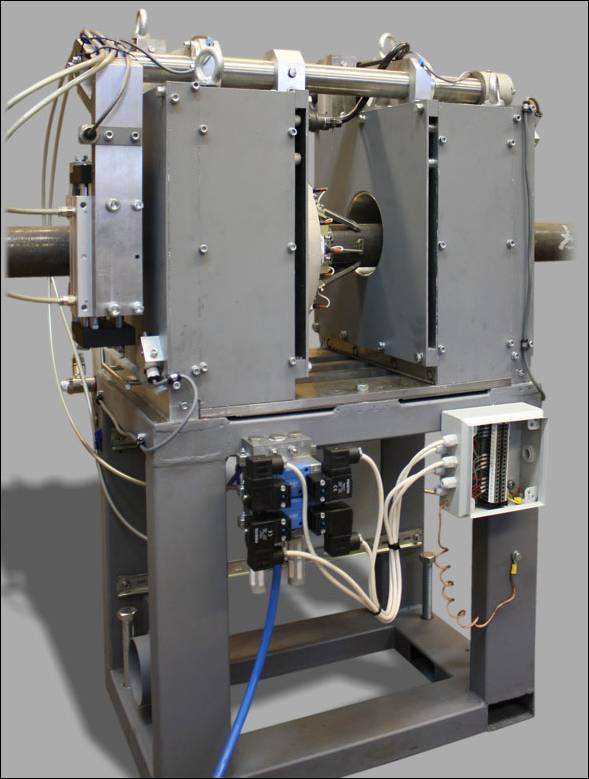
Модуль предназначен для автоматизированного контроля дефектов сплошности металла трубы, ориентированных преимущественно поперек трубы. Контроль производится с помощью индукционного метода магнитного контроля в режиме приложенного поля (метод рассеяния магнитного потока).
В зависимости от диаметра трубы используется от 10 до 14 датчиков. Опрос датчиков выполняется 1000 раз в секунду. Оператору доступен просмотр первичного сигнала каждого датчика. Переналадка модуля на нужный типоразмер контролируемых труб выполняется путем установки соответствующего блока датчиков.
Модуль имеет два режима работы — режим дефектоскопии и режим обслуживания;
В первом режиме блок датчиков с устройством позиционирования находится в зоне перемещения трубы. Во втором режиме блок датчиков находится вне зоны нахождения трубы. При этом обеспечивается возможность перемещения трубы в реверсивном режиме и возможность оператору–дефектоскописту проводить работы по замене блока датчиков. Перевод модуля из одного режима в другой обеспечивается с помощью пневмооборудования.
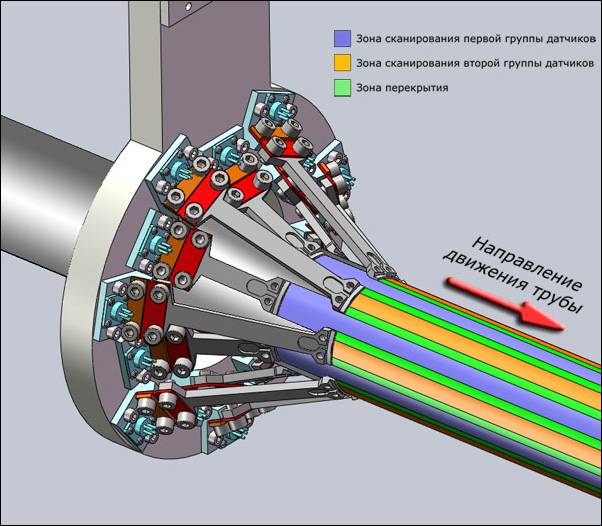
Схема сканирования трубы по зонам модулем «УРАН–3000ПМ»
Основные технические характеристики
модуля контроля поперечных дефектов:
№ п/п | Наименование | Параметры |
1 | Чувствительность: выявление сквозного отверстия: Диаметром 1,6 мм Диаметром 3,2 мм | с отношением сигнал/шум не хуже 12 дБ 20 дБ |
2 | Количество опросов датчиков в секунду | 1000 |
3 | Производительность контроля, не менее | 40 труб/час |
4 | Диаметр контролируемых труб | от 48 до 114 мм |
5 | Точность определения места поперечного дефекта по длине трубы (при условии стабильности скорости перемещения трубы не хуже 0,1%) | ±100 мм |
6 | Количество сменных блоков датчиков | По одному на каждый диаметр трубы |
7 | Потребляемая мощность, не более | 2 кВт |
8 | Неконтролируемая зона | отсутствует |
9 | Исполнение модуля | стационарное |
10 | Режим работы | непрерывный |
11 | Условия эксплуатации | цеховые условия металлургического (машиностроительного) производства |
12 | Габаритные размеры установки Длина×Ширина×Высота | 1630×1360×2100 мм |

Устройство центрирования трубы с пневмоцилиндрами.
Модуль «УРАН–3000ПД» для контроля продольных дефектов
Модуль представляет собой установку роторного типа. При проведении контроля блок датчиков вращается вокруг трубы. Для всех диаметров труб используется два датчика с двумя первичными преобразователями в каждом. Опрос датчиков выполняется 1000 раз в секунду. Оператору доступен просмотр первичного сигнала с каждого первичного преобразователя.
Переналадка модуля на нужный типоразмер контролируемых труб в определенном диапазоне диаметров не требуется.
Модуль имеет два режима работы — рабочий режим и режим обслуживания.
В первом режиме вращающийся блок находится в зоне перемещения трубы. Во втором режиме вращающийся блок находится вне зоны нахождения трубы. При этом обеспечивается возможность перемещения трубы в реверсивном движении и возможность оператору–дефектоскописту проводить работы по обслуживанию модуля. Перевод модуля из одного режима в другой обеспечивается с помощью пневмооборудования.
Основной особенностью конструкции сканирующего устройства модуля является использование для намагничивания трубы постоянных высокоэнергетических магнитов и подвижного магнитопровода.
Конструкция сканирующего устройства обеспечивает его автоматическое самопозиционирование на трубе при смещении её оси в вертикальной и горизонтальной плоскостях в процессе перемещения. Это способствует стабилизации зазоров между поверхностью трубы и поверхностью блока датчиков и устройства намагничивания, в результате чего повышается достоверность контроля.
Особенностью конструкции является использование для питания и передачи информации с датчиков бесконтактных систем, что позволяет существенно упростить обслуживание модуля и повысить надежность оборудования.
В качестве защиты между поверхностью трубы и поверхностью блока датчиков используется сменная защитная пластина. Ресурс пластины при контроле новых труб — не менее 12–и месяцев. Время замены — не более 3–х минут.


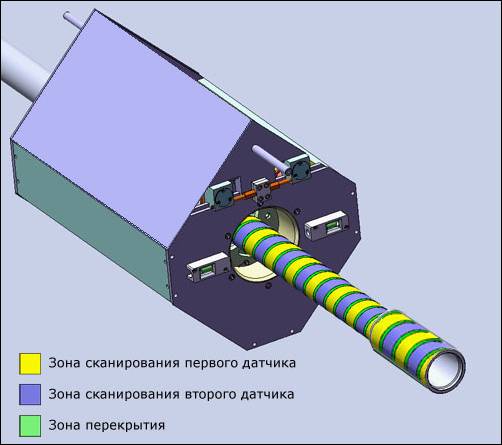
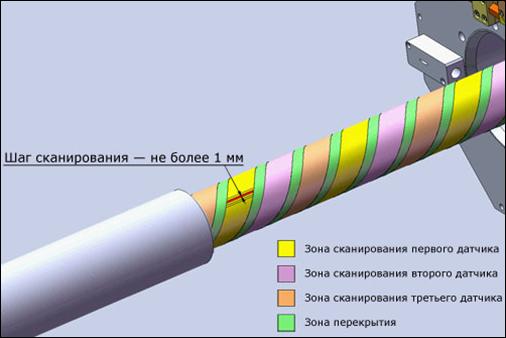
Схема сканирования трубы по зонам модулем контроля продольных дефектов
Основные технические характеристики модуля контроля продольных дефектов:
№ п/п | Наименование | Параметры |
1 | Чувствительность: выявление продольной риски: глубиной 0,5 мм | с отношением сигнал/шум не хуже: 12 дБ |
2 | Количество опросов датчиков в секунду | 1000 |
3 | Производительность контроля, не менее | 40 труб/час |
4 | Максимальный шаг сканирования трубы, не менее | 120 мм |
5 | Максимальная окружная скорость сканирования трубы | 600 мм/с |
6 | Диаметр контролируемых труб | от 48 до 114 мм |
7 | Точность определения места продольного дефекта по длине трубы (при условии стабильности скорости перемещения трубы не хуже 0,1%) | ±100 мм |
8 | Количество первичных преобразователей | 4 |
9 | Потребляемая мощность, не более | 1 кВт |
10 | Неконтролируемая зона | отсутствует |
11 | Исполнение модуля | стационарное |
12 | Режим работы | непрерывный |
13 | Условия эксплуатации | цеховые условия металлургического (машиностроительного) производства |
14 | Габаритные размеры установки Длина×Ширина×Высота | 1360×1750×1770 мм |
Модуль «УРАН–3000ТД» для контроля толщины стенки трубы
Модуль предназначен для автоматизированного контроля толщины стенки трубы.
Контроль толщины стенки трубы производится с использованием бесконтактного ультразвукового метода — «сухого ультразвука», основанного на ЭМА преобразовании. При проведении контроля контактной жидкости не требуется. Допускается наличие на поверхности трубы окалины, грязи, следов масел и нефтепродуктов. Результат контроля выводится на дисплей информационно–измерительного комплекса в абсолютных единицах — миллиметрах, с «привязкой» толщины к развертке по длине трубы.
В конструкции модуля использовано множество оригинальных технических решений. Модуль обеспечивает непревзойденную достоверность контроля и в каждом случае наличия брака выявляет его. Модуль превосходит по достоверности используемые в настоящее время на трубных заводах толщиномеры. Обеспечивает по–настоящему «сплошной» контроль толщины стенки — без разрывов и пропусков. Подтверждение этому — постоянно выявляемый при входном контроле толщины стенки брак у труб, уже прошедших выходной контроль у изготовителя.
Модуль представляет собой установку роторного типа. При проведении контроля блок датчиков вращается вокруг контролируемой трубы. Для всех диаметров труб используется три датчика. Каждым датчиком в секунду производится не менее 80 измерений. Оператору доступен просмотр первичного сигнала каждого датчика, а также сигналов после математической обработки в каждой точке измерения.
Переналадка модуля на нужный типоразмер контролируемых труб в определенном диапазоне диаметров не требуется.
Модуль имеет два режима работы — режим толщинометрии и режим обслуживания;
В первом режиме вращающийся блок находится в зоне перемещения трубы. Во втором режиме вращающийся блок находится вне зоны нахождения трубы. При этом обеспечивается возможность перемещения трубы в реверсивном режиме и возможность оператору–дефектоскописту проводить работы по обслуживанию модуля. Перевод модуля из одного режима в другой обеспечивается с помощью пневмооборудования.


Основной особенностью конструкции является использование подвижной самопозиционирующейся подвески с тремя датчиками ЭМАП, обеспечивающей не только позиционирование датчиков с высокой точностью, но и позиционирование всего вращающегося блока. При этом автоматически обеспечивается оптимальный зазор между поверхностью датчиков и поверхностью трубы независимо от диаметра трубы. Вибрации датчиков относительно поверхности трубы минимальны.
Оптимизация зазоров и минимизация вибраций позволяет обеспечивать максимально возможное качество первичного сигнала, что, в свою очередь, способствует высокому качеству контроля толщины стенки трубы.
Особенностью конструкции является также использование для питания и передачи информации бесконтактных систем, что позволяет существенно упростить обслуживание модуля.
В качестве защиты между поверхностью трубы и поверхностью блока датчиков используется сменная защитная пластина. Ресурс пластины при контроле новых труб — не менее 2–х недель. Время замены — не более одной минуты.
Основные технические характеристики модуля контроля толщины стенки:
№ п/п | Наименование | Параметры |
1 | Диапазон измеряемых толщин стенки трубы | от 4,0 до 9,0 мм |
2 |
| ±(0,002 Нх + 0,06) мм где Нх — толщина стенки трубы
Rz = 40мкм — ±0,1 мм Rz = 80мкм — ±0,15 мм Rz = 160мкм — ±0,2 мм |
3 | Количество измерений в секунду | 80 |
4 | Производительность контроля, не менее | 40 труб/час |
5 | Максимальный шаг сканирования трубы, не менее | 60 мм |
6 | Максимальная окружная скорость сканирования трубы при ультразвуковом контроле | 600 мм/с |
7 | Диаметр контролируемых труб | от 48 до 114 мм |
8 | Точность определения места дефекта толщины по длине трубы (при условии стабильности скорости перемещения трубы не хуже 0,1%) | ±100 мм |
9 | Время калибровки толщиномера, не более | Калибровка не требуется, так как используются настройки изготовителя |
10 | Количество первичных преобразователей | 3 |
11 | Потребляемая мощность, не более | 1 кВт |
12 | Неконтролируемая зона | отсутствует |
13 | Исполнение модуля | стационарное |
14 | Режим работы | непрерывный |
15 | Условия эксплуатации | цеховые условия металлургического (машиностроительного) производства |
16 | Габаритные размеры установки Длина×Ширина×Высота | 1310×1740×1680 мм |
 Предел допускаемого значения основной погрешности измерения, не более (на СОП): Предел допускаемых значений дополнительной погрешности при измерении толщины с шероховатой поверхностью
Предел допускаемого значения основной погрешности измерения, не более (на СОП): Предел допускаемых значений дополнительной погрешности при измерении толщины с шероховатой поверхностьюМодуль «УРАН–3000ГПК» для контроля группы прочности металла трубы
Модуль предназначен для определения группы прочности (совокупности механических свойств металла) трубы и муфты. Контроль производится с помощью комплексного метода, основанного на использовании двух взаимодополняющих методов: электромагнитном методе (определении электромагнитных свойств) и контроле химического состава металла. Для определения электромагнитных свойств используется проходной соленоид (размагничивающее устройство) с источником тока возбуждения. Для определения химического состава используется мобильный спектрометр типа «Spectrotest».
На основании данных об электромагнитных свойствах металла трубы и его химическом составе с помощью информационно–измерительного комплекса производится определение группы прочности трубы.
Кроме того, по данным химического состава контролируется соответствие металла трубы определенной марке стали.
Возможно определение группы прочности трубы с помощью использования только электромагнитного метода («УРАН–3000ГПЭ»). В этом случае достоверность контроля будет ниже.
|
|
Мобильный спектрометр «Spectrotest» | Определение химсостава металла трубы |



Определение электромагнитных свойств металла трубы
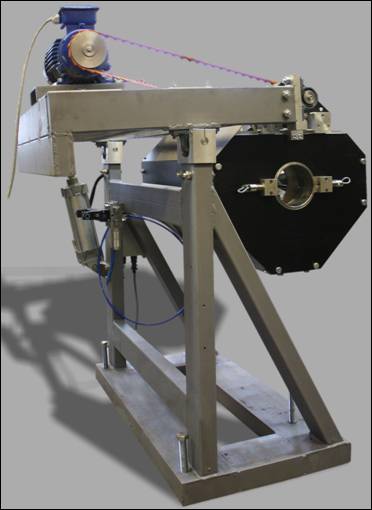
Модуль «УРАН–3000Р» для размагничивания труб
Модуль выполняет размагничивание прошедших контроль труб.
Диаметр соленоида выбран с учетом прохождения через него трубы с муфтой максимального диаметра. При этом положение центра оси соленоида выбрано с учетом того, что переналадка при смене диаметра контролируемой трубы не требуется.
Основные технические характеристики модуля размагничивания:
- Частота размагничивания — 4 Гц; Потребляемая мощность — не более 1кВт; Остаточная намагниченность — в соответствии с нормативными параметрами ; Габаритные размеры модуля:
- длина — 900 мм; высота — 920 мм; ширина — 600 мм.
Информационно–измерительный комплекс «УРАН–3000Д–НКТ»
Информационно–измерительный комплекс обеспечивает управление процессом контроля, выполняет сбор первичных данных с каждого модуля контроля, их обработку и формирование общего результата контроля трубы.
Общий результат контроля может быть передан в АСУ цеха для управления маркираторами, отрезными станками, для автоматической раскладки труб по карманам.

Информационно–измерительный комплекс «УРАН–3000».
Вариант 1

Информационно–измерительный комплекс «УРАН–3000».
Вариант 2
Транспортная система «УРАН–3000»
Транспортная система обеспечивает перемещение труб с постоянной скоростью через модули установки. Скорость перемещения труб задается для каждого их типоразмера индивидуально и согласуется со скоростью вращения роторных модулей контроля, что обеспечивает сканирование всей поверхности трубы без пропусков и «мёртвых зон».
Транспортная система состоит из приводных стоек с прижимами, пневмооборудования для управления прижимами, шкафа управления и пульта управления.
Ролики приводных стоек и прижимов имеют полиуретановое покрытие, что обеспечивает отсутствие проскальзывания при движении трубы и исключает возможность её повреждения.
|
|
Приводные стойки и пневмооборудование | Шкаф управления транспортной системы |


