

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Руководство по эксплуатации
I. Руководство по установке
II. Руководство по управлению
III. Руководство по обслуживанию
Гидравлическая гильотина Модель SB
HGL 3006
Серийный номер: 0711196
MVD INAN
Takim Tezgahlari Sanayi A.ş.
ВАЖНО:
Данный документ с подписью следует вернуть компании MVD INAN, сразу, после начала эксплуатации станка. Данный документ является основой начала гарантийного срока.
Модель: HGM 3006
Серийный номер:
Стандартное проектирование:EN 13985:2001, CEI/IEC +A1:1999
Покупатель__________________________________________________________
__________________________________________________________________
__________________________________________________________________
_____________________
Перед началом эксплуатации покупатель или квалифицированный специалист должен произвести следующую проверку:
1. Установка и выравнивание
2. Уровень масла
3. Электрические контакты
4. Гидравлическая система
5. Тестовый прогон
6. Проверка функций
Нижеподписавшийся заявляет, что он / она получил руководство по эксплуатации вместе с декларацией Совета Европы.
Кроме того, он или она должен гарантировать что персонал, который будет иметь дело с изделием, прочитал и понял все инструкции по работе с механизмом и аспектам безопасности, описанным в данном документе.
Заметки: __________________________________________________________
__________________________________________________________________
__________________________________________________________________
_________________________________________________
Подпись: Дата:
Покупатель: ____________________________Доверенное лицо или инженер по обслуживанию компании Mvd Inan
____________________________
Имя: ____________________________ Имя: ____________________________
Должность: ____________________________
Содержание:
Важно………………………………………………………………………2
Содержание……………………………………………………………… 3
Введение………………………………………………………………… 5
I РУКОВОДСТВО ПО УСТАНОВКЕ…………………………………...6
I.1 Погрузка и перевозка....................................................................6
I.2 Размещение…………………………………………………………...6
l.3 Выравнивание…………………………………………………………7
I.4 Заправка масляного бака……………………………………………7
I.5 Обеспечение электрического соединения………………………..7
I.6 Начало работы изделия……………………………………………...8
ВНИМАНИЕ……………………………………………………………….9
II РУКОВОДСТВО ПО УПРАВЛЕНИЮ……………………………… 10
II.1 Информация об изделии………………………………………….. 10
II.1.1 Основная характеристика………………………………………. 10
II.1.2 Техническая характеристика…………………………………… 10
II.1.3 Примечания……………………………………………………….. 12
II.2 Безопасность…………………………………………………………12
II.2.1 Инструкции………………………………………………………… 13
II.2.2 Оборудование по безопасности……………………………….. 13
II.2.2.1 Шкаф электроавтоматики…………………………………….. 13
II.2.2.2 Световая занавеска……………………………………………. 14
II.2.2.3 Датчики безопасности и защитные решетки………………. 14
II.2.2.4 Ручной механизм управления……………………………….. 14
II.2.2.5 Ножная педаль…………………………………………………. 15
II.2.2.6 Средства регулировки хода………………………………….. 15
II.2.2.7 Переключатель и клапаны давления……………………….. 15
II.2.2.8 Кнопка экстренной остановки……………………………… 15
II.2.2.9 Кнопка сброса………………………………………………… 16
II.2.2.10 Кнопка подъема балки……………………………………….. 16
II.2.3 Ответственность………………………………………………….. 16
II.3 Работа на станке……………………………………………………. 16
II.3.1 Режим работы 1: Способ регулирования…………………….. 17
II.3.2 Установка инструментов………………………………………… 18
II.3.3 Регулирование точки свободного хода и верхней
мертвой точки……………………………………………………………. 22
II.3.4 Установка заднего упора………………………………………... 24
II.3.5 Режим работы 2: Режим работы………………………………. 24
II.3.6 Завершение работы……………………………………………… 25
III РУКОВОДСТВО ПО ОБСЛУЖИВАНИЮ………………………… 26
III.1 Смазка……………………………………………………………….. 26
III.2 Механическая система обслуживания…………………………. 26
III.3 Гидравлическая система обслуживания………………………. 26
ПРИЛОЖЕНИЕ А: Пояснения к терминам…………………………. 31
ПРИЛОЖЕНИЕ B: Гидравлическая система………………………. 33
ПРИЛОЖЕНИЕ C: Электрическое оборудование………………… 37
ПРИЛОЖЕНИЕ D: Рук-во по работе с цифровым управлением.. 38
Введение
Руководство по эксплуатации содержит инструкции по поддержке, работе и обслуживанию изделия. Документ состоит из трех разделов: I. Руководство по установке, II. Руководство по работе, III. Руководство по обслуживанию.
Любые работы или настройки со стороны покупателя, не предусмотренные компанией производителем и не оговоренные в руководстве по использованию, дают производителю право на прекращение гарантийного срока. |
Если Вам потребуется дополнительная информация по техническому обслуживанию, наш отдел обслуживания всегда готов предоставить любую информацию по требованию.
MVD INAN
Отдел обслуживания Конья/Турция
Тел: +90.332.2482540
Факс: +90.332.2485380
 MVD INAN HGM
MVD INAN HGM
I. РУКОВОДСТВО ПО УСТАНОВКЕ
I.1 Погрузка и перевозка
Отгруженный станок, по прибытию к заказчику должен быть распакован и проверен на предмет повреждения или отсутствия каких-либо деталей. Обе стороны изделия должны быть прикреплены на металлические тросы в 4х отмеченных местах (См. Рис. 1). Заказчик несет ответственность за погрузку, перевозку и безопасное размещение изделия, а также за соблюдение требований по настройке.
Изделие нужно тщательно вычистить и наложить на металлическую поверхность средства препятствующие ржавлению. Предполагается, что металлические поверхности должны быть покрыты тонким слоем машинного масла. Смотрите также Руководство по эксплуатации раздел II.3.3
I.2 Размещение
Поверхность, на которой размещается изделие, должна быть бетонной и ровной. Вокруг изделия должно быть достаточно свободного пространства для обеспечения осмотра и обслуживания изделия, а также для обеспечения безопасной эксплуатации рабочих частей и режущих инструментов.
В процессе гибки, усилие должно амортизироваться бетонной поверхностью. Размещение изделия должно быть организованно адекватно весу станка, место размещения станка должно быть достаточно прочным на случай землетрясений. См. рис. 1
Внимание: Заказчик обязан прикрепить изделие анкерными болтами к полу, а также установить заземление. |
I.3 Выравнивание
Помещая изделие на подготовленную поверхность, под каждый угол станка нужно подложить металлические пластины толщиной 20 мм, также изделие следует выровнять вдоль и поперек. Выравнивание станка выполняется посредством крепления 4х болтов(1) в основании станка и фиксируется гайками (3) на стержнях (2)(рис 1). Допустимые отклонения:
Выравнивание поперек: около 0.1 мм/м (глубина)
Выравнивание вдоль: около 0.2 мм/м (длина)
Анкерные болты не включены в стандартную комплектацию и могут быть предоставлены по отдельной цене.
I.4 Заправка масляного бака
Заправьте масляной бак одним из видов масла, указанных ниже, недоливая 3-4х см до крышки бака. Функционирование гидравлической системы напрямую зависит от качества и условий (чистота и беспримесность) используемого масла. Масло должно обладать следующими минимальными качествами:
Вязкость при 40 °С: 37 сСт
Индекс вязкости: примерно 105
Примеры: Shell Tellus 37, BP Energol HLP 37, Esso Nuto H 37, Aral oil 37, : Mobil DTE 24
I.5 Обеспечение электрического соединения
Электрическое соединение уже готово к использованию. Только 3 фазы источника питания должны быть соединены с главным переключателем, и заземление должно быть установлено с клеммой заземления. Для главного выключателя используется экранированный кабель, экран прикрепляется к металлическому сальнику на выходе электрошкафа.
- Электрические соединения должны быть установлены квалифицированными специалистами в соответствии с принятыми стандартами. Поперечное сечение соединительного кабеля должно соответствовать общей требуемой силе написанной на станке.
- Поворот двигателя ограничен до одного направления. Когда все электрические соединения установлены, условия безопасности и обслуживания соблюдены и кнопка старт нажата, если двигатель не работает, просто поменяйте 2 фазы местами. Также см. раздел I.6
I.6 Начало работы машины
Включить главные переключатели, отпустить кнопки аварийной остановки и нажать кнопку сброса Reset. Контрольная лампа источника питания должна загореться (если нет, проверьте главную цепь питания). Мотор начнет вращение при нажатии кнопки Старт. Если контрольная лампа источника питания не загорается, это означает, что установленная система безопасности обнаружила проблему, и машина не начнет работать. В этом случае следует проверить подвижные части защиты и удостовериться, что они закрыты. Затем снова нажать кнопку Reset. Если проблема не устранена, следует связаться с отделом обслуживания компании MVD INAN.
Внимание
- Не начинайте работу станка, не ознакомившись с руководством по управлению Станок должен быть установлен на бетонную поверхность, как указано в пункте I.2 Перед запуском станка удостоверьтесь, что масляный бак полон Входное напряжение должно быть 380-400 вольт, сила тока 50 герц Кабель питания от сети от переменного тока должен быть 4x4 мм². R, S,T для фаз и GND для линии заземления Для безопасности работы насоса электродвигатель должен вращаться только в одном направлении. Если двигатель не начинает работу, следует поменять местами две из фаз (R, S,T) главного выключателя электрошкафа. Во время работы станка электрошкаф должен быть закрыт Такие работы, как сварка или шлифовка, не должны проводиться на станке или при помощи станка Не производите перенастройку установленных положений гидроаппарата (гидроклапана). Станок должен управляться только специалистом, внимательно прочитавшим руководство по управлению При возникновении проблем проинформируйте производителя
MVD INAN HGM
II. РУКОВОДСТВО ПО УПРАВЛЕНИЮ
II.1 Информация об изделии
II.1.1 Основные характеристики
1. Подвижная верхняя балка,
2. Жесткий корпус представляет собой стальную сварную конструкцию из двух боковых стенок, стола и бака.
3. Точная обработка конструкций достигается благодаря устройству ЧПУ
4. Параллельная работа гидравлических цилиндров
5. Компактная гидравлическая система с одним блоком
6. Сбрасывающий клапан, не допускающий нарастания давления
7. Высокопрочная система посадки сборок тепловыделяющих элементов с регулировкой давления
8. Освещение ножей
9. Настройка длины отреза
10. Прочные износоустойчивые ножи, изготовленные из импортной европейской стали. Верхние ножи имеют по 2 лезвия, нижние по 4
11. Позиционный переключатель для различных режимов работы.
12. Световая занавеска на задней стороне
13. Аварийный ограничитель и кнопка сброса
14. Электромеханический задний упор и позиционный автоматический регулятор с позиционной точностью ± 1 мм
II.1.2 Технические характеристики
II.1.3 Примечания
1. Гидравлический насос никогда не должен работать без смазки, в противном случае он будет поврежден. Перед началом работы двигателя всегда нужно проверять уровень масла
2. Любые перенастройки в гидроаппарата (гидроклапана) могут быть разрешены только компанией производителем.
3. Электрические и механические соединения должны устанавливаться только квалифицированными специалистами.
4. Заказчик должен убедиться, что локальное освещение рабочего места составляет минимум 500 люксов.
II.2 Безопасность
II.2.1 Инструкции
• Не следует превышать предельно допустимую нагрузку станка
• За один рабочий ход следует разрезать только один лист метала
• Для работы на станке допускаются только специалисты
• Перед началом работы следует очистить место расположения станка от препятствующих работе предметов, которые могут стать причиной падения опрокидывания или неустойчивости |
• руководство по цифровому управлению должно быть тщательно изучено специалистами. См. Приложение D
• Работник должен убедиться, что в пределах рабочей зоны станка никого нет
• Безопасность в передней и боковых зонах обеспечивается стационарным оградительным устройством. Сзади вход в рабочую зону контролируется 3 световыми лучами
• Верхний и нижний предельные выключатели предотвращают чрезмерное и постоянное повышение давления, что, в свою очередь, предотвращает нагревание масла
• Регулирующее устройство для корректирования зазора между лезвиями после заточки
• работники должны беречь пульт управления и кабель ножной педали от повреждений во время обработки материала.
• Шкаф электроавтоматики должен быть закрыт во время работы. Доступ к этому шкафу имеют только квалифицированные специалисты.
• Запрещается держать открытое пламя вблизи механизма, или продолжать варить или шлифовать рабочие материалы на станке или вблизи станка.
• оператор должен быть одет согласно предписаниям (то есть прочная, прилегающая к телу одежда, специальные ботинки и перчатки и т. д.)
• Во время обслуживания и ремонтных работ, главный выключатель должен стоять на отметке “0” и закрыт на замок из соображений безопасности.
• В случае необходимости, на кнопки экстренной остановки можно нажать на стойке ножной педали и на пульте управления.
II.2.2 Безопасное Оборудование
II.2.2.1 Шкаф управления и распределительный шкаф
Распределительный шкаф отвечает за главный переключатель, связь кабеля педали и уплотнителя главного входа. Шкаф электроавтоматики отвечает за контрольную лампу источника питания, кнопку Сброс, кнопку Старт, кнопку Стоп, кнопу аварийной остановки, позиционный контроллер, переключатель режима и ключ блокировки аппаратуры управления.
Внимание!: руководство по эксплуатации блока позиционного регулирования в Приложении D должно быть тщательно изучено операторами перед запуском механизма. |
II.2.2.2 Стационарные ограждения
Стандартные стационарные ограждения прикреплены болтами спереди и по обеим сторонам станка. Это исключает вероятность задеть руками ножи и прижимные цилиндры.
Внимание! Стационарные ограждения и другие средства защиты ни в коем случае не должны убираться во время работы станка. Каждый работник несет ответственность, т. к. эта зона является самой опасной зоной станка.
II.2.2.3 Световая занавеска
Световые лучи - AOPD (активное оптикоэлектронное защитное устройство), которое образует оптическую занавеску на задней стороне. Она работает, если горит красный свет индикатора. Если есть какие-либо препятствия между зонами подачи и приема или если сбиты регулировки, красный свет погаснет, и сработают индикаторы аварийной остановки.
Расстояние световой занавески от заднего упора – 1м, расстояние от ножей можно найти на пластине механизма. Строго запрещается изменять расстояние ниже указанной величины. В случае любых нарушений в поведении системы остановки, нужно немедленно связаться с Отделом Обслуживания MVD Inan.
ВНИМАНИЕ! Световые лучи реагируют только на пересечение. Если человек уже находится внутри рабочей зоны, защита не сработает. Поэтому до запуска оператор обязан удостовериться, что внутри рабочей зоны никого нет. |
II.2.2.4 Датчики безопасности и запорные планки
Датчики безопасности и запорные планки находятся под верхней балкой нижнего хода. Планку нужно вытянуть и убрать спусковой механизм, после чего станок приостановит работу. Затем планка помещается в отверстие боковой колонны, что предотвратит ее падение. Однако, следует обратить внимание, что планка не сможет выдержать веса балки или остановить усилие цилиндра
II.2.2.5 Педаль
Процесс резки осуществляется посредством нажатия на педаль. При нажатии на педаль балка опускается. При отпускании педали балка останавливается или поднимается, в зависимости от режима работы позиционного переключателя.
II.2.2.6 Регулирование длины отреза
Регулирование длины отреза обеспечивается использованием реле выдержки времени или потенциомера, расположенных на панели управления. Система базируется на времени. Когда достигается время заданное реле или потенциомером, балка автоматически останавливается. Затем, когда отпускается педаль, балка останавливается или поднимается, в зависимости от режима работы позиционного переключателя.
II.2.2.7 Сбрасывающие давление клапаны
Гидравлическая система оборудована несколькими клапанами давления, которые ограничивают максимальное давление на различных этапах системы для обеспечения безопасных условий работы.
II.2.2.8. Кнопка аварийной остановки
Используется в экстренных случаях для немедленной остановки и для остановки при завершении работы станка. При ее нажатии немедленно прекращают работу все механизмы и средства управления. Для перезапуска кнопку следует вернуть в исходное положение, затем нажать кнопку Reset (сброс) и когда загорится белый индикатор питания нажать кнопку Старт.
II.2.2.9 Кнопки Reset (сброс)
При нажатии этой кнопки загорается индикатор перевода в дежурный режим. Он проверяет систему безопасности. В случае прерывания или ошибки системы безопасности, система блокирует работу до устранения ошибки. Следует обратить внимание, что ошибка может быть из-за неполадок световой занавески, предохранителя запорной планки или аварийной остановки.
II.2.3 Ответственность
Гидравлические гильотины MVD INAN сконструированы и произведены для резки листовых изделий. Оператор в первую очередь должен ознакомиться с инструкцией по эксплуатации механизма. MVD INAN не несет никакой ответственности за любое повреждение или его последствия, в результате некомпетентного использования станка.
II.3 Работа на станке
Включите главные переключатели, нажмите кнопку Reset. Загорится контрольная лампочка источника питания электрошкафа (если нет, проверьте главную цепь питания, синхронизацию световых пучков и выключатель запорной планки). Нажмите кнопку Старт, двигатель начнет работать. Если контрольная лампочка источника питания все же не загорается, проверьте другие компоненты механизма, имеющие отношение к системе безопасности и реле, или свяжитесь с отделом обслуживания компании MVD INAN.
II.3.1 Режимы работы позиционного переключателя
Есть 2 режима работы позиционного переключателя. Первый для настройки зазора между ножом и поверхностью (см. пункт II.3.2) после заточки, и второй для резки материала заданной длины. При первом режиме балка опускается, когда педаль нажата и останавливается, когда педаль отпущена. Для возврата в исходное положение следует повернуть позиционный переключатель в положение 2, нажать и отпустить педаль.
При втором режиме балка опускается, когда педаль нажата и возвращается в исходное положение, когда педаль отпущена. Длина хода балки ограничивается конструкцией станка, а также верхними и нижними ограничителями хода. Ограничители устанавливаются до отправки, и покупателю нет необходимости их устанавливать заново. В пункте II.2.6 указано, что длина хода может быть также установлена при помощи реле выдержки времени или потенциомера, расположенных на панели управления.
II.3.2 Настройка зазора между ножом и поверхностью
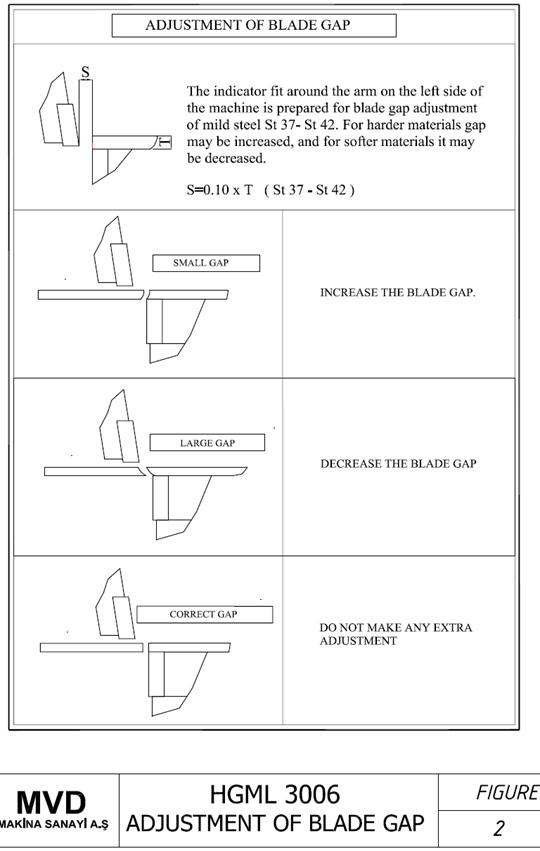
Зазор между ножом и поверхностью настраивается до начала резки при помощи вращения рукоятки на боковой колонне станка. Указатель на шкале показывает толщину разрезаемого металла. Во время настройки фиксирующие рычаги по обеим сторонам ослабляются, после настройки снова затягиваются. Шкала рукоятки настройки зазора подходит для мягкой стали (st. 37-42). Если листовой металл жестче, зазор нужно увеличить, если мягче – уменьшить. На рис.2 можно увидеть определение величины зазора в соответствии с профилем листового металла. Следует обратить внимание, что слишком большой зазор по отношению к толщине металла может повлечь за собой попадание листа между верхним и нижним ножами. Это может повредить балку или стол. Предполагается настраивать величину зазора по шкале с допуском на толщину ± 1мм.
Не забывайте перенастраивать шкалу после заточки ножей. Для заточки некоторых ножей настройки шкалы будет достаточно; если толщина ножей менее 15 мм, можно подложить лист металла толщиной 1мм или опора нижнего ножа должна быть перенастроена (см. рис 3).
После заточки и фиксации ножей верхняя балка должна быть опущена в положение 1 соответственно режиму работы позиционного переключателя, и станок должен быть полностью остановлен. После этого нужно установить величину зазора на 0,1 мм, используя калибры толщины, затем настроить шкалу на 1мм. Таким образом контролируется точность этого зазора по всей длине. Отклонения могут повлечь за собой столкновения и поломку ножей. Не следует также забывать о механических ограничителях для максимального и минимального зазора; после настройки шкалы необходимо перенастроить эти ограничители во избежание столкновения верхних и нижних ножей.
II.3.3 Настройка заднего упора
Система заднего упора контролируется позиционным контроллером (см. приложение D), расположенным на панели управления. Калибровка и регулировка
выполняются до отправки покупателю. Калибровка может быть произведена на положение минимума, где замер касается переднего ограничителя хода. При нажатии кнопки Стоп контроллера, положение переустановится на значение, указанное в параметрах контроллера
II.3.4 Завершение работы
Нажать на кнопку остановки мотора, повернуть и достать ключ панели управления. Главный выключатель повернуть в положение «0». Когда станок в нерабочем положении и/или обслуживается, главный выключатель должен быть закрыт на замок.
MVD INAN HAP
III. РУКОВОДСТВО ПО ОБСЛУЖИВАНИЮ
Обслуживание станка может осуществляться исключительно квалифицированным персоналом или техниками компании MVD INAN. Небезопасное обслуживание и смазка могут повредить станок.
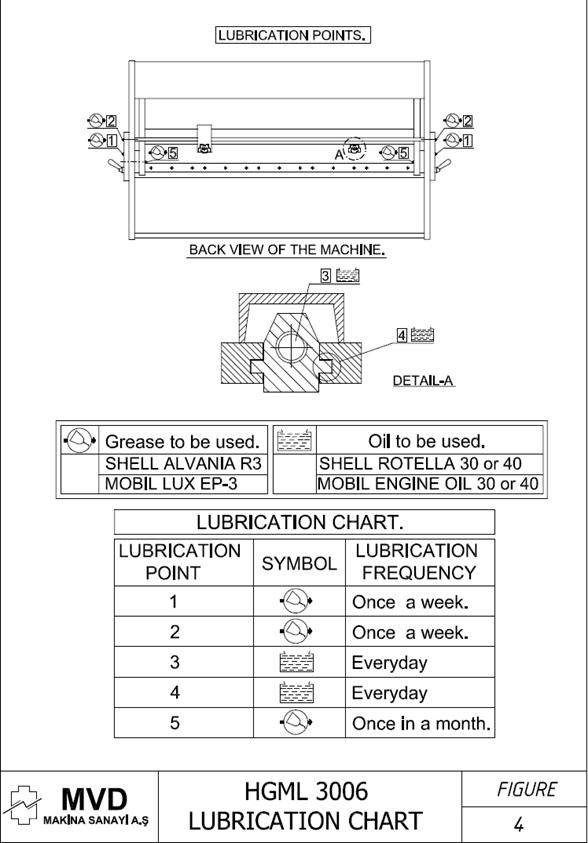
III.1 Смазка
Следует чистить и смазывать скользящие поверхности заднего упора и винты каждый день. Роликовые подшипники должны смазываться раз в неделю. (См. Рис. 4). Ось поворотной балки смазывается раз в месяц изнутри для роликовых подшипников, и раз в неделю снаружи для фрикционных подшипников.
В период продолжительного и интенсивного использования, желательно смазывать чаще.
Внимание: Никогда не смазывайте соединения цилиндра
III. Обслуживание механической системы
Каждый день следует проверять степень затяжки болтов крепления верхнего и нижнего ножей (См. Рис. 3). Каждую неделю проверять соответствие шкале зазора между ножами (зазор должен составлять 10% от толщины листа мягкой стали).
Также следует проверять степень затяжки всех болтов и гаек каждые 2 недели, а также в случае нарушения работы механизма.
III.3 Обслуживание гидравлической системы
Каждый день следует проверять уровень масла в баке. Уровень масла должен быть 3-5 см ниже крышки. Следует проверять работу фильтра. Если фильтр загрязнен, манометр наверху переместится в красную зону. В этом случае в корпусе фильтра следует заменить фильтрующий элемент. Для гидравлической системы большое значение имеет качество и беспримесность масла. Некачественное масло сократит период работы станка и может привести к неожиданным проблемам.
После 2000 часов или 1-го года работы, следует сливать масло через сливное отверстие на дне бака. Рекомендуется сливать масло, при помощи гибкого шланга соединив его с отверстием и пустым баком, или поместить пустой бак прямо под отверстие. Чтобы снова заполнить масляной бак, следует убрать крышку сверху. Фильтр должен быть установлен в месте заливки для предотвращения попадания в бак других веществ, кроме масла. Масло можно закачать при помощи насоса или залить непосредственно в бак. Следует использовать вид масла указанного в разделе I.4. В процессе заправки следует осторожно использовать лестницу или платформу.
Внимание: При замене масла надевайте специальную защитную одежду. |
Каждый год, помимо смены масла, следует заменять элемент фильтра, показанного на гидравлической диаграмме. Другие гидравлические элементы могут быть заказаны, в соответствии с чертежами в приложении B: Гидравлическая система.
ПРИЛОЖЕНИЕ А: Пояснительный лист
Гидравлическая гильотина с поворотной балкой: Механизм разработан так, чтобы передать энергию к движущейся балке средствами гидравлики для разрезания ножами листового металла на прямые отрезки.
Балка: Главный элемент гильотины, совершающий возвратно-поступательные движения, к которому прикреплен верхний нож.
Стол: Закрепленный стол, к которому прикреплен нижний нож.
Верхние ножи: ножи с режущим лезвием менее 90°
Нижние ножи: ножи с режущим лезвием 90°
Цилиндры реза: Цилиндры на обеих сторонах пресса, преобразующие гидравлическое давление в механическую силу, направленную на балку, для реза листового металла.
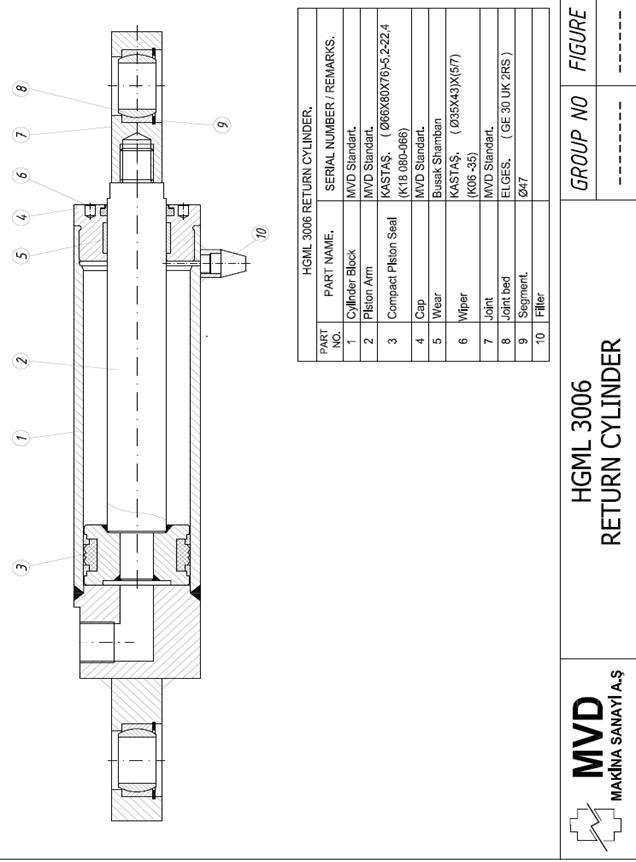
Цилиндры возврата: Цилиндры, поднимающие балку.
Задний упор: Упор, поддерживающий правильное расположение листа по всей ширине реза. Положение упора настраивается при помощи позиционного контроллера, расположенного на панели управления
ПРИЛОЖЕНИЕ B: Гидравлическая система и ее устройства
ПРИЛОЖЕНИЕ C: Электроцепь и ее устройства
ПРИЛОЖЕНИЕ D: Цифровой блок управления положения
